

Page 1

Inhalt: Seite:
T eil 2: Auf stellanleitung
1. Al lge meine I nformationen . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Ge ste ll m ont ier en . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
3. Tischplatte komplettieren und anschrauben . . . . . . . . . . . . . . . . 5
4. Nähantrieb mit der Tischplatte verbinden . . . . . . . . . . . . . . . . . 5
5. Oberteil einsetzen, Keilriemen auflegen, Riemenschutz,
Han drad und Pedal anbrin gen . . . . . . . . . . . . . . . . . . . . . . . 8
6. Steckverbindungen zur M otorsteuerung he rstellen und Positi onsgeber
anbringen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
7. Druckluft-Wartungseinhe it ansc hließe n . . . . . . . . . . . . . . . . . . 12
8. Maschine in Betriebsbe reitschaft bringen und Nähtest vorn ehmen . . . 13
9. Anhebe- und Absenkfunktionen der Transportwalze . . . . . . . . . . . 14
10 . Positionsgeber einstellen . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Page 2
1. Allgemeine Informatione n
1.1 Sicherheitshinweise
Zur besonderen Beachtung! Die
Netzspannu ng und die auf dem Motortypenschild angegebene Betriebsspannung müssen übereinstimmen.
Alle Arbeiten an de r ele ktr isc he n Ausr üstung sind nur von den dazu befugten
Personen auszuführen und bei herausgezogenem Netzstecker vorzunehmen.
Die Sicherheitshinweise sind zu beachten.
Das Aufstellen ist gemäß den nachstehenden Angaben vorzunehmen. Alle dazu erforderlichen Teile befinden sich im Beipack.
2. Gestell montieren
Die Gestellteile, wie aus der Abbildung
ersichtlich, montieren.
Die beiliegenden Gestellschuhe 1 aufschieben.
Zum Transportieren der Maschine
befinden sich auf der rechten Gestellseite
Rollen. Für das linksseitige Anheben und
Transportieren der Maschine müssen die
Gestellschuhe an der rechten Seite entfernt werden.
Die Standsicherheit ist nach Lösen der
Schrauben 2 un d 3 durch Ausrich t en des
Gestelles herzustellen.
1.2 Maschinenbetrieb ohne
Nähgut
In diesem Fall m üssen vorher die Nähfüße in der gelüfteten Stellung arretiert
werden.
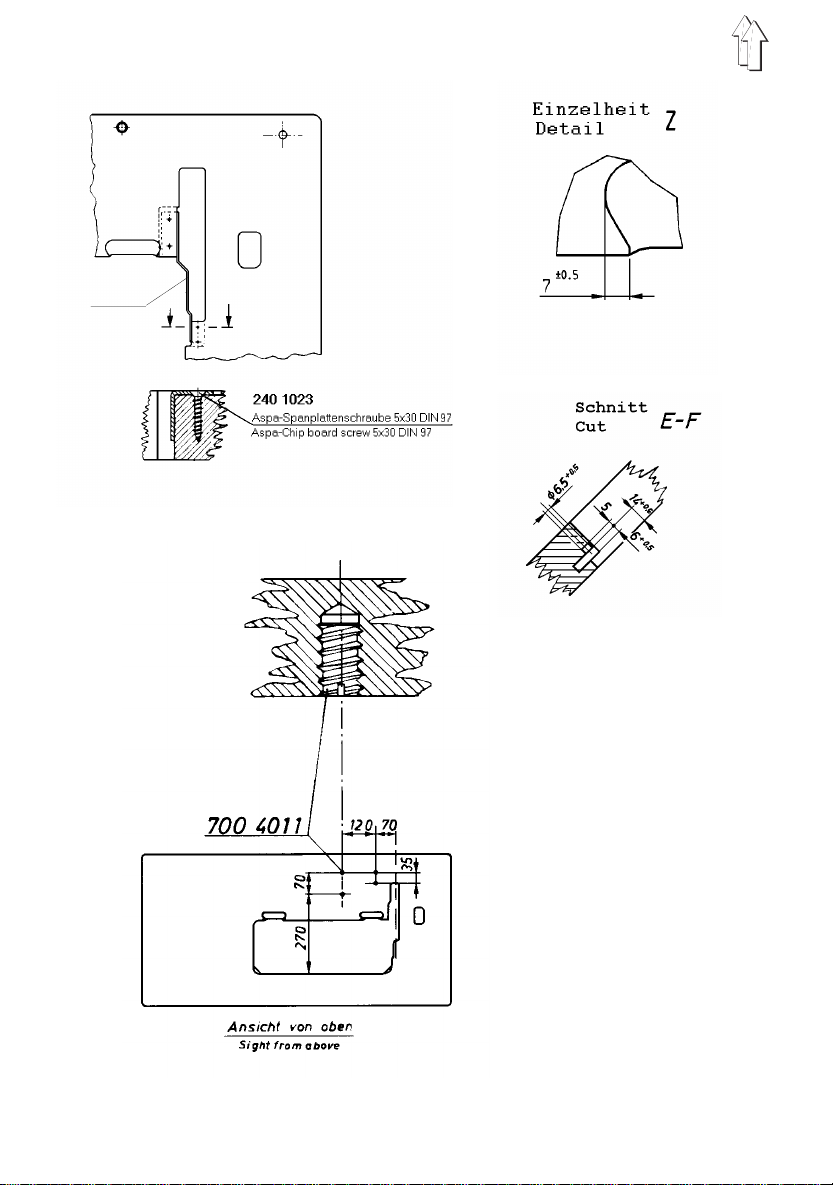
1.3 Tischplatten
Die Ausschnitte von selb ste rs tellte n Tischplatten müssen die in den Skizzen auf
Seite 3 und 4 angegebenen Maße
haben.
Außerdem müssen die Tischplatten die
notwendige Tragf ähigkeit und Festigkeit
aufweisen.
3
2
1
2
Page 3

3
Page 4
700 79
1
4
Page 5

3. Tischplatte komplettieren und anschrauben
4. Nähantrieb mit der
Tischplatte verbinden
Verstärkungsstrebe 1 (Seite 4) zwischen
den Ausschnitten für das Oberteil und
den Motorriem en anschrauben.
Kabelkanal und Hal t er für die Zugentlastung der Leitungen an die Unterseite der
Tischplatte schrauben.
Hauptschalt er anschrauben.
Evtl. Nählichtt rafo anbringen.
Elektrische Lei t ungen so weit wie möglich
verlegen.
Schublade mit i hrer Halterung anschrauben.
Tischplatte mit Holzschrauben B8x35 auf
das Gestell sc hrauben. Die Positi on der
Tischplatte zum Gest el l geht aus der Ankörnung auf der Tischplattenuntersei te
hervor.
Gummiauflagen für die Scharniere und
die vorderen Gummiauflagen in die Ausnehmungen der Tischplatte drücken.
Ölfangblech mit Holzschrauben so unter
die Tischplatte schrauben, daß zwischen
rechter Kante Ölfangblech und rechter
Kante Ti schp lat tena us sc hnit t ein Ab sta nd
von 55 mm vorhanden ist.
Ölfangblech zur Vorder- un d Hinterkante
des Tischplattenausschnittes so ausrichten, daß das Maschinenoberteil beim Umlegen nicht anstößt.
Der Kniehebel darf später unter Berücksichtigung aller Einstellmöglichkeiten
nicht an das Ölfangblech anstoßen.
4.1 Allgemeine Hinweise
Für die Maschine stehen komplette Antriebspakete zur Verfügung, die aus dem
Nähantrieb, dem Hauptschalter mit Leitungen, den Keilriemenscheiben, dem
Keilriemen und weiteren Teilen bestehen.
Die Kupplungsmotoren für Drehstrom
sind in Normalausführung für 3x380 V 50
Hz ausgelegt. Die Drehzahl beträgt 2800
U/min. Drehstrommotoren für andere
Netzspannungen erhalten Si e a uf Anfrage.
Die für diese M as chinen eingesetzten
Gleichstromantriebe werden mit einer
"Einphasen-Wechse l -S pannung" betrieben. Deshalb müssen die Anschlüsse bei
mehreren Maschinen gleichmäßig auf die
einzelnen Phasen des Drehstromnetzes
verteilt werd en. Andernfalls kann dieses
zur Überlastung einzelner Phasen führen.
Des weiteren i st beim z.Zt. eing esetzten
Gleichstromnähantrieb Efk a DC 1600 DA
82 CV darauf zu achten, daß seine Motorsteuerung mit einem Eprom für die Funktionen einer Doppelkettenstichnähmaschine ausgestattet ist.
Die Eprom-Nr. ist z.Zt. mit 3232 festgelegt. Eine Änderung der Eprom-Nr. ist vorbehalten.
Achtung!
Wenn Nähantriebe für die Klasse 173 angebracht werden, ist bei der anschl i eßenden Inbetrie bnahme zu prüfen, ob i n die
Motorsteuerung die richtigen Funk tionen
für die Transportwalze eingegeben sind.
Hierbei ist zu unterscheiden zwischen Maschinen ohne oder mit Fadenabschneider. Siehe Abschnitt 9.
Wenn die el ektrische Aus rü s tu ng nicht
vom Werk geliefert wird, ist die Prüfung
gemäß EN 60204-3-1 bzw. JEC 204-3-1
vorzunehmen.
5
Page 6

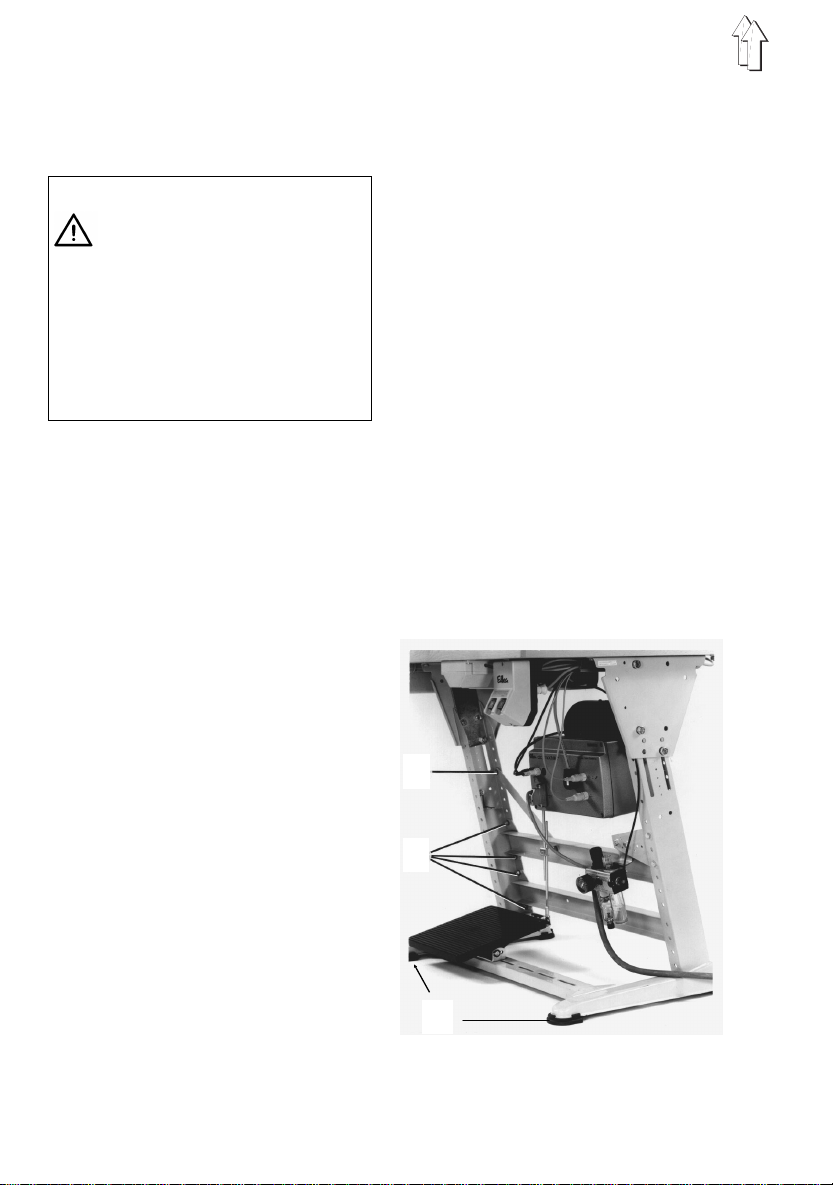
4.2 Antriebsbefestigung
Den Antrieb mit s einem Fuß an die Tischplatte schr auben. Dazu die 3 Sechskantschrauben M8x35 mit Unterlegscheiben
in die Einschraubmuttern der Tischplatte
drehen.
Die Erdungsleitung 3 leitet statische Aufladungen de s Maschinenobertei l es über
den Nähantrieb zur Masse ab.
Kabelschuh der Erdungsleitung 3 mit
Schraube und Unterlegscheibe am
Sockel des Nähantriebes befestigen. Erdungsleitung 3 nach oben führen und mit
dem Stehbolzen 1 und Flachstecker 2 an
der Maschinengrundplatte bef estigen.
Keilriemenscheibe auf der Motorwelle befestigen.
Anordnung der Anschlüsse i m Trafo des
Nähantriebes prüfen und evtl. ändern.
Die Anordnung muß der Netzspannung
angepaßt sein.
1
2
3
4.3 Stichzahlen für Drehstromantriebe in Abhängigkeit vom mittleren
Riemenscheibend urchmesser
50 Hz 60 Hz
3800 Stiche/m in = 80 mm
4000 Stiche/m in = 85 mm
4200 Stiche/m in = 90 mm
4500 Stiche/m in = 95 mm
4800 Stiche/min = 100 mm
5000 Stiche/min = 106 mm
5500 Stiche/mi n = 112 mm
6000 Stiche/min = 125 mm
6600 Stiche/min = 140 mm
67 mm
71 mm
75 mm
80 mm
85 mm
90 mm
95 mm
118 mm
125 mm
4.4 Motorschutzschalter einstellen
Motortyp Netz spannung
3 x
3 x
3 x
220V
415V
2,7A
4,2A-2,4A
FIR 1135.552.3
Efka VD552/6F72CV
6
380V
1,6A
2,5A
Gleichstromnähantriebe erreichen erheblich höhere Drehzahlen als Drehstromantriebe. D eshalb ist hier ein klei nerer
Riemenscheibendurchmesser zu wählen.
Als Faustregel gilt:
Riemenscheib endurchmesser für Wechselstromantriebe minus 30% er gi bt den
geeigneten Durchmesser für Gleichstromnähantriebe.
Gleichstromantriebe wie z.B. Efka DC
1600 DA 72 CV erfordern keine Einstellung. Sie sind nur mit einem Aus-Einscha l ter ausgerüstet.
Page 7

Motoren für Einphasen-Wechselstromanschluß
Rechtslauf
Netz
Y - Schaltung
Netz
Linkslauf
Netz
Einschaltsperre Einschaltsperre
Motoren für Drehstromanschluß
∆ - Schaltung
Netz
Einschaltsperre Einschaltsperre
7
Page 8

5. Oberteil einse tzen, Kei lrieme n auflege n, Riem enschutz,
Handrad und Pedal anbringen
Maschineno be rt eil in den Tischplattenausschnitt einsetzen.
Die für das Umlegen der Maschine er f orderliche Stütze 2 einschlagen. (Nur Klasse 171.)
Den Schutzbügel 1 entfernen.
Den im Beipack liegenden Arretierstift 4
in einen der Einschnitte der ei ngebauten
Justiersche i be einstecken. Handradschrauben lösen und Handrad entfernen.
Bei Maschinen mit Fadenabschneider
bzw. Stichverdicht ung die markierte Öffnung 6 für den Steckanschluß mit Hilfe eines Schraubenz i ehers aus dem Riemenschutz heraus brechen.
1
4 3
Wie die untenst e hende Abbildung zeigt
steckt man zunächst den Keilriem en von
außen durch den R i em enschutz und führt
beide Teile über die Riemenscheibe an
das Oberteil heran.
Den Keilriemen zunächst auf die Riemenscheibe am Handrad legen.
Die vier Schrau ben 5 des Riemenschutzes anziehen.
Anschließend da s Maschinenoberteil
nach hinten umlegen und den Keilriemen
auf die Motorscheibe auflegen.
Beim Umlegen muß der Riemenschutz ungehindert i n den Tischplattenausschn i tt
eintauchen.
Durch Schwenken des Motors den Kei l riemen so spannen, daß er sich in der Mitte
noch um etwa 10 mm ohne großen Kraftaufwand nach innen drücken läßt.
Motorriemenschutz anschrauben und dabei dessen Nocken so einstellen, daß der
Riemen bei nach hinten geschwenkter
Maschine in der Keilriemenscheibe liegen
bleibt.
2
5
6
8
Page 9

Achtung!
Die Bohrungen zum Befestigen des
Handrades sind asymmetrisch angeordnet.
Beim Anbringen des Handrades den im
Beipack befi nd l i c h en Arretierstift 4 durch
4 3 7 8
Bohrung 3 in den tief eren Einschnitt A der
auf der Armw el l e angebrachten Justierscheibe stecken.
Handrad mit Buchstabe A auf Markierung
7 stellen und Schrauben 8 fest einschrauben.
Das Trittgestänge 9 so einstellen, daß
das Pedal 10 eine Stellung von 10 Grad
zur Waagerechten ei nnimmt, d.h., mit seiner Vorderkante niedriger und mit seiner
Hinterkante leicht erhöht steht.
9
10
Aus ergonomischen Gründen soll das Pedal in seitlicher Richtung mittig zur Nadel
ausgerichtet sein.
9
Page 10

5.1 Ölrückführung einbauen
Die Ölrückführ ung sammelt das in die Ölwanne laufen de Öl und führt es über ei ne
Pumpe dem Ölkreislauf zu.
Ansaugfilter 3 der Ölrückführung mit dem
Filz umwickeln und mit der Klammer 2 a m
Ölblech befest i gen.
1
Ölschlauch 1 s o verlegen und sichern,
daß er nicht mi t den beweglichen Teilen
in Berührung k om m t.
2
3
ACHTUNG !
Das Öl ist alle 2 Jahre, un ab hängig von der Anza hl de r B e t ri e bsstunden,
auszuwechs el n .
10
Page 11

6. Steckverbindungen zur Motorsteuerung herstellen
und Positionsgeber anbringen (Nur Positionierantriebe)
Alle elektrischen Anschlüsse zum Maschinenoberteil werden über die zentrale
Steckverbindung 7 geführt. Die Leitung 8
komplett mit Kupplung und Stecker für
die Motorsteuerung liegt im Beipack.
Bei gleichzeitig gedrückten Rastknöpfen
9 kann die Kupplung herausgezogen w erden.
Falls vorhande n, das externe Bedienfeld
am Maschinen arm befestigen.
Die Leitunge n für Bedienfeld, Taster und
evtl. Nähleuchte im Leitungskanal des
Maschinenoberteiles verlegen. Dazu den
Armdeckel entfernen.
Den Positionsgeber bei ausgeschaltetem
Hauptschalt er so auf den Handradflansch
aufstecken, daß seine Nut über den Haltestift am Riemenschutz greift.
Position A des Handra des auf Marke 10
stellen und den Arretierstif t einstecken.
Strichmarke 11 genau zu r Einkerbung 12
einstellen.
Schrauben des Positionsgebers anziehen.
Dieses ist die Position 0, d.h., der abhängige Ausgangspunkt für alle werksseitig
eingestellten Maschinenposition en.
Bei so angebrachtem Positionsge b er sind
die werksseitig eingestellte untere und
obere Nadelposition gegeben.
Für das Einstellen der Nadelpositio nen
siehe Abschn itt 10.
10
11
12
8
9
7
11
Page 12

7. Druckluft-Wartungseinheit anschließen
Für den Betrieb von Nähfußlüftung, Stichverdichtung und Fadenabschneide r ist
die Versorgung mit wasserfreier, leicht geölter Druckluft erforderlich.
Die Wartungseinheit, wie aus der Abbildung ersichtlich, am Gestell befestigen.
Die Pu3-Schlauchverbindung 1 zwischen
Wartungseinheit und Maschinenoberteil
herstellen.
5
Den Anschlußschlauch 4 für die Wartungseinheit mittels beiliegender Kupplung an das Druckluft-Leitungsnetz anschließen.
Bei nicht an geschlossener oder abgesperrter Dr uckluft nach Herausdrehen der
Schraube 2 den Ölvorratsbehälter 3 bis
zur Rillenmarkierung mit Schmieröl
ESSO SP-NK 10 füllen.
Nach Hochziehen und Drehen des Griffe s
5 den Betriebsdruck von 6 bar einstellen.
1
2
12
3
4
Page 13

8. Maschine in Betriebsbereitschaft bringen und Nähtest
vornehmen
Maschine reinigen.
Den Garnständer befestigen.
Die Ölbehälter für Greiferschmierung und
zentrale Öldochtschmierung bis zur oberen Strichmarke mit Öl füllen. Siehe Abschnitt 4 der Bedienanleitung.
Als Schmieröl ist ESSO SP-NK 10 oder
ein unbedingt dieser Qualität gleichwertiges Öl zu verwenden.
Netzstecker einstecken. Durch kurzzeitiges Einschalten des Motorschutz schalters bei Drehstrom-Nähantrieben die
Drehrichtung am Lüfterrad des Motors
feststellen.
Maschinendrehrichtung siehe Pfeil am
Riemenschut z.
Bei falscher Drehrichtung 2 Phasen im
Netzstecker tauschen.
Maschine einige Minuten mit geringer
Drehzahl lauf en lassen, bevor s i e m i t zulässiger Höch stdrehzahl genäht wird.
Der Ölfluß im Schauglas auf dem Maschinenarm darf bei laufender Masc hi ne nicht
abreißen.
Die Fördermeng e des Nebelölers (ca. 1
Tropfen bei 10 Arbeitsspielen) kontrollieren und bei Bedarf korrigieren. Siehe Abschnitt 4 der Bedienanleitung.
13
Page 14

9. Anhebe- und Absenkfunktionen der T ransportwalze
Am Bedienfeld Efka V 730 können unterschiedliche Funkt i onen für die Transportwalze gewählt werden.
Dies erfolgt im Parameter F 190 / CodeNr. FFF 001 bis 003 vorzugsweise nach
Unterklassen für Maschinen mit oder
ohne Fadenabs chneider. 003 enthält für
Doppelkettenstichnähmaschinen keine
Funktionen.
001 vorzugsweise für Walzenobertransport ohne Fadenabschneider mit folgenden Funktionen:
1. Zum Halten der Fadenkette bleibt die
Walze am Nahtende immer abgesenkt.
Das Trennen der Fadenkette erfolgt
am Abreißmesser.
2. Beim Lüften innerhalb der Naht wird
die Walze mit angehoben.
3. Beim Weiternähen kann das Absenken der Walze sofort oder verzögert
entspreche nd der eingegeb enen Anzahl der Stiche erfolgen. Einstellung
der Stiche 0-254 im Parameter F 191.
4. Innerhalb der Naht kann die Walze
durch Tastendruck am Armkopf angehoben oder abgesenkt werden.
002 vorzugsweise für Walzenobertransport mit Fadenabschneider mit folgenden Funktionen:
3. Das Absenk en der Walz e am Nahtanfang und nach dem Nähfußlüften innerhalb der N aht erfolgt nach der im
Parameter F 191 eingegebenen Anzahl der Stiche zwischen 0 und 254.
4. Innerhalb und außerhalb der Naht
kann die Walze durch Tastendruck
am Armkopf angehoben oder abgesenkt werden .
Zum Programmieren verfährt man wie
folgt:
1. Taste P gedrückt halten.
2. Hauptschalter einschalten. -Im Display erscheint Code-Nr. C 0000.
3. Zum Eintrit t i n die "Technikerebene
1" Efka Code-Nr.1907 an hand der Ta-
sten 1....0 eingeben.
4. Taste E drücken.- Im Displa y erscheint Parameter-Nr. F 100.
5. Mit den Tasten 1....0 Parameter-
Nr.190 eingeben.
6. Taste E drücken.- Im Displa y erscheint FFF 001, FFF 002 oder FFF
003. Über die + bzw. - Taste kann
eine der Code -Nrn. gewählt werden.
1. Nach dem Fadenabschneiden wird
die Walze automatisch angehoben.
2. Beim Lüften innerhalb der Naht und
beim Fadenabschneiden innerhalb
des Nähgutes wi rd die Walze angehoben.
14
7. Zweimal Taste P drücken.- Damit ist
die Einstellung abgeschlossen.
8. Achtung! Unbedingt eine Naht mit
Fadenabschneiden oder Nähfußlüften nähen. Erst dadurch ist die eingegebene Einstellung gespeichert.
Page 15

10. Positionsgeber einstellen
Vor dem Einstellen ist zu prüfen, ob der
Positionsgeber richtig auf dem Handradflansch befestigt ist.
Bei in Einschnitt A arretierter Maschine
soll Strichmarke 11 der Kerbe 12 genau
gegenüberstehen. (Siehe Abschnitt 6.)
Dieses ist die Position 0, d.h. der abhängige Ausgangspunkt für alle werksseitig eingestellten Maschinenposition e n.
Die Maschinenpositionen werden vom Positionsgeber in Schritten (Inkrementen)
von 0,7° erfaßt und im Display angezeigt.
Eine ganze Umdrehung ist in 512 Schritten (Inkrementen) unterteilt.
1. Position
Die Maschine soll anhalten, wenn der
Greifer die Schlinge sicher aufgenommen
hat, d.h., die Nadel soll über i hren unteren Totpunkt ansteigen, bis sich di e Greiferspitze um ca. 3 mm über die Nadel
nach links hinausbewegt hat.
Dies entspricht der Inkrementenzahl 214.
2. Position
Nadelstange i m oberen Totpunkt.
Dies entspricht dem Einschnitt E der Justierscheibe bzw. der Inkrementenzahl 384.
Zum Programmieren verfährt man wie
folgt:
1. Taste P gedrückt halten.
2. Hauptschal ter einschalten.- Im Display erschei nt Code-Nr.C 0000.
6. Das Handrad eine ganze Umdrehun g
in Maschinend rehrichtung drehen
und in Stellung A mit dem beiliegenden Arretierstift arretieren. Taste P
zweimal drücken.
7. Taste P drücken.- Im Display erscheint F 170.
8. Taste E zweimal drücken.- Im Display
erscheint die Service-Routine 2 (Sr2)
und F 171.
9. Taste F drücke n.- Im Display erscheint Position 1 und die eingestellte Inkrementenzahl. Durch die + bzw.
- Taste die Inkrementenzahl 214 ei nstellen.
10. Taste E drücken.- Im Displa y er-
scheint Posit i on 2 und die eingestellte Inkrement enzahl. Durch die +
bzw. - Taste die Inkrementenzahl
384 einstelle n.
11. Taste P zweimal drücken.- Damit ist
die Einstellung abgeschlossen.
12. Achtung! Unbedingt eine Naht mit
Fadenschneiden bzw. Nähfußlüften
nähen. Erst dadurch ist eine eingegebene Einstellung endgültig abgespeichert. Wird nicht genäht, s o
geht die Eins tel l ung beim Ausschalten des Hauptschalters verloren.
3. Zum Eintritt in die "Technikerebene 1" Efka Code-Nr.1907 anhand der
Tasten 1....0 eingeben.
4. Taste E drücken.- Im Display erscheint Parameter-Nr. F 100.
5. Mit den Tasten 1....0 Parameter-Nr.
F 170 eingeben. Taste E drücken.Service-Rout i ne 1 (Sr1) erscheint. Taste F drücken.-Position 0 erscheint.
15
 Loading...
Loading...