

Contenido: Página:
Home
Parte 2: Instrucciones de instalación Clase 195
1. Informacione s ge ne ral es
1.1 Funcionamiento de la máquina sin producto . . . . . . . . . . . 3
1.2 Tableros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2. Montaje de la banc ada
3. Completado y atornillado del tablero
4. Conexión del accionamiento de cosido con el tablero
4.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.2 Fijación del accionamiento . . . . . . . . . . . . . . . . . . . . . 8
4.3 Compensación de potencial motor/ parte superior
de l a máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.4 Colocación del pedal y d el varillaje . . . . . . . . . . . . . . . . . 9
4.5 Conexión eléctric a de los motores . . . . . . . . . . . . . . . . . 9
5. Acoplamiento del cabezal de cosido
5.1 Acoplamient o de la pa rte su pe ri or de la máqu in a,
colocació n de la co rr ea trape ci al , co lo ca ci ón de la
protección de la correa y del volante . . . . . . . . . . . . . . . . 10
6. Realizació n de las conex io ne s en ch ufab le s pa ra el man do
del motor y colocación del indicador de posición
7. Conexión de la unidad de mantenimiento de aire a presión
. . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . 7
. . . . 8
. . . . . . . . . . . . . . 10
. . . . . . . 11
. . 12
8. Preparació n de la má quin a pa r a el funci on am ie nto
8.1 Instalar el dispositivo de regreso de a ceitre . . . . . . . . . . . . 13
9. Regulación del indicador de posición
. . . . . . . . . . . . . . 14
. . . . . . 12

2
1. Informaciones generales
¡Atención!
La tensión de red y la tensión nominal indicada en
la placa de características del motor deben
coincidir.
Todos los trabajos en lo s eq ui pos el éc tr ic os deb en
ser realizados exclusivamente por personal
autorizado y con el enchufe de red desconectado.
¡Deben teners e en c uent a la s in st ru cc ione s de
seguridad!
La instalación debe llevarse a cabo según los
datos siguient es . Todas las piezas necesari as se
encuentran en el embalaje adjunto.
1.1 Funcionamiento de la máquina sin producto
¡Atención!
Antes deben bloquearse las patillas de cosido en
la posición vent il ad a y re gu lar el rec or rido de
patilla más corto .
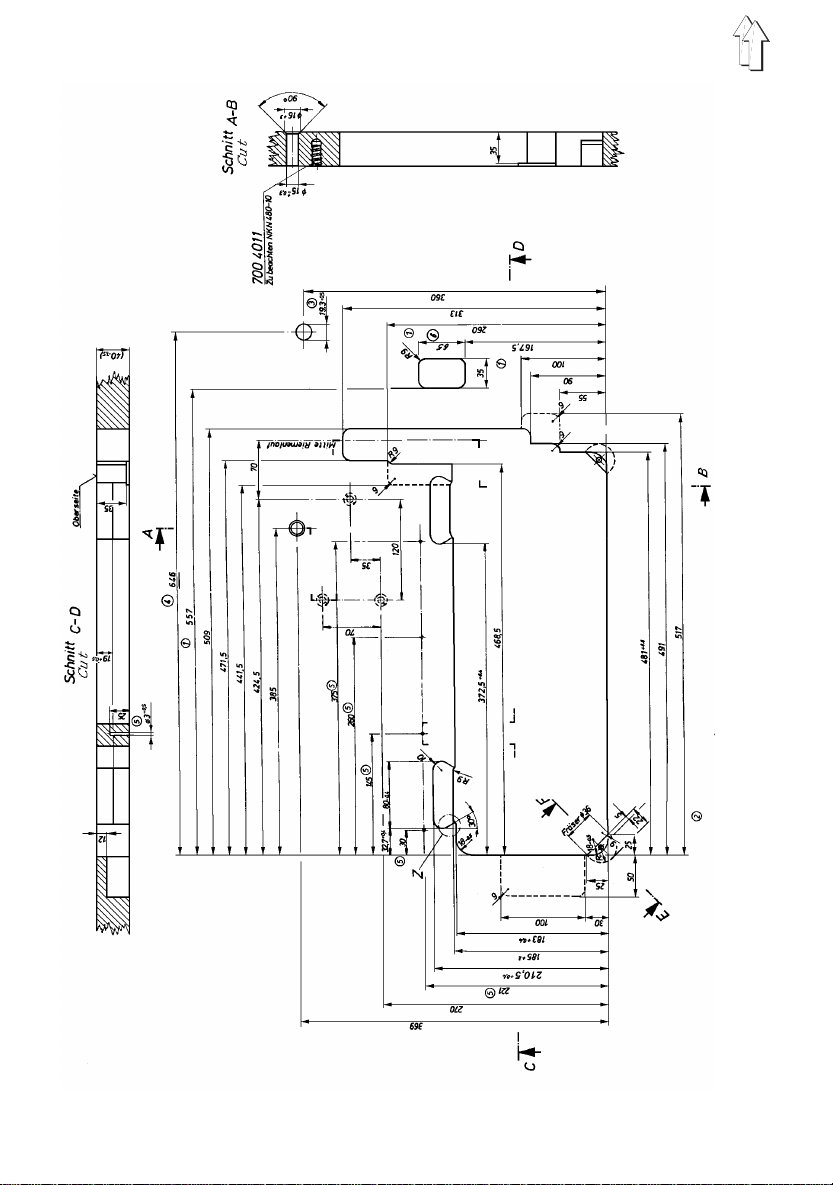
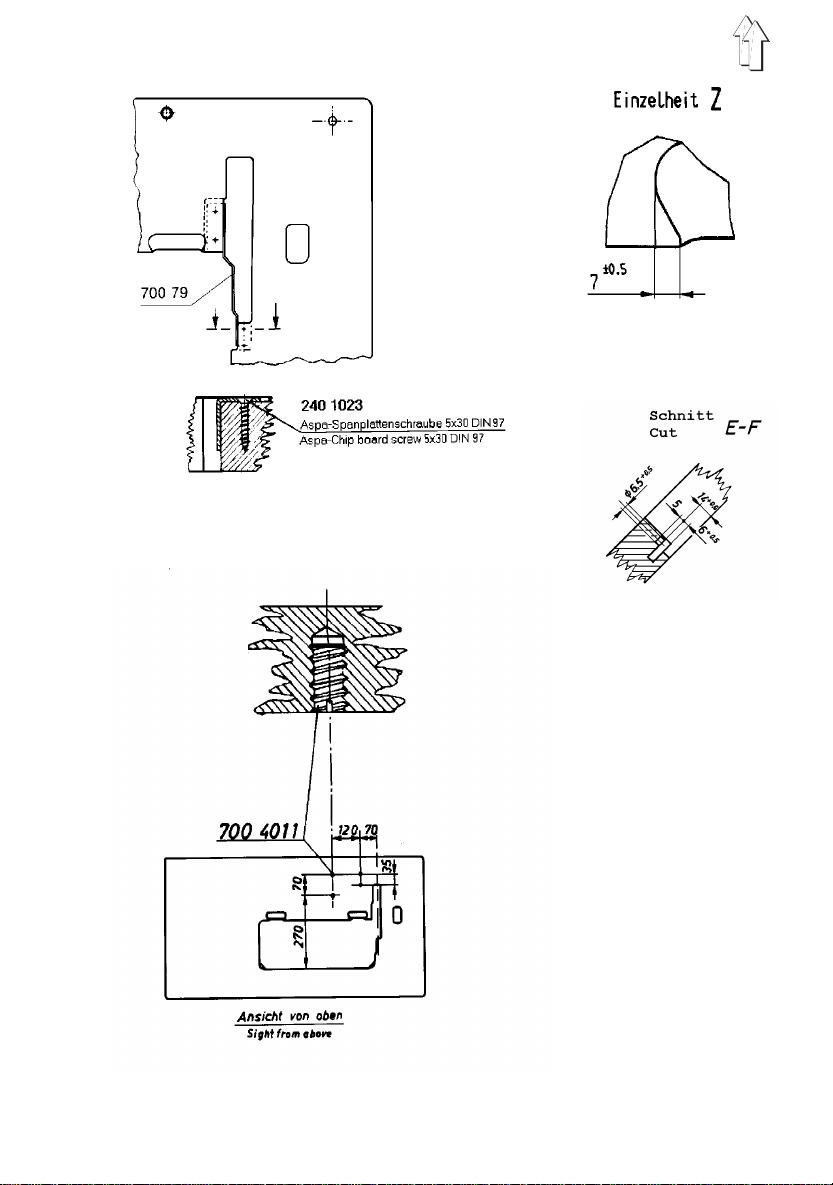
1.2 Tableros
Los recortes en lo s ta bl eros de pr od uc ci ón propi a
deben tener las di men si on es ind ic ad as en los
esquemas de las páginas 4 y 5. Los tableros
deben tener la cap ac id ad porta nt e y re si sten ci a
necesarias.
345

2. Montaje de la bancada
2
–
Montar las piezas de la ba nc ada co mo en la
figura.
–
Alinear la bancada con el tornillo 1 de forma
que todas las pati ll as des ca ns en
uniformemente.
–
Aflojar los to rn il lo s 2 y re gula r el tab le ro a la
altura de trabaj o co rr ec ta .
1
6

3. Completado y atornillado del tablero
8
Parte inferior del tablero
–
Fijar el puntal de ref ue rz o 5 co n 4 to rn il lo s
entre los recortes de l ca beza l de cos id o y la
protección de la correa.
–
Fijar la bandeja del aceite 4 con tirafondos.
Alinear la ban deja de ac ei te de man er a que la
distancia en el lado derecho entre la bandeja
de aceite/ reco rt e de l tabl er o se a de 55 mm.
–
Atornillar el puntal de refuerzo 7 detrás de la
bandeja de aceite.
–
Atornillar el canal para cables 3 y el soporte 6
para compensar la tracción de la línea de
conexión.
–
Atornillar el interruptor principal 2.
–
Atornillar el transformador de la luz de cosido
1 (si lo hay)
–
Atornillar el cajón 8 con su soporte. Asegurar
la chapa insert ad a con un cla vo par a qu e no
se deslice.
–
Atornillar el tablero con tirafondos B8X35 a la
bancada. La p os ic ió n de l ta bl er o resp ecto a la
bancada se obti en e pu nz on an do en la par te
inferior del tabl er o.
1
2
3
4
5
6
7
Parte superior del tablero
–
Presionar en los recortes del tablero los
soportes de goma para las bisagras y los
puntos de apoyo delanteros.
–
Presionar los tapabocados en el orificio
previsto para ello.
7

4. Conectar el accionam iento de c osido al t ablero.
4.1 General
Hay disponible s pa ra la máq ui na difer en te s
paquetes de conexión y accionamiento. El paquete
de accionamiento consta de:
Motor, guardamotor con cables, correa y polea de
transmisión.
El paquete de conexión contiene todos los cables
que unen el motor y el cabezal de cosido.
El accionamiento de corriente continua que puede
obtenerse para esta máqu ina funciona con una
"tensión alterna monofásica". Por lo tanto, cuando
se trata de varias máquinas, deben distribuirse
uniformemente las conexiones en las fases
individuales de la red de suministro (corriente
trifásica). En caso contrario, puede producirse una
sobrecarga de las fases individuales.
¡Atención!
Si los equipos eléctricos no son suministrados por
Dürkopp Adler , la confección y comprobación
debe llevarse a cabo según EN 60204-3-1 o JEC
204-3-1.
4.2 Fijación del accio namiento
–
Atornillar el ac ci on ami en to al ta bl er o co n su
patilla. Para ello, e nroscar los 3 tornillos de
cabeza hexagonal M8 x 35 con arandelas en
el tablero.
–
Fijar la polea de tra ns mis ió n de la co rr ea
trapecial en el árbo l de l mot or
–
Comprobar las conexiones en el panel de
bornes del motor y modificar si procede. La
disposición debe corresponder a la tensión de
red.
4.3 Compensación d el potencial motor/ part e superior de la máquina
–
Atornillar en el pie del motor el cable de
conexión. Sirve par a de sv ia r la corri en te
estática de la parte superior de la máquina a
través del motor hacia la masa.
8

4.4 Colocación d el pedal y d el varillaje.
Por motivos de ergonomía, el pedal debe quedar
alineado en el c en tro en s u di re cc ió n la te ral.
Ajustar el varillaje de manera que e l pedal teng a
una inclinació n de 10°.
4.5 Conexión eléct rica de los mo tores
En los esquemas el éc tr ic os que se in cl uy en en el
paquete de accio na mie nt o pued e co ns ul ta r lo s
datos técnicos de conexión necesarios.
9

5. Acoplamiento de la parte superior de la máquina,
colocación de la corr ea trap ecial, colocaci ón de la
protección de la correa y del volante
2
–
Colocar el cabezal de cosido en el recorte del
tablero.
–
Cambiar de posición el ca be za l de cos id o y
retirar el estribo de protección 1.
–
Introducir el pas ad or de bl oq ueo 2 en un
encastre de la arandela de ajuste.
–
Destornillar el volante.
–
En primer lugar, colocar la correa trapecial
sobre la pol ea de transmisión de la máquina.
–
1
Colocar la correa sobre la polea de
transmisión del motor. Basculando el motor,
tensar la correa tra pe ci al de man era qu e en la
parte central pued a pr es io na rs e to da vía hacia
adentro unos 10 mm sin gran esfuerzo.
–
Atornillar la pr otec ci ón de la cor rea co n 5
tornillos. Al cambiar de posición, la protección
de la correa debe pode rse introducir sin
dificultad en el recorte del tablero.
–
Atornillar la pr otec ci ón de la cor rea de l mot or.
Ajustar la leva del seguro de forma que la
correa no resbale y se salga de la polea de
transmisión al basc ul ar el ca be za l de cos ido.
–
Atornillar el volante. La posición correcta del
volante se obtiene de lo s or if ic ios ad ic io na le s
en el volante y en la brid a de la co rr ea , que
deben quedar coincidentes.
10
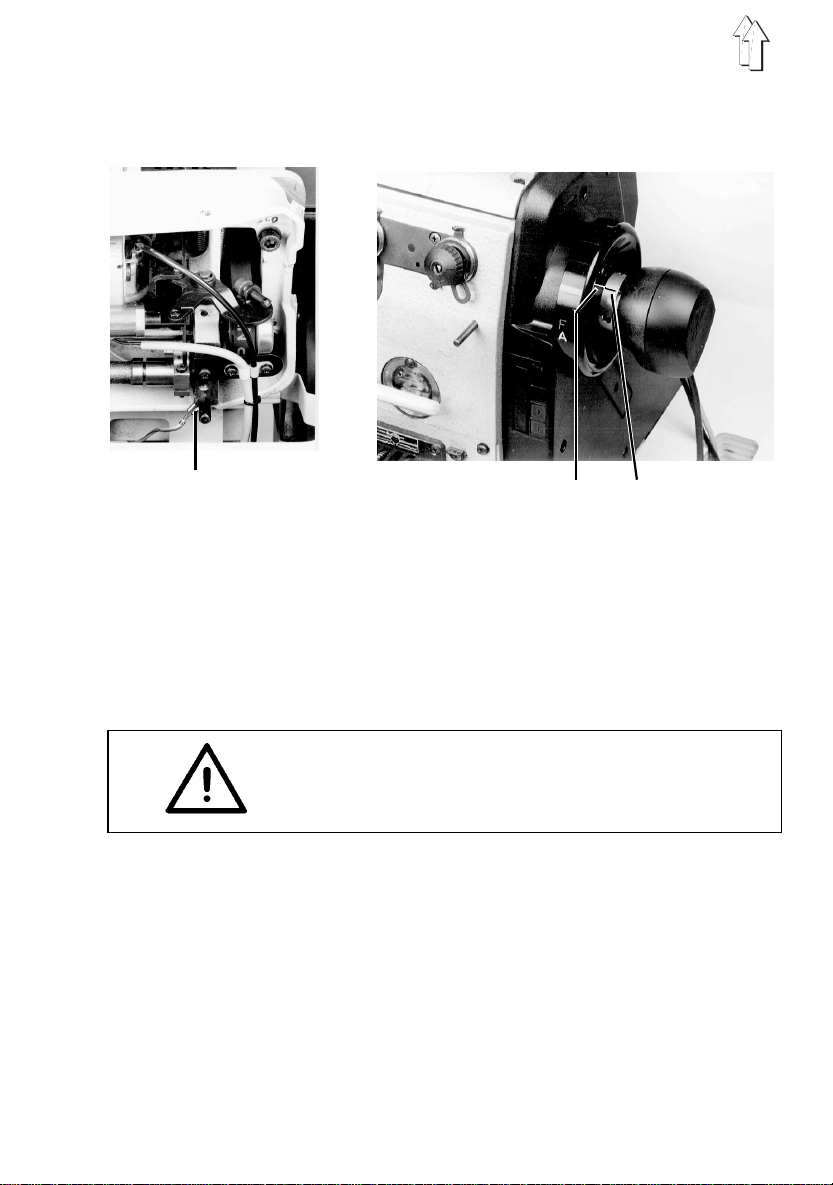
6. Realización de las conexiones enchufables para el
mando del motor y colocación del indicador de posición
(sólo en el accionamiento de posicionamiento)
1
–
Cambiar de posición la máquina.
–
Acoplar a la parte su pe ri or el cabl e de
compensación de potencial 1.
–
Si existe, cone ct ar el pa ne l de mand o ex te rno.
–
Tender las líneas para el palpador, el panel de
mando y, si procede, para la luz de cos id o en
el canal para c ab le s de la pa rt e su peri or.
¡Atención!
Antes de acoplar el indicador de posición al
panel de mando, desactivar la función de
cortahilo.
–
Desplazar el in dica do r de pos ic ió n co n la
máquina desactiv ad a de forma qu e su ranur a
engarce sobre la clavija de apoyo de la
protección de la correa.
–
Bloquear el volante en la posición A.
–
Atornillar el indicador de posición. Colocar la
marca 2 exactamente contra la entalladura 3.
Esta es la posición "0", el punto de apoyo
dependiente de todas las posiciones de la
máquina ajusta da s en fábri ca . P ara el aju st e
de la 1ª y 2ª posició n de la ag uj a vé as e el
apartado 9.
3
2
11
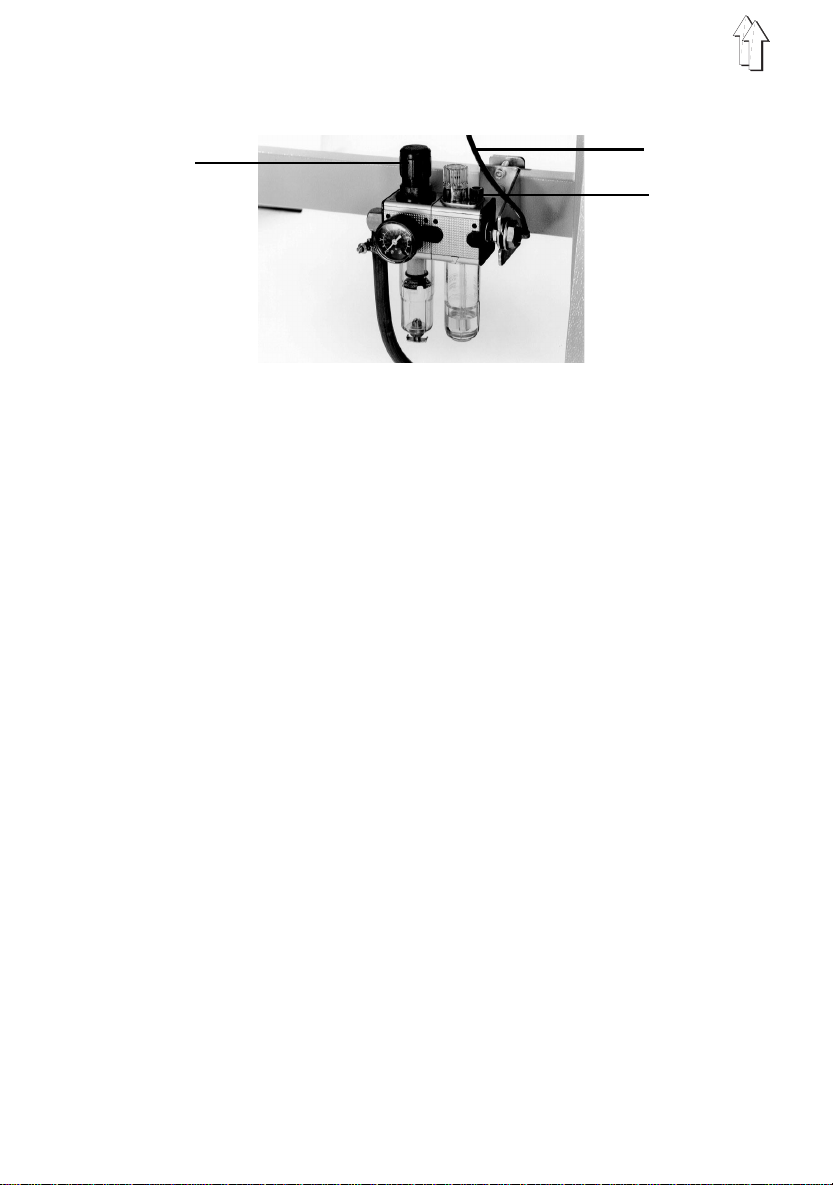
7. Conexión de la unidad de ma ntenimiento de a ire a presión
5
1
2
Para el funcionamiento de la ventilación de la patilla de
cosido, la compresión del punto y el cortahilo, es
necesario el suministro de aire a presión ligeramente
oleaginoso, sin agua.
–
Atornillar la unidad de mantenimiento en la bancada.
–
Realizar la conexión del tubo flexible PU3 1 entre la
unidad de mantenimiento y la parte superior de la
máquina.
–
Con el aire a presión sin conectar o cerrado, llenar
aceite lubric ante "Esso SP-NK 10". Para ello, abrir el
tornillo 2 y llear aceite hasta la señalización de
estrías.
–
Conectar el t ubo flexible de conexión p ara la unidad
de mantenimiento a la línea de aire a presión.
–
Levantar el m ango 5 y girarlo para regu l ar una
presión de se rvicio de 6 bar.
8. Preparación de la má quina para el funcionamie nto
–
Montar el soporte del hil o.
–
Llenar el depósito de aceite para la lubricación
central con la mecha aceitadora hasta la marca
superior (véanse las Instrucciones de manejo,
apartado 2,1).
–
Enchufar el conector de red.
–
En los motores de corriente trifásica, conectar
brevemente el guardamotor. Comprobar la dirección
de giro del rodete del ventilador del motor. Véase la
flecha de la p rotección de la correa. Si la dirección
de giro es incorrecta, cambiar 2 fases d el conector
de red.
–
Comprobar la cantidad bombeada por el l ubrificador
de neblina (aprox. 1 gota cada 10 carreras de
trabajo). Corregir si es necesario. Véase el apartado
de las Instrucciones de manejo.
12

8.1Instalar el dispositivo de re greso de aceitre
Este dispositivo recoge el aceite en el cárter de aceite y
lo regresa mediante una bomba al circuito de aceite.
–
Enrollar el filtro de aspiración de fieltro y fijarlo a la
chapa de aceite por la pinza 2.
–
Installar y fij ar el tubo de acei te l de modo que no
pueda entrar en contacto con las piezas móviles.
1
¡Atención!
Cambiar el aceite to do s lo s 2 añ os , qu al qu ier qu e
el número de las horas de servicio.
2
3
9. Regulación del indicador de posición
Las posiciones de la máquina las registra el
indicador de posición en pasos (incrementos) de
0,7° y se muestran en el display. Una vuelta
completa corres pond e a 51 2 pa so s.
1ª posición
La máquina debe detenerse cuando la mordaza
haya recogido de forma se gura el lazo . Esto
significa que la aguja debe ascender sobre su
punto muerto inferi or, hasta que la punta de la
mordaza se haya movido hacia la izquierda unos 6
mm sobre la aguja. Esto corresponde al número de
incrementos 50.
2ª posición
El portaagujas po co ant es el pu nto mue rt o
superior. Esto correspond e a o al núme ro de
incrementos 190.
13

Programaci ón de la s po si ci on es :
1. Mantener pulsad a la tec la
2. Activar el interruptor principal. En el display aparecerá el código
3. Al entrar en el "Nivel técnico 1" introducir
el Nº de código Efka 1907 con las teclas 1 ...0.
4. Pulsar la tecla E. En el display apar ecer á el par áme tr o
5. Con las tecl as 1... 0 in tr od uc ir el pa rá metro Nº F1 70 .
Pulsar la tecla E. Aparece la Rutina de servicio 1 (Sr1).
Pulsar la tecla F. Aparece la posición 0.
6. Girar el volante una vuelta entera en dirección a la máquina y bloquear
en la posición A con el pasador de bloqueo adjunto.
Pulsar dos veces la tecla P.
7. Pulsar la tecla P. En el display aparece F170.
8. Pulsar dos veces la tec la E. En el display aparece la Rutina de
9. Pulsar la tecla F. En el display aparece la Posición 1 y
Con la tecla + o - ajustar el número de incrementos 50.
10. Pulsar la tecla E. En el display aparece la posición 2 y
Con la tecla + o - ajustar el número de in cr ement os 190 .
11. Pulsar la tecla E. En el display aparece la posición 1A y
Con la tecla + o - ajustar el número de in cr ement os 100 .
12. Pulsar la tecla E. En el display aparece la posición 2A y
Con la tecla + o - ajustar el número de in cr ement os 240 .
13. Pulsar dos vece s la tec la P. Con ello se ha finalizado el ajuste.
14.
¡Atención!
Es necesario coser una costura con cortahilo y ventilación de la patilla de
cosido. Es la forma de memorizar de manera definitiva un ajuste realizado. Si
no se cose, el ajus te se pi er de al ap agar la máq ui na .
14
P
Nº C 0000.
Nº F100.
servicio 2 (Sr2) y F171.
el número de incrementos ajustado.
el número de incrementos ajustado.
el número de incrementos ajustado.
el número de incrementos ajustado.
 Loading...
Loading...