

Page 1

Table des matieres: Page:
Home
Deuxième Partie: Instructions de montage cl. 171-173
1. Gé nér alités . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Montage du bâti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
3. Comp léter et visser la table . . . . . . . . . . . . . . . . . . . . . . . . . 5
4. Montage de l’entraînement de couture sur la table . . . . . . . . . . . . 5
5. Mise en place de la tête de m achine, de la courro i e t rapézoïdale,
du garde -cour roie, du volant et de la pédale . . . . . . . . . . . . . . . . 8
6. Raccorder par fiches la commande de moteur et
monter le transmet teur de pos ition . . . . . . . . . . . . . . . . . . . . . 11
7. Racco rder le dispositif de conditionnement d’air c omprimé . . . . . . . . 12
8. Mettre la machine en ordre de marche et fai re test de couture . . . . . . 13
9. Fonction s de levage et d’abaissement du rouleau de transport . . . . . 14
10. Réglage du trans mett eur de position . . . . . . . . . . . . . . . . . . . . 15
Page 2
1. Généralité s
1.1 Instructions de sécurité
A votre attention particulière!
tension du secteur et le volt age de
service indiqué sur la plaque
matricule du m ot eur doivent être
identiques.
Tous travaux sur l’équipement électrique
ne se feront que par les personnes
compétentes et autorisées. Avant de
commencer le travail, il faut retirer la
fiche de la prise de courant.
Observer strictement toutes les
instructions de sécurité!.
Procéder au montage et à l’assemblage
comme indiqué ci-après. Toutes les
pièces nécessaires à cet effet se trouvent
dans les accessoires livrés.
La
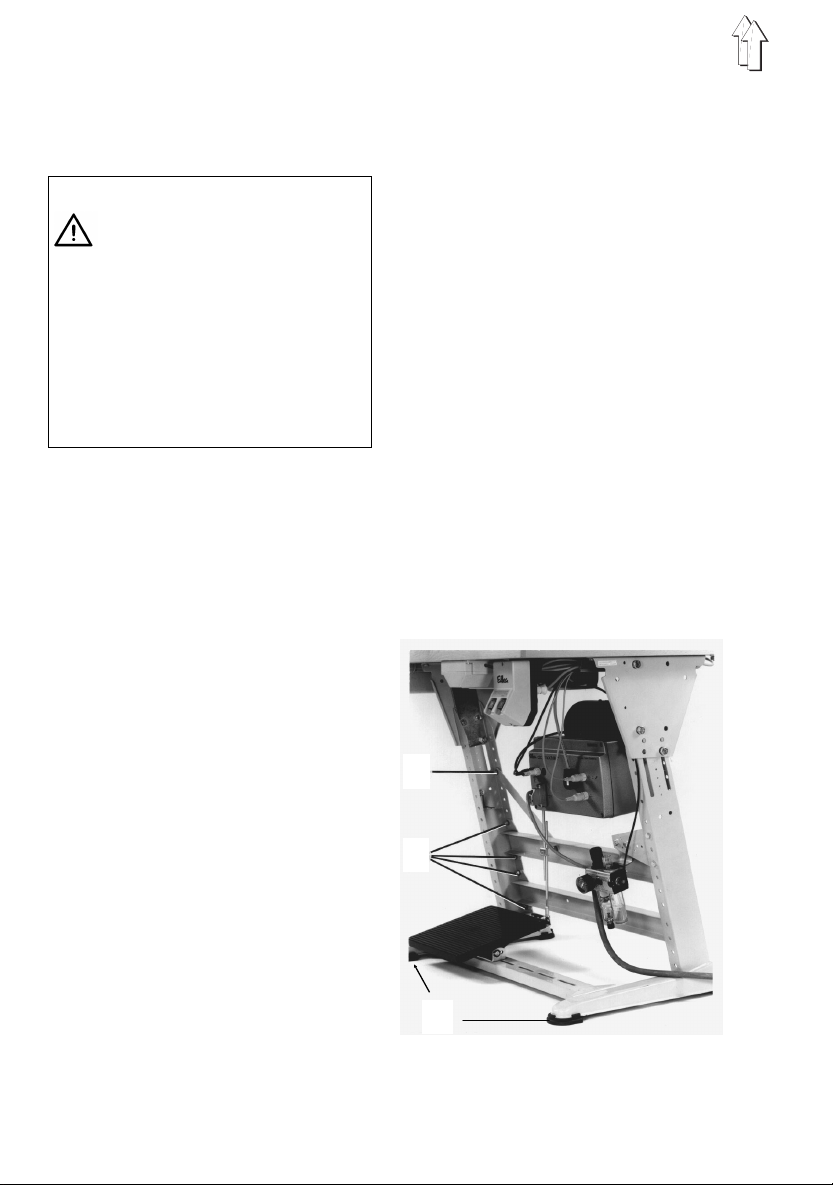
2. Montage du bâti
Assembler les éléments du bâti, comme
l’indique la photo ci-contre.
Pour les monter, glisser les pieds (1) sur
le bâti.
Les rouleaux s ur le côté droite du bâti
serviront à déplacer la machine. Pour la
soulever sur le côté gauche et la
déplacer en suite, retirer d’abord les pieds
de bâti à droite.
1.2 Faire foncti on ner l a
machine sans matériel à
coudre.
Dans ce cas, arrêter d’abord les pieds
presseurs en position du haut.
1.3 Tables
Les ouvertures pratiquées dans une table
confection née par le client re specteront
exactement les cotes fournies par les
croquis en page 3 et 4.
En dehors de cela, la table doit être de
construction suffisamment résistante et
solide.
3
La stabilité statique s’obtiendra en
desserrant les vis (2) et (3) et en
dégauchissant le bâti.
2
2
1
Page 3
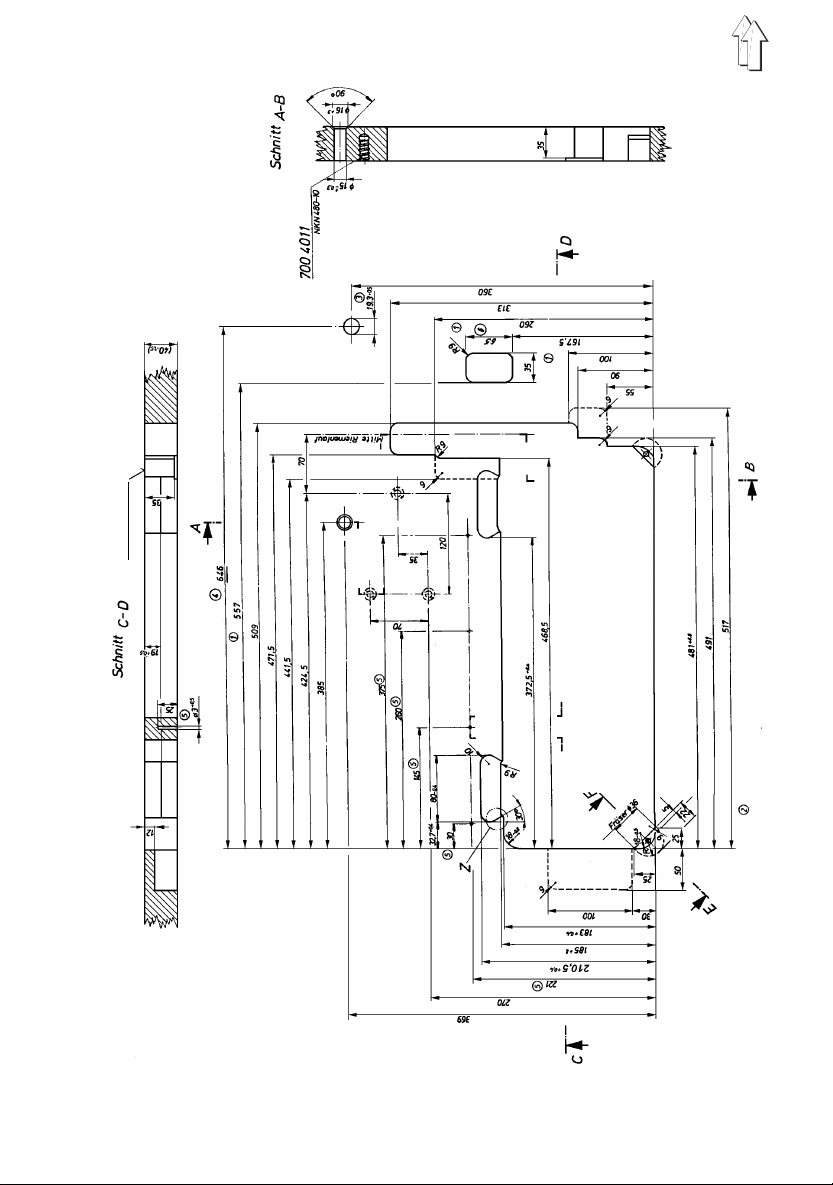
Coupe
Tenir
Centre de passage courro-
Dessus de table
Coupe
Frai-
3
Page 4
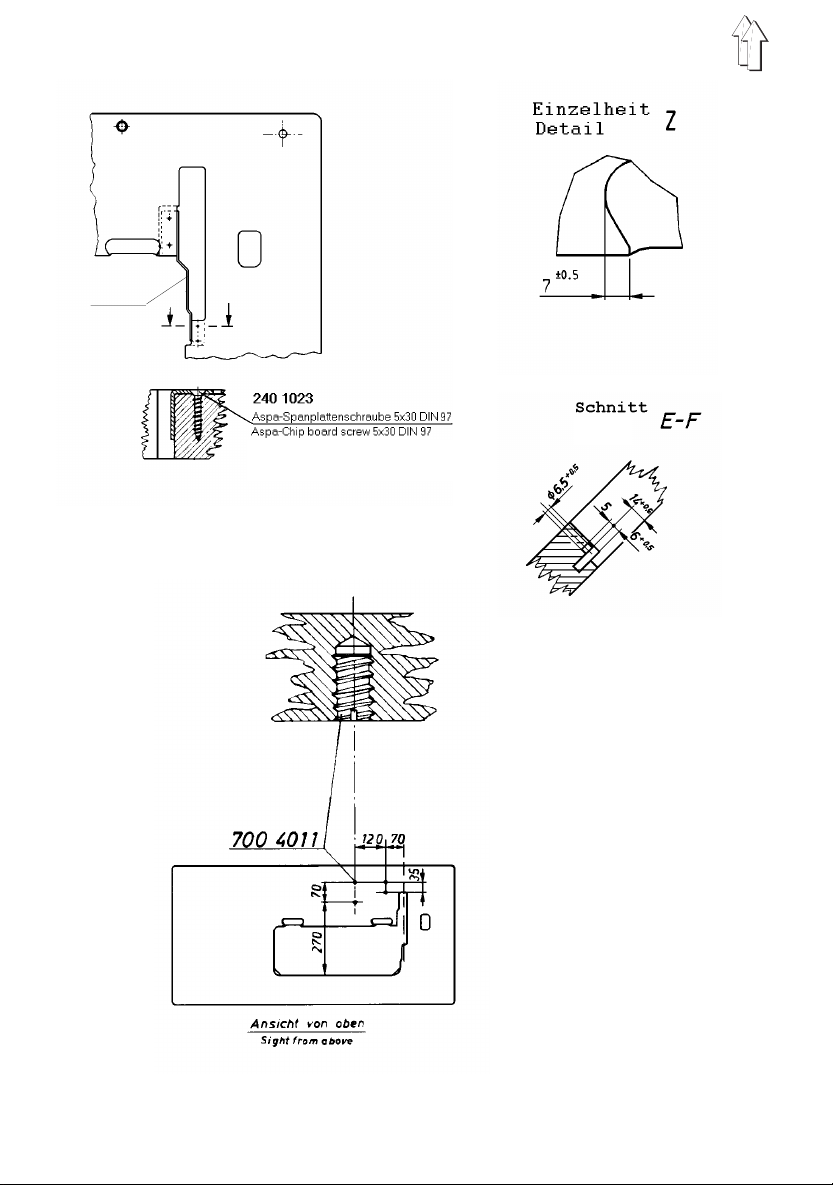
1
700 79
Coupe
Vis spéciale pour panneau
d’agglomérés 5x30 DIN 87
4
Page 5

3. Compléter et viss er la
table
Fixer en viss ant la jambe de
renforcement (1) (voir page 4) entre les
deux ouvertures pratiquées pour recevoir
la tête de machine et la courroie de
moteur.
Visser la conduit e de câbles et la pi nce
de décharge de traction de la câblerie sur
le dessous de la table.
Fixer par vis l’interrupteur principal.
Prévoir éventuellement la mise en pl ace
d’un transformateur pour la lampe de
couture.
Dans la mesu re du possible, po ser déjà
les câbles él ectriques.
Attacher avec des vis le tiroi r avec ses
supports.
Visser la table au bâti moyennant des vis
à bois B 8x35. Le positionnement exact
de la table par rapport au bâti est
déterminé par le pointage qui se trouve
sur le dessous de la table.
Enfoncer avec pression les supports en
caoutchouc destinés aux charnières et
ceux destinés à la partie avant dans les
creux correspondants de la table.
Avec des vis à boi s, visser le collecteur
d’huile sur l e dessous de la ta ble de
façon à respe ct er une distance de 55 mm
entre le bord droite du collecteur d’huile
et celui de l’ouverture dans la tabl e.
Aligner le collecteur d’huile sur les bords
avant et arrière de l’ouverture de table de
sorte que la tête de machine, en position
renversée, ne s’y heurte pas.
Tous réglages confondus, la genouillère
ne devra jamai s cogner contre le
collecteur d’huile.
4. Montage de
l’entraînement de
couture sur la table
4.1 Instructions générales
Différents kits d’entraînement complets
sont disponibles pour la machine qui
comprennent le moteur, l’interrupteur
principal avec câblerie, les poul ies à
gorge, la courroie trapézoïdale et
d’autres pièce s.
Les moteurs triphasé d’embray age en
version standard sont prévus pour une
tension de 3 x 380 V 50 Hz. Ils tournent à
un régime de 2.800 t/min. Les moteurs
triphasés adaptés à d’autres tensions de
réseau seront fournis sur simpl e
demande.
Les moteurs à courant continu utilisés sur
ces machines sont aliment és par un
courant alte rnatif monophasé. C ’ est
pourquoi en cas de branchement de
plusieurs machines, ce branchement
devra se faire équitablement sur les
différentes phases du réseau triphasé.
Sinon on risque la surcharge de certaines
phases.
De plus, quant au moteur à courant
continu Efka DC 1600 DA 82 CV monté
actuellement, il faut faire attention à ce
que sa commande soit munie d’une
mémoire morte interchangeable et
programmable (EPROM) pour les
fonctions d’une machine à coudre à
double point de chaînette.
L’EPROM s’identifie actuellement par le
numéro 3232. On se réserve le droi t de
modifier ledit numéro.
Attention!
Après le mont age des moteurs de
couture pour la classe 173 et en suite,
lors de leur mise en service, il y a lieu de
vérifier, si les données pour le
fonctionnement du rouleau de transport
ont été entrées correctement dans la
commande du moteur. Il faudra y
distinguer entre les machines avec ou
sans coupe-fil. Voir aussi le paragraphe 9
ci-dessous.
Si l’équipement électrique n’ est pas livré
par l’Usine, ledit contrôle doit s’effectuer
selon les normes EN 60204-3-1 resp.
JEC 204-3-1.
5
Page 6

4.2 Fixation de l’entraînement
Visser le pied du moteur sur la table.
Pour cela, poser les trois boulons à six
pans M 8x35 avec rondelles dans les
écrous à insertion dans la table.
La conduite de mise à terre 3 dérive les
charges statiques de la partie supérieure
de la machin e vers la masse en passant
par l’entraînement de couture.
Fixer la cosse de la conduite de mise à
terre 3 avec une vis et fixer la rondelle
plate au niv eau de la base de
l’entraînement de cou ture.
Diriger la conduite de mise à terre 3 vers
le haut. Fixer la conduite de mise à terre
3 avec le gouj on de culasse 1 et la fiche
plate 2 au niveau de la plaque de base de
la machine.
Pour les moteurs avec commande et
transmett eur de position, passer un fil de
mise à la terre.
Vérifier la disposition des branchements
à l’intérieur du transformateur et, le cas
échéant, la modifier. La disposition devra
toujours correspondre à la tension du
secteur.
1
2
3
4.3 Nombre de points par rapport à la moyenne du diamètre de poulie
pour les moteurs t riphasés
50 Hz 60 H z
3800 points/ min = 80 mm
4000 points/ min = 85 mm
4200 points/ min = 90 mm
4500 points/ min = 95 mm
4800 points/mi n = 100 mm
5000 points/mi n = 106 mm
5500 points/m i n = 112 mm
6000 points/mi n = 125 mm
6600 points/mi n = 140 mm
67 mm
71 mm
75 mm
80 mm
85 mm
90 mm
95 mm
118 m m
125 mm
Avec les
réalise un nombre de tours par minute
beaucoup plus élevé qu’avec les moteurs
triphasés. C’est pourquoi il faut utiliser
pour ceux-là un diamètre de poulie réduit.
Faire le calcul d‘’après la règle grossière
suivante:
Diamètre de poulie pour moteurs
triphasés moins 30 p.c. égal au diamètre
approprié pour moteurs à courant continu.
moteurs à courant continu,
on
4.4 Réglage du disjoncteur-prot ecteur
type de moteur tens ion du secteur
3 x
3 x
3 x
220V
415V
2,7A
4,2A-2,4A
FIR 1135.552.3
Efka VD552/6F72CV
6
380V
1,6A
2,5A
Les moteurs à courant contin u, comme
par ex. le moteur Efka DC 1600 DA 72
CV, n’ont pas besoin d’être réglés. Ils
sont seulement équipés d’un disjoncteur
à deux positi ons.
Page 7

Moteurs à courant mono phasé
Sens de rotations droite
Réseau
Bloqué à l’enclenchement Bloqué à l’enclenchement
Y - Raccordement
Réseau
Sens de rotations gauche
Réseau
Moteurs à courant triphase
∆ - Raccordement
Réseau
Bloqué à l’enclenchement Bloqué à l’enclenchement
7
Page 8

5. Mise en place de la tête de mach ine, de la courroie
trapézoïdale, du garde-courroie, du volant et de la pédale
Placer la têt e de machine dans
l’ouverture correspondante de la table.
Enfoncer le support (2) qui va servir
d’appui à la t ête de machine en pos i t i on
renversée. (Ne s’applique qu’à l a classe
171.)
Retirer la bride de protection (1).
Insérer la goupille d’arrêt (4) faisant
partie des accessoires dans l’une des
entailles du disque d’ajustage incorporé.
Desserrer les vis du volant et le retirer.
Pour les machines avec coupe-fil resp.
application automatique de points d’arrêt,
dégaGER, à l’aide d’un tournevis,
l’endroit pourvu d’un repère (6) sur le
garde-courroi e pour pouvoir y plac erle
branchement à fiche.
1
4 3
Comme on peut le voir sur la pho to
ci-dessous à droite, on fait passer la
courroie trapézoïdale venant de
l’extérieur d’abord par le garde-courroie
pour rapprocher les deux pièces via la
poulie à gorg e de la tête de machin e.
Pour commencer, poser la courroie
trapézoïdale sur la poulie du volant.
Serrer alors les quatre vis (5) du
garde-courroie.
Ensuite, renverser la tête de machine
vers l’arrière et passer la courroie
trapézoïdale sur la poulie du moteur.
Lors de la remise en position normale de
la tête de m achine, le garde-courroie
devra s’engager sans difficultés dans
l’ouverture de la table.
Faire pivoter le moteur de façon à t endre
la courroie t rapézoïdale, jusqu’à ce q u’ en
appuyant sur sa partie centrale, on
puisse encore sans faire d’ efforts, la
pousser de 10 mm vers l’intérieur.
Visser le garde-courroie du moteur tout
en réglan t ses cames de façon à
maintenir la courroie dans la poulie à
gorge, même si la machine se trouve
toujours en position renversée.
2
5
6
8
Page 9

Attention!
Les trous de fixation du volant sont
disposés asymétriquement.
Lors du remont age du volant, faire
passer la goupille d’arrêt (4), faisant
partie des accessoires, par le t rou de
forage (3) pour l’introduire dans
4 3 7 8
l’entaille A, plus profonde que les autres
entailles, du disque d’ajustage monté sur
l’arbre du bras.
Tourner le v ol ant jsuqu’à ce que l a lettre
A se trouve en face du repère (7) et
serrer ferm ement les vis (8) .
Régler la tringlerie (9) de fa çon à donner
à la pédale (10) une inclinaison de 10
degrés par rapport à l’horizon t a l e, ce qui
revient à dire que son bord avant se
trouve légère m ent abaissé et son bord
arrière légèrement surélevé.
9
10
Vue dans le sens latéral, la pédale devra
être aligné de sorte qu’elle se trouve,
pour des raisons ergonomiques, dans
une position centrique par rapport à
l’aiguille.
9
Page 10

5.1 Installer le dispositif de recyclage d’huile.
Ce dispositif ramasse l’huile dans le
carter d’hui l e et le retourne moyennant
une pompe au circuit d’huile.
Envelopper le f i l t re d’aspiration 3 du
feutre et le fixer à la tôle d’huile par la
pince 2.
1
Installer le tuyau d’huile et le fixer de telle
sorte qu’il ne puisse entrer en contact
avec les pièces en mouvement.
2
3
ATTENTION!
Changer l’huile tous les 2 années, quel que soit le nombre des heures de service.
10
Page 11

6. Raccorder par fiches la commande du moteur et
monter le transmetteur de position (seulement pour
moteurs de positionnement)
Tous les raccordements électriques vers
la tête de ma chine passeront par le
connecteur à fiches central (7). Le câble
(8) - complet avec fiche et conn ecteur pour la commande du moteur - est fourni
avec les access oi res.
Un enfoncement simultané des touches
d’arrêt (9) permet de retirer l e connecteur.
S’il y a lieu, fixer le panneau de
commande ext e rne sur le bras de
machine.
Placer les câbles pour panneau de
commande, touche et éventuellement la
lampe dans le creux prévu dans la tête
de machine. R etirer pour cela le
couvercle du bras.
L’interrupteur principal étant fermé,
placer le tra nsmetteur de posit i on sur la
bride du volant de sorte que son
emboîtement saisisse la goupille d’arrêt
du garde-courroie.
Régler la position A du volant au repère
(10) et introduire la goupille d’arrêt.
Régler le trait de repère (11) exactement
à l’entaille (12).
Serrer les vis du transmetteur de position.
Ici, il s’agit de la position ZERO,
c’est-à-dire la position de départ
impérative pour tous les réglages de la
machine faits déjà à l’Usine.
Un transmett eur de position mis en place
selon le procédé décrit, la position du
haut et celle du bas de l’aiguille sont
donc préréglées à l’Usine.
Pour le réglage des positions d’aiguille,
voir le paragraphe 10 ci-après.
10
11
12
8
9
7
11
Page 12

7. Raccorder le dispositif de conditionnement d’air
comprimé
Afin d’assurer un fonctionnement correct
du relèvement du pied presseur, des
points d’arrêt automatiques et du
coupe-fil, la fourniture d’un air comprimé
absolument sec, mais légèrement huilé
est indispensable.
Fixer le dispositif de conditionnement sur
le bâti, comme indiqué sur la photo
ci-dessous.
Etablir la jonction entre le dispositif de
conditionnement et la tête de machine
par le tuyau Pu3 (1).
5
A l’aide du raccordem ent contenu dans
les accessoires, brancher le tuyau (4)
pour le dispositif de conditionnement, sur
le réseau de di stribution d’air comprimé.
Fermer l’amenée d’air comprimé ou
séparer son raccordement et défaire la
vis (2) avant de remplir le réservoir
d’huile (3) jusqu’au repère-rainure avec
de l’huile lubrifiante ESSO SP-NK 10.
Tirer la poignée (5) vers le haut tout en la
tournant pour régler la pression de
service à 6 bar.
1
2
12
3
4
Page 13

8. Mettre la machine en ordre de marche et faire test de
couture
Nettoyer la machine après réception.
Attacher le p orte-bobines.
Remplir jusqu’au trait de repère supérieur
les réservoirs d’huile pour la lubrification
du crochet et l a lubrification c entrale par
mèche. Voir le paragraphe 4 des
instructions de service.
Utiliser comme lubrifiant ESSO SP-NK
10 ou bien une huile de qualité
absolument identique.
Mettre la fi che. En cas d’entraînement
par moteur triphasé, actionner pour un
moment le disjoncteur-protecteur pour
déterminer le sens de rotatio n du
ventilateur du moteur.
Le sens de rotation correct est indiqué
par une flèche sur le garde-courroie.
En cas d’un mauvais sens de rotation,
échanger deux phases sur la fiche de
secteur.
Faire tourner la machine pendant
quelques min utes à un régime de petite
vitesse avant de coudre à la vitesse
maxima admise.
Le flux d’huile dans le verre de niveau
d’huile du bras de la machine ne doit
jamais s’interrompre pendant que l a
machine travaille.
Surveiller le débit de l’huileur par embrun
(environ une goutte pour 10 cycles
opératifs) e t en cas de besoin l e corriger.
Voir le paragraphe 4 des instructions de
service.
13
Page 14

9. Fonctions de levage et d’abaissement du rouleau de
transport
Le panneau de commande Efka V 730
permet de faire un choix parmi de
différentes fonctions du rouleau de
transport.
Ceci se fait au paramètre F 190 / ns. de
code FFF 001 bis 003 de p référence
selon les modèles de toutes les machines
qui sont muni es ou non d’un coupe- f i l . Le
code n 003 ne comprend pas de
fonctions pour les machines à coudre à
double point de chaînette.
Le code n 001, utilisé de préférence pour
le rouleau de transport supérieur
coupe-fil
1. En fin d’une couture le rouleau reste
2. Si le pied presseur est levé pendant
3. Quand on co nt i nue à coudre,
4. La pression sur une touche sur le
Le code n 002 s’ applique de préférence
au rouleau d e t ransport supérieur
coupe-fil
suivantes:
1. Après que l’on a coupé le fil, le
2. Si le pied presseur est levé pendant
assure les f onctions suivantes:
toujours en position abaissée pour
tenir la chaînette de fil.
La chaînette de fil sera coupée au
couteau de rupture.
la couture, le rouleau le sera
également.
l’abaissement du rouleau pourra se
faire sur le champ ou être retardé
suivant le nombre de points
programmés. Pr ogrammation du
nombre de points de 0 à 254 sous le
paramètre F 191.
front du bras de la machine permet
au rouleau d’être levé ou abaissé en
cours de confection d’une couture.
et assure les fonctions
rouleau est levé automatiquement.
la confection d’une couture et
pendant la coupe du fil sur le m at ériel
à coudre, le rouleau soulevé.
sans
avec
3. L’abaissement du ro ul eau en début
d’une couture et après le levage du
pied presseur pendant la couture se
fait en fonct i on du nombre de point s
entre 0 et 25 4, nombre entré sel o n le
paramètre F 191.
4. A l’intérieur et en dehors de la
couture, le rouleau peut être levé ou
abaissé, quand on enfonce la touch e
qui est incorporée dans la tête du
bras de la machine.
Pour la programmation procéder
comme suit:
1. Maintenir la touche P pressée.
2. Activer l’interrupteur principal. - Au
panneau d’affi chage, on voit le n de
code C 0000.
3. Pour parvenir au "niveau technicien n
1", entrer le n de code Efka 1907
avec les touches 1....0.
4. Appuyer sur la touche E. - Au
panneau d’affi chage, on voit le
numéro de paramètre F 100.
5. Avec les touches 1....0, entrer le n de
paramètre 190.
6. Appuyer sur la touche E.- Au
panneau d’affichage, on voit FFF
001, FFF 002 ou FFF 003. A l’aide
des touches + r esp. - , on peut
choisir l’un d e s numéros de code.
7. Appuyer deux fois sur la touche P. L’entrée des donnée s est terminée.
8.
Attention!
couture avec une coupe de fil ou un
levage du pied presseur. C’est la
condition indispensable pour la mise
en mémoire du réglage.
Faire impérativement une
14
Page 15

10. Réglage du transmetteur de position
Avant de procéder à c e réglage, vérifier,
si le transmet teur de position a été
correctement fixé sur la bride d u volant.
Si la machine est arrêté à l’entaille A, le
trait de repère (11) doit se trouver
exactement en face de l’entaille (12).
(Voir paragraphe 6).
Il s’agit de la position 0, c’est-à-dire du
point de départ impératif pour t ous les
réglages de la machine qui ont déjà été
faits à l’Usine.
Les positions respectives de la machine
sont enregistrées par le transmetteur de
position en pas de progression
(incréments) de 0,7° et affichées au
panneau. Un t our complet est su bdivisée
en 512 pas de progression (incrém ents).
Première position
La machine doit s’arrêter, dès que le
crochet aura saisi sûrement la boucle, ce
qui revient à dire que l’aiguille doit
monter au-delà de son point mort
inférieur jusqu’à ce que la pointe du
crochet se soit suffisamment avancée
pour se trouver à environ 3 mm à gauche
de l’aiguille.
Cette posit i on correspond au no m bre
d’incréments: 214.
Deuxième position
Barre à aiguille au point mort supérieur.
Ceci correspond à l’entaille E du disque
d’ajustage resp. au nombre d’incréments:
384.
Pour la programmation procéder
comme suit:
1. Maintenir l a touche P pressée.
4. Appuyer sur la touche E. - Au
panneau d’affichage, on voit le
numéro de paramètre F 100.
5. Avec les touches 1....0 entrer le n de
paramètre F 170. Ap puyer sur la
touche E. - Sr 1 (routine de service 1 )
sera affiché. Appuye r su r la touche F.
- La position 0 sera affichée .
6. Faire faire u n tour complet au vo l ant
dans le sens de rotation de la
machine et le bloquer ensuit e en
position A, à l’aide de la goupille
d’arrêt fournie. Appuyer deux fois su r
la touche P.
7. Appuyer sur la touche P .- Au
panneau d’affichage, on voit F 170.
8. Appuyer deux fois sur la touche E. Au panneau d’affichage, on voit Sr 2
(routine de service 2) et F 171.
9. Appuyer sur la touche F.- Au
panneau d’affichage, on voit la
position 1 et le nombre d’incréments
réglé. Se ser vi r des touches + resp. pour entrer 214 comme nombre
d’incréments.
10. Appuyer sur la touche E. - Au
panneau d’affi chage, on voit la
position 2 et l e nombre d’incrém ents
réglé. Se servir des touches + resp.
- pour entrer 384 comme nombre
d’incréments.
11. Appuyer deux fois sur l a touche P. -
L’entrée des donné es est donc
terminée.
2. Activer l’interrupteur principal. - Au
panneau d’affichage, on voit le n de
code C 0000.
3. Pour parvenir au "niveau technicien n
1", entrer le n de code Efka 1907
avec les touches 1....0.
12.
Attention!
une couture a vec une coupe de fil
ou un levage d u pied presseur.
C’est la condition indispensable
pour la mise en mémoire du
réglage. Si l’on ne coud pas, le
réglage entré sera perdu, dès que
l’interrupteur principal sera coupé.
Faire impérativement
15
 Loading...
Loading...