

Page 1

Indice: Página:
Home
Preámbulo e indicaciones generales sobre seguridad
Parte 1ª: Instrucciones de manejo Clase 171 y 173
1. Descripción de las máquinas
1.1 Breve descripción y utilización de acuerdo con su destino . . . . . . . 5
1.2 Datos técnicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Equipamientos adicionales . . . . . . . . . . . . . . . . . . . . . . . . 5
2. Elementos de las máquinas y sus funciones
2.1 Elementos en l a parte sup erior . . . . . . . . . . . . . . . . . . . . . . 6
2.2 Elementos en el bastidor . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3. Manejo
3.1 Enh ebrar el hilo de la aguja . . . . . . . . . . . . . . . . . . . . . . . . 12
3.2 Enh ebrar el hilo del garfio . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.3 Ajustar los tensores de l os hilos . . . . . . . . . . . . . . . . . . . . . . 12
3.4 Cantidad de hilo superior para una formación seg ura de la puntada . . 12
3.5 Ajustar el ent rega-hilo infe rior . . . . . . . . . . . . . . . . . . . . . . . 14
3.6 Ajustar la longitud de transp orte . . . . . . . . . . . . . . . . . . . . . . 15
a) T ran sporte inferior . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
b) Transporte superior por rodillo . . . . . . . . . . . . . . . . . . . . . 15
4. Mantenimiento
4.1 Lim pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4.2 Lubricación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5. Indicaciones para coser con hilos monofilamento . . . . . . . . . . 18
Page 2

Indice: Página:
Parte 2ª: Instrucciones de montaje Clase 171 y 173
1. Informaciones d e cará cter general . . . . . . . . . . . . . . . . . . . 2
2. Montaje del bastidor . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
3. Completar la placa-mesa y atornillarla . . . . . . . . . . . . . . . . . 5
4. Unir el motor de la máquina a la pl aca-mesa . . . . . . . . . . . . . . 5
5. Montar la p arte superior, tender la correa trapezoidal,
montar la protección de la correa, el vol ante y el pedal . . . . . . . . 9
6. Establecer las uniones enchuf ables con el mando del
motor y montar el tr ansmi sor de posición . . . . . . . . . . . . . . . 11
7. Conectar el grupo acondicionador del aire comprimido . . . . . . . . 12
8. Poner la máquina en disposición de funcionar y
realizar el te st de costura . . . . . . . . . . . . . . . . . . . . . . . . . 13
9. Funciones de subida y bajada del rodillo de transporte . . . . . . . . 14
10. Ajustar el transmi sor de posición . . . . . . . . . . . . . . . . . . . . 15
Las siguientes patentes y modelos de utilidad se aplican en estas máquinas:
Estado octubre 1992
DE 86 20 593
JP Sho-62-108358
TW 40 985
Page 3
1. Descripción de las máquinas
1.1 Breve descripción y utilización de acuerdo con su destino
La 171 y la 173 son máquinas de coser de doble punto de cadeneta, en versiones con
una y con dos agujas, para costuras lineales según el tipo de puntada 401.
Los garfios están dispuestos transversales a la dirección de la costura (Crossline).
Clase 171 con transporte inferior a saltos. También se pueden aplicar en instalaciones
para dobladillos mediante el juego de transformación, nº de referencia 171 1201 para
máquinas a la derecha, y nº de refer encia 171 1301 para máquinas a la izquierda.
Clase 173 con transporte inferior a saltos y transporte superior intermitente por rodillo.
Las longitudes de transporte del transportador y del rodillo se pueden ajustar
diferencialmente mediante ruedas de ajuste separadas. Al conmutar a condensación de
puntada se acorta automáticamente la longitud de transporte del rodillo según convenga.
De acuerdo con el uso al que están destinadas, las máquinas sólo se deb en emplear
para coser materiales de fibras textiles o de piel.
1.2 Datos técnicos
Sub- modelo Largo de
puntada
171-131110 1-4 mm 6600 / 7000 27 mm
173-141110 1-4 mm 5800 / 6000 30 mm
173-141521 1-4 mm 5800 / 6000 30 mm •••
ansporte del transporte superior por rodillo: máx 7 mm
Ancho del rodillo, de serie: 9 mm
Sistema de aguja: 934 SIN ó 933 seg ún el
Paso debajo del prensatelas
Al levantarlo: 5 mm con aguja 934 SIN
Al coser: 4 mm
Presión de servicio: 6+/-0,5 bar
Consumo de aire: Con -161120 0,05 NL por ciclo d e trabajo
Con -141521 0,1 NL por ciclo de trabajo
1.3 Equipamientos adicionales
Nº de referen ci a
1713502 Juego de piezas para transformar una máquina de doble punto de cadeneta
con una aguja en una máquina con dos agujas. Distan cia máx. entre agu jas
14 mm (según nº E). No válido para la s ubclase 17 3-141521.
933 5736 Rodillo de transporte de acero de 1 mm dentado con perfil de cubierta,
9 mm ancho
933 5737 Rodillo de transporte de acero de 1 mm dentado con perfil de cubierta,
15 mm ancho
933 5738a Rodillo de transporte de acero de 2 mm dentado de diente de sierra,
15 mm ancho
Los rodillos de acero no deben tocar a la placa de aguja; hasta ésta tiene que haber
una distanci a de 0,5 mm. Ajuste: ver Instrucciones de Servicio.
En el embalaje adjunto al envío hay un rodillo de transporte asimétrico de Vulkolan, de
Número de
puntadas
de
fábrica/máx.
Aguja de
carrera
Condensac
ión de
puntada
equipamiento para costura(Nº E)
10 mm con aguj a 933
Levantar
prensatelas
Corte del
hilo
L
o
n
g
i
t
u
d
d
e
t
r
5
Page 4
16 mm de ancho y una cuchilla de cortar. Mediante un montaje conveniente el rodillo
puede recibir diferentes posiciones respecto a la costura o al doblado de la tela.
2. Elementos de las máquinas y sus funciones
2.1 Elementos en la parte superior
Elemento Función
Palanca manual 1
Tornillo 2
Mirilla del aceite 3
Rueda de ajuste 4
Tira-hilo previo superior 5
(Sólo subclase -141521)
Tensor del hilo superior 6
Tensor del hilo inferior 7
Depósito de reserva de
aceite 8 con boca para
llenarlo
Rueda de ajuste 9
Tira-hilo previo in ferior 10
(Sólo subclase -141521)
–
Levantar el rodillo de transporte. Este gira fuera del
área de trabajo. - Costura sólo con transporte inferior.
–
Regular la presión del prensatelas según la piez a a
coser.
–
Control de la circulación de aceite para la lubricación
del cojinete d el antero del árbol de l brazo. El flujo de
aceite no debe i nterrumpirse estando la máquina en
marcha. Si es necesario, comprobar el nivel de aceite
en el depósito 8 ó rellenar éste.
Hay que emplear aceite ESSO SP-NK 10 u otro de
calidad equivalente.
–
Longitud de transporte para el rodillo del transporte
superior.
–
Hilo inicial para la formación de puntada al principio
de la costura después del corte del hilo.
–
Una vuelta del botón giratori o provisto de cifr as
comprende todo el campo de tensión. Mediante esto
los valores de tensión son fácilmente reproducibles.
–
Como 6, pero c on un muelle tensor más débil.
–
El nivel no debe descender por debajo de "MIN". En
caso necesario rellenar con aceite ESSO SP-NK 10
hasta "Max".
–
Ajustar la longitud de puntada para el transporte inferior.
–
Hilo inicial para la formación de puntada al principio
de la costura después del corte del hilo.
Palanca de di sparo 11 para
los tensores de los hilos
Guía del hilo 12
Aguja 13
Regulador del hilo 14
6
–
Arrastrar los hi l o s con la mano, por ej em plo al enhebrar.
–
Ajuste de base en el centro del agujero rasgado.
–
Sistema 934 SIN ó 933.- Gruesos de las agujas: Nm
80-130 según el equipo de costura (Nº E).
–
Para cambiar las agujas, desconectar sin falta el
interruptor principal. ¡Peligro de accidente!
–
Para una formac ió n seg ura d e la punta da en el c as o de
hilos de coser elásticos, como p. ej. hilos de fibras
sintéticas e hilos monofilamento. Ajuste ver apartado 3.4.
Page 5
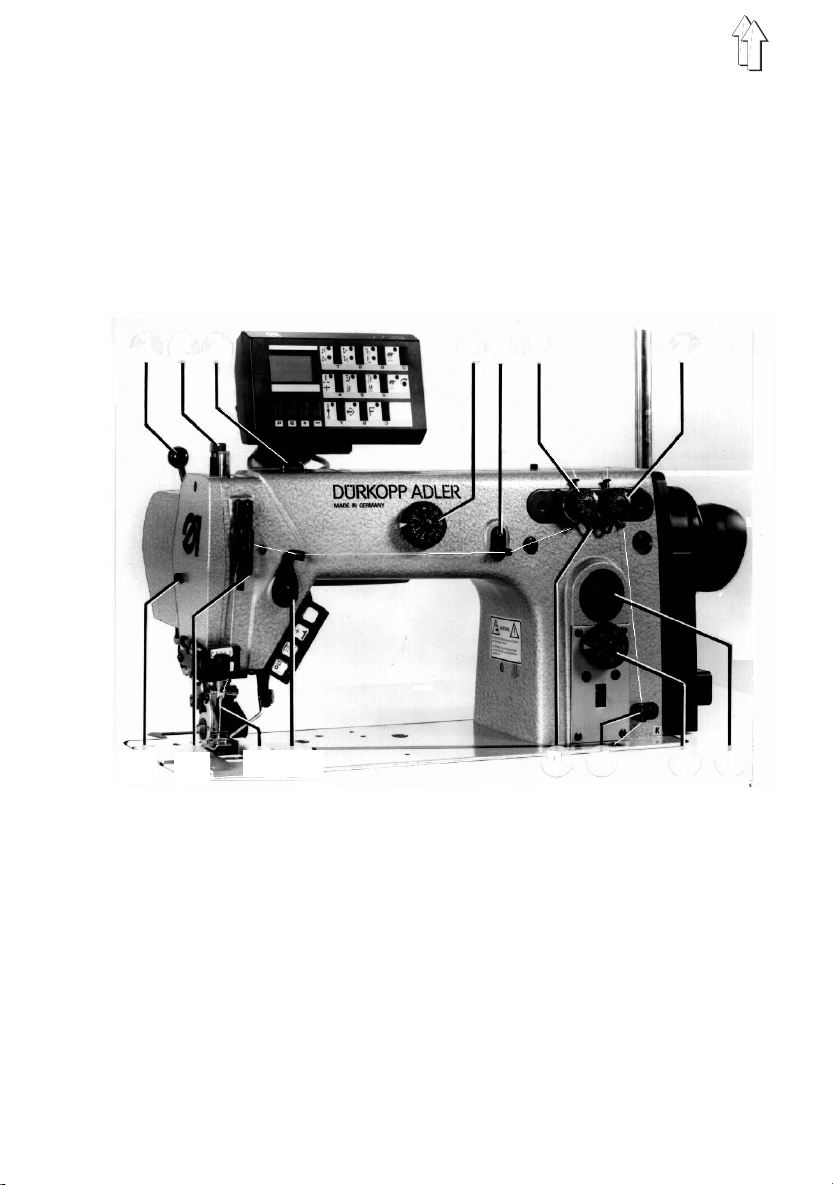
Botón inmovilizador 15
–
Inmovilizar el prensatelas en la posición levantado.
1 2 3
15 14
13 12
4 5 6
11 10
7
9 8
7
Page 6

Elemento Función
Tecl a 17
Tecl a 18
Tecl a 19
Tecl a 20
Cuadro de mando 21
(Sólo subclases -141521
y -161120)
Palanca de rodilla 22
Barrera luminosa reflectora
por infrarrojos 23
Caja del accionamiento
del garfio 24
–
No ocupada
–
Puntadas individuales
–
Aguja parada arriba o abajo. Durante la costura
condensació n de puntada en cua l quier punto de la
costura.
–
Subir o bajar el rodillo de transporte.
–
Ver instrucciones del fabricante del motor.
Advertencia: Para el corte de los hilos en la subclase
- 141521, además de la tecla "Cortar hilo" tiene que
estar siempr e conectada la tecla "Limpiahilos". Los
diodos a y b tienen que estar encendidos.
–
Antes de incl i nar hacia atrás la parte superior de l a
máquina hay que desconectar el interruptor principal y
retirar la palanca de rodilla. Para descolgarla realizar
los movimientos 1 y 2 y para colgarla los movimientos
3 y 4.
–
Para la detección del borde de la tela y, con ello,
determinar la posición exacta de la condensació n de
puntada al final de la costura.
–
Con la parte superior de la máquina inclinada hacia
atrás, el nivel del aceite no ha de descender por
debajo de la raya larga inferior.
Si fuera necesario, desenroscar el tornillo 26 y
rellenar con aceite SP-NK 10. Rellenar sólo hasta la
raya superior.
Entrega-hilo inferior 25
8
–
Cuida de una adecuación automática de la cantidad
de hilo inferior a la longitud de puntada ajustada.
Para los ajustes de costuras firmes, normales o muy
elásticas, ver el apartado 3.5.
Page 7

17
18
19
20
21
a b
23
26
24
22
25
9
Page 8

2.2 Elementos en el bastidor
Elemento Función
Interruptor principal 1
Pedal 2
Grupo acondicionador de aire
Filtro de aire con separador
de agua 7
Regulador de presión 4
–
Conectar y desconectar la máquina.
–
Al enhebrar, al cambiar los útiles de costura
(como p. ej. aguja, prensatelas, placa de la
aguja, propulsor de tela), al limpi ar, al abandonar
el puesto de trabajo, así como en los trabajos de
mantenimiento, desconectar, sin falta, el
interruptor p rincipal.
Ver también las indicaciones generales sobre
seguridad.
–
0 Posición de reposo - Ninguna función.
1 Levantar el prensatelas estando la máquina parada
2 Coser hasta el número máximo de puntadas
mediante el co rrespondiente accionamiento del
pedal.
3 Condensación de puntada - Corte d el hilo* Levantar prensatelas.
* No en la subclase -161120
–
Antes de que el nivel de agua llegue al filtro de aire 6,
enroscar el tornillo 8 y purgar el agua, bajo presión.
–
Para ajustar la presión del aire de 6 bar, tirar hacia
arriba el puño gi ratorio 4 y ajustar.
Giro a la derech a = Aumento de la presión
Giro a la izquierda = Reducción de la presión
Nebulizador de aceite 9
10
–
Mediante el tornillo de regulación 11, ajustar aprox. 1
gota de aceite por cada 10 ciclos de trabajo.
Para rellenar, purgar el aire del sistema neumático.
Para ello girar a l a izquierda el puño gi ratorio 4.
Desenroscar el tornillo 10 y rellenar con aceite ESSO
SP-NK 10 hasta la m arca del depósito de aceite 9.
Page 9

1
2
4
11
10
5
6
9
7
8
11
Page 10

3. Manejo
3.1
Enhebrar el hilo de la aguja
Desconectar el interruptor
principal.
- ¡Peligro de accidente! -
El enhebrado de la aguja se puede v er en
las ilustraciones abajo.
3.2 Enhebrar el hilo del garfio
Desconectar el interruptor
principal.
- ¡Peligro de accidente! -
El enhebrado del hilo del garfio se ve
asimismo en las ilustraciones ab aj o . Al
mismo tiempo hay que levantar el pisador
del hilo 3 de su enclavamiento.
3.3 Ajustar los tensores de
los hilos
La tensión del hilo de la aguja ha de ser
más fuerte que la del garfio.
Por esto el tensor del hilo del garfio 2
está provisto de un muelle de alamb re
más delgado.
Tensiones demasiado fuertes de los hi l os
ocasionan una contracción de la pieza a
coser.
Con tensiones demasiado flojas del hilo
del garfio pueden producirse puntadas
defectuosas.
Ver el apartado 3.5 para una mayor
cantidad de hilo inferior incluida en la
costura.
3.4
Cantidad de hilo superior
para una formación segura
de la puntada
En el caso de hilos de coser elásticos, p.
ej., hilos de fibras sintéticas o hilos
monofilamento, hay que arra strar
previamente una cierta cantidad de hilo
superior para una formación segura de la
puntada.
Esto se efectúa con la palanca ti ra-hilo
en posición inferior en combinación con
el regulador de hilo 1.
Ajustar el regulador de hilo en la posición
inferior de l a palanca tira-hilo como sigue:
Con hilos de coser elásticos, el ag ujero
para el hilo de abajo, tiene que ser visible.
Enhebrar el hilo de la aguja pasando por la
izquierda del estribo. Ver figura a.
Con hilos menos elásticos. como p. ej.
algodón, tiene que ser visible el agujero
para el hilo de arriba. Enhebrar el hilo de
la aguja pasando por la derecha del
estribo. Ver fig. b.
1
a
Abb. / Fig.
b
12
3
Page 11

V
Máquinas con una aguja Máquinas con dos agujas
Enhebrar a través de los pretensores V sólo en máquinas con corta-hilo.
13
2
Page 12

3.5 Ajustar el entrega-hilo inferior
El entrega-hilo inferior 1 cuida de una
adecuación automática de la cantidad de
hilo inferior a la longitud de puntada
ajustada.
Esto significa: La formación de la
puntada y su apriete son óptim as con
cualquier longitud de puntada y también
con cualquier condensación de puntada.
Así no hay huecos ni fruncimientos en la
costura.
a)
b)
c)
¡Observaciones importantes!
1) Con un ajuste extremo, p. ej. una
longitud de puntada la más corta
posible y una cantidad de hilo la mayor
posible (costura elástica) hay que tener
en cuenta que todavía puede tener
1
La cantidad de hilo inferior arrastrado se
puede regular rápidamente.
Sin variar las tensiones de los hilos se
obtienen
a) costuras firmes, b) normales o c) muy
elásticas (puntada globo).
Después de aflojar los tornillos 2 y de
desplazar el entrega-hilo 1, hay que
regular como sigue:
En dirección 0 = costura más firme
En dirección 5 = costura más elástica
lugar una punzada más segura de la aguja
en el triángulo d e h i lo. Con cantidades de
hilo inferior demasiado grandes se pueden
originar puntada s d efe ctuosas.
2) Si con los valores de ajuste descritos
en 1) se aumenta sensiblemente la
longitud de puntada, p. ej. a 4 m m,
entonces esto requiere un retroceso
de la guía del hilo en dirección 0. De
lo contrario podría ser que el hilo
inferior saliera de su disco de
recogida.
En el movimiento de retroceso del
garfio, el hilo inferior no sería
arrastrado hacia atrás como es
necesario por el disco de recogida
del hilo.
3) En la 171-131110 sin árbol de coli sa,
al regular la l ongitud de puntada hay
que reajusta r m anualmente el
entrega-hilo.
14
2
Page 13

3.6 Ajustar la longitud de
transporte
a) Transporte inferior
El ajuste de la longitud de transporte
para el transportador se efect úa por
la rueda de ajuste 4.
b) Transporte superior por rodillo
La longitud de transporte para el
rodillo 9 se puede ajustar por la rueda
de ajuste 3 independientemente del
transporte inferior, y adaptarla así al
comportamiento al transporte de la
pieza a coser..
Al coser la condensación de puntada
al principio y al final de la costura el
rodillo se adapta automáticamente a
la longitud de transporte inferior.
3
Observaciones:
–
Con la palanca manual se puede
apartar el rodillo fuera del área de
costura, p. ej., cuando se tiene que
coser con transporte inferior
solamente.
–
Para levantar el rodillo al coser radios
o esquinas hay que pulsar la tecl a 5
en la cabeza del brazo.
–
El desviador de tela 8 está
configurado, al mismo tiempo, como
cuchilla de corte de la cadena de hilo.
(Sólo en máqui nas sin cortador de
hilo).
–
La presión de apriete del rodillo se
puede adaptar a la pieza a coser.
Aflojar el tornillo 7 y regular el cilindro
6:
En dirección A = presión más fuerte
En dirección B = presión más débil.
6
5
4
7
8
9
15
Page 14

4. Mantenimiento
4.1 Limpieza
4.2 Lubricación
Desconectar el interruptor
principal.
- ¡Peligro de accidente! -
¡Una máquina mantenida limpia preserva
de averías!
Por esto, especialmente el área debajo
de la placa de la aguja hay que limpiarla
del polvo de costura una vez al día.
Esto se efectúa adecuadamente con un
pistolete de aire comprimido. (Si la
hubiese, retirar la palanca de rodilla).
A intervalos de tiempo d eterminados hay
que eliminar el polvo de costura
acumulado en los nervios del
transportador. Para ello retirar la placa de
la aguja.
Si la máquina está equipada co n un
grupo acondic i onador del aire
comprimido hay que comprobar
diariamente el nivel de aceite.
Antes de que el nivel de agua llegue al
elemento fil trante 3, estando e l grupo de
acondicionamiento del aire bajo presión,
hay que purgar, mediante soplado, el
agua del separador de agua 2, después
de haber enroscado el tornillo 1.
Comprobación del nivel de acei t e ver 4.2.
4
3
2
Desconectar el interruptor
principal.
- ¡Peligro de accidente! -
Para lubricar esta máquina hay que
utilizar, únicamente el aceite
lubricante SP-NK 10 u otro aceite de
calidad equivalente.
El mantenimiento de los puntos de
engrase queda limitado a los siguientes
puntos:
–
Comprobar, o si fuera necesario,
rellenar la reserva de aceite de la caja
del accionamiento del garfio 7.
Para ello, desenroscar el tornillo 8.
Con la máquin a inclinada hacia a trás,
el nivel de aceite no ha de quedar por
debajo de la línea larga i nferior de la
mirilla. El rellenado se efectuará sólo
hasta la línea superior.
–
Con la máquina puesta de pie, llenar
con aceite el depósito 9 hasta que el
nivel llegue a la marca "Max". El ni vel
de aceite no de be descender por
debajo de la marca "Min".
Excepto el acci onamiento del garf i o,
todos los puntos de apoyo de la
máquina se lubricarán por un sistema
central de mecha de aceite que parte
de este depósito 9.
–
En el brazo de la máquina hay la
mirilla 10 para controlar el flujo de
aceite al cojin et e delantero del árbol
5
6
del brazo. Este f l uj o no debe
interrumpirs e estando la máquina en
marcha. En caso de interrupción, a
pesar de estar lleno el depósito, hay
que avisar inme di atamente al
personal de ser vi c i o.
–
Si fuera necesario, rellenar el
depósito 6 del grupo acondicionad or
del aire comprim i do, hasta la estría de
marca. Para ello, cerrar del todo el
aire comprimid o, girando a la
izquierda el puño giratorio 4 y,
seguidamente, desenroscar el tornillo
5.
16
1
Page 15

10
8
7
9
17
Page 16

5. Indicaciones para coser con hilos monofilam ento
Con hilos mo nofilamento se pu eden
utilizar hilos superior e inferior del mismo
grueso (software).
Como grueso del hilo recomendamos
etiqueta nº 180.
Con un grueso de aguja de Nm 80, hay
que reducir el número de puntadas por
minuto a 4.000 .
Con gruesos de aguja a partir de Nm 90,
el número máximo de puntadas puede
ser de 7000/m i n.
1
Para la seguridad de costura deberían
preverse las siguientes medidas:
–
Los envases de hilo o cono s de hilo
tienen que estar provistos de un fi el t ro
empapado de silicona en su tiro del
hilo.
–
Es necesaria la refrigeración de la
aguja, nº de re ferencia 933671.
–
Los cantos 1 del pisador del hilo
inferior tienen que redondearse tal
como está representado.
–
Hay que tener en cuenta las
indicaciones del apartado 3.4 sobre la
formación se gura de la puntada.
18
 Loading...
Loading...