



Уважаемый покупатель!
Вы приобрели фрезерный станок, изготовленный в КНР по заказу ООО «ЭНКОР-ИНСТРУМЕНТВОРОНЕЖ» под контролем российских специалистов. Перед вводом в эксплуатацию фрезерного станка
внимательно и до конца прочитайте настоящее руководство по эксплуатации и сохраните его на весь
срок использования станка.
СОДЕРЖАНИЕ
1. ОБЩИЕ УКАЗАНИЯ
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
3. КОМПЛЕКТНОСТЬ СТАНКА
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе с фрезерным металлообрабатывающим
станком
4.2. Дополнительные указания по обеспечению безопасности при работе со станком
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
5.1. Электрические соединения. Требования к шнуру питания
5.2. Требования к двигателю
6. РАСПАКОВКА
7. УСТРОЙСТВО СТАНКА
8. МОНТАЖ И СБОРКА СТАНКА
8.1. Монтаж станка
8.2. Сборка станка
9. РЕГУЛИРОВКИ
10. ПОДГОТОВКА СТАНКА К ВЫПОЛНЕНИЮ ОПЕРАЦИЙ
10.1. Общие указания
10.2. Сверление
10.3. Фрезерование (вертикальное положение шпинделя)
10.4. Фрезерование (горизонтальное положение шпинделя)
10.5. Шлифование
11. ВКЛЮЧЕНИЕ СТАНКА И ВЫБОР СКОРОСНОГО РЕЖИМА ОБРАБОТКИ ЗАГОТОВКИ
12. ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ
13. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
14. СВИДЕТЕЛЬСТВО
15. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
16. ИНФОРМАЦИЯ ОБ ИЗГОТОВИТЕЛЕ, ИМПОРТЕРЕ
17. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
18. СХЕМА СТPОПОВКИ
19. ПРИНЦИП РАБОТЫ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ СТАНКА
ДЕТАЛИ СБОРКИ СТАНКА «КОРВЕТ 416»
СХЕМА СБОРКИ СТАНКА «КОРВЕТ 416»
Настоящее руководство по эксплуатации предназначено для изучения и правильной эксплуатации,
фрезерного станка модели "КОРВЕТ 416 "
Надёжность работы фрезерного станка и срок его службы во многом зависят от его грамотной эксплуатации, поэтому перед
сборкой и пуском фрезерного станка необходимо внимательно изучить руководство по эксплуатации.
НЕ ПРИСТУПАЙТЕ К СБОРКЕ И ЭКСПЛУАТАЦИИ ФРЕЗЕРНОГО СТАНКА, НЕ ИЗУЧИВ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ.
О ПРИЁМКЕ И ПРОДАЖЕ
1
2
1. ОБЩИЕ УКАЗАНИЯ
1.1. Фрезерный станок модели "КОРВЕТ 416 " (далее станок) предназначен для вертикально – фрезерных,
горизонтально – фрезерных, сверлильных и шлифовальных работ с заготовками из металла, всех видов
пластмассы, дерева и его производных.
1.2. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
1.3. Станок может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С;
- относительная влажность воздуха до 80 % при температуре 25 °С.
1.4. Если станок внесен в зимнее время в отапливаемое помещение с улицы или из холодного помещения, не
распаковывайте и не включайте его в течение 8 часов. Станок должен прогреться до температуры
окружающего воздуха. В противном случае станок может выйти из
сконденсировавшейся влаги на деталях электродвигателя.
1.5. Приобретая станок, проверьте его работоспособность, комплектность, наличие гарантийных талонов в
руководстве по эксплуатации, дающих право на бесплатное устранение заводских дефектов в период
гарантийного срока при наличии на них даты продажи, штампа магазина и разборчивой подписи или личного
штампа продавца.
1.6. После
продажи станка претензии по некомплектности не принимаются.
строя при включении из-за
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры станка приведены в табл. 1
Таблица 1
2.1.1. По электробезопасности станок модели "КОРВЕТ 416 " соответствует I классу защиты от поражения
электрическим током.
В связи постоянным совершенствованием технических характеристик моделей оставляем за собой
право вносить изменения в конструкцию и комплектность. При необходимости информация об этом
будет прилагаться отдельным листом к «Руководству по эксплуатации».
Наименование параметра Значение параметра
Номинальное напряжение питания, В ~220 В ± 10%
Частота сети, Гц 50
Номинальная мощность двигателя, Вт 1000
Тип двигателя асинхронный
Передача ремённая
Скорость вращения шпинделя:
При сверлении или фрезеровании, об/мин от 200 до 2500
При шлифовании, об/мин 2500
Конус шпинделя МТ3
Макс. диаметр сверления, мм 16
Макс. диаметр концевой фрезы, мм 16
Размеры шлифовального круга
Макс. продольный ход стола, мм 200
Макс. поперечный ход стола, мм 120
Макс. расстояние от стола до шпинделя, мм 200
Ход шпиндельной головки, мм 200
Размеры рабочего стола (длина х ширина),мм 450х120
Биение шпинделя (радиальное), мм Не более 0,02
Уровень звука, дБА не более 80
Габариты станка (длина х ширина х высота) , мм 850 х 950 х 1700
Масса станка (нетто/брутто), кг 185 /230
100х16х20
23
22
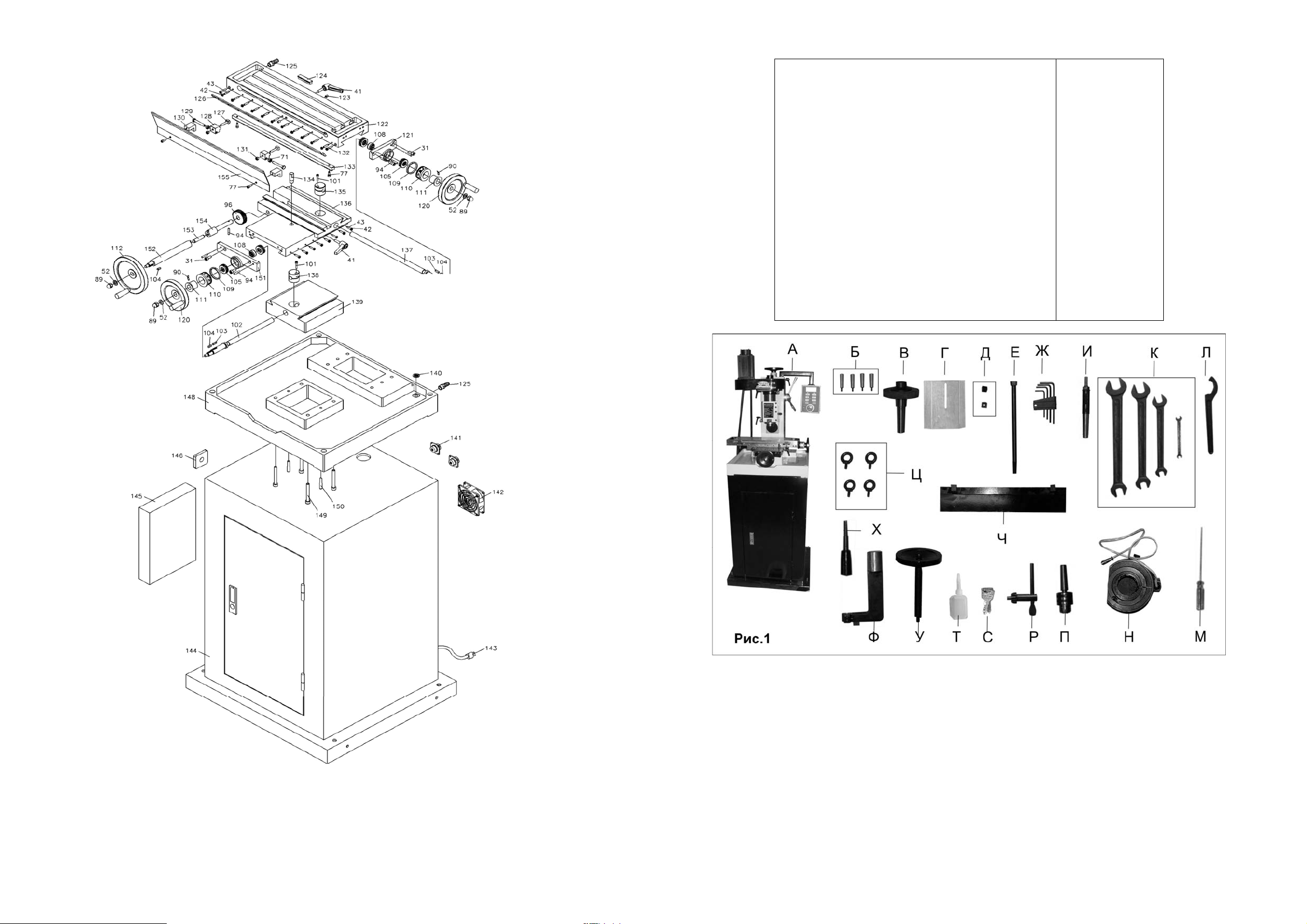
3. КОМПЛЕКТНОСТЬ СТАНКА (Рис.1)
А. Станок фрезерный
Б. Рукоятка
В. Круг шлифовальный на оправке
Г. Щиток защитный
Д. Гайка квадратная
Е. Шпилька крепёжная
Ж. Ключ шестигранный
И. Оправка
К. Ключ рожковый
Л. Ключ (гайки шкива)
М. Отвёртка
Н. Кожух шлифовальный
П. Патрон сверлильный
Р. Ключ сверлильного патрона
С. Ключ замка
Т. Маслёнка
У. Маховик
. Консоль
Ф
Х. Ручка
Ц. Рым-болт
Ч. Щиток съёмный
Руководство по эксплуатации
Упаковка
Код для заказа 20416
3
1шт.
4шт.
1шт.
1шт.
2шт.
1шт.
4шт.
1шт.
4шт.
1шт.
1шт.
1шт.
1шт.
1шт.
2шт.
1шт.
1шт.
1шт.
1шт.
4шт.
1шт.
1шт.
1шт.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
ПРЕДУПРЕЖДЕНИЕ: не подключайте станок к сети питания до тех пор, пока внимательно не ознакомитесь с
изложенными в Руководстве рекомендациями и поэтапно не изучите все пункты настройки и регулировки
станка.
4.1.1. Ознакомьтесь с Вашим станком
4.1.2. Правильно устанавливайте
и всегда содержите в рабочем состоянии все защитные устройства.
4.1.3. Выработайте в себе привычку: прежде чем включать станок, убедитесь в том, что все используемые при
настройке инструменты удалены со станка.
4.1.4. Место проведения работ станка должно быть ограждено. Содержите рабочее место в чистоте, не допускайте
загромождения посторонними предметами. Не допускайте использование станка
в помещениях со скользким
полом, например, засыпанном опилками или натертом воском.
4.1.5. Запрещается эксплуатация станка в помещениях с относительной влажностью воздуха более 80%.
4.1.6. Дети и посторонние лица должны находиться на безопасном расстоянии от рабочего места. Запирайте
рабочее помещение на замок.
4.1.7. Используйте станок только по назначению. Не допускается самостоятельное проведение модификаций
станка
, а также использование станка для работ, на которые он не рассчитан.

4
4.1.8. Одевайтесь правильно. При работе на станке не надевайте излишне свободную одежду, перчатки,
галстуки, украшения. Они могут попасть в подвижные детали станка. Всегда работайте в нескользящей обуви и
убирайте назад длинные волосы.
4.1.9. Всегда работайте в защитных очках: обычные очки таковыми не являются, поскольку не противостоят
ударам; работайте с применением наушников
4.1.10. При работе стойте на диэлектрическом коврике .
4.1.11. При отсутствии на рабочем месте эффективных систем пылеудаления рекомендуется использовать
индивидуальные средства защиты дыхательных путей (респиратор), поскольку пыль при обработке некоторых
материалов может вызывать аллергические осложнения.
4.1.12. Сохраняйте правильную рабочую позу и равновесие, не наклоняйтесь над вращающимися деталями и
агрегатами,
4.1.13. Контролируйте исправность деталей станка, правильность регулировки подвижных деталей, соединений
подвижных деталей, правильность установок под планируемые операции. Любая неисправная деталь должна
немедленно ремонтироваться или заменяться.
4.1.14. Перед началом любых работ по настройке или техническому обслуживанию станка отсоедините вилку
шнура питания станка от розетки электросети.
4.1.15. Используйте
комплектующим. Применение несоответствующих комплектующих может стать причиной несчастного случая.
4.1.16. Не оставляйте станок без присмотра. Прежде чем покинуть рабочее место, выключите станок,
дождитесь полной остановки двигателя и отсоедините шнур от электросети.
4.1.17. Перед первым включением станка обратите внимание на правильность сборки и надежность установки
станка
4.1.18. Если Вам что-то показалось ненормальным в работе станка, немедленно прекратите его эксплуатацию.
4.1.19. Не допускайте неправильную эксплуатацию шнура питания. Не тяните за шнур питания при
отсоединении вилки от розетки. Оберегайте шнур от нагревания, от попадания масла и воды и повреждения об
острые кромки.
4.1.20. После запуска станка дайте ему поработать
Вы услышите посторонний шум или почувствуете сильную вибрацию, выключите станок, отсоедините вилку
шнура питания от розетки электрической сети и установите причину этого явления. Не включайте станок до
выявления и устранения причины неисправности.
4.1.21. Не работайте на станке, если принимаете лекарства
наркотического опьянения.
4.2. Дополнительные указания по обеспечению безопасности при работе с фрезерным
металлообрабатывающим станком
4.2.1. Никогда не выполняйте фрезерную операцию, если не установлены защитные кожухи, щитки или
крышки вращающихся узлов и элементов и элементов электропроводки, предусмотренные инструкцией.
4.2.2. Никогда не выполняйте операции, не соответствующие техническим
4.2.3. Обеспечивайте необходимое крепление и положение режущего инструмента.
4.2.4. Обеспечивайте надежное крепление обрабатываемой детали.
4.2.5. Останавливайте станок, проверяйте состояние крепления и положение всех сопрягаемых деталей, узлов
и механизмов станка после 50 часов наработки.
4.2.6. Не форсируйте режим работы, рекомендованный для данной операции.
4.2.7. Не обрабатывайте отлитые заготовки с остатками формовочной смеси.
4.2.8. Используйте только заточенный режущий инструмент, соответствующий предполагаемой операции.
4.2.9. Не пытайтесь остановить шпиндель, патрон или фрезу руками или какими-либо предметами.
4.2.10. Не вставляйте ключ в не остановившийся патрон.
4.2.11. Не включайте станок с вставленным
4.2.12. Не включайте и не выключайте станок при не отведённом от заготовки режущем инструменте.
4.2.13.Защитите себя от попадания стружки. Защитный экран должен находиться в крайнем нижнем положении.
4.2.14. Не допускайте скопление стружки на столе станка.
4.2.15. Убирайте стружку при помощи крючка и щётки.
4.2.16. При
управления.
4.2.17. Производите измерения обрабатываемой детали при помощи мерительных приборов и инструментов
только после полной остановки вращающихся и движущихся элементов станка.
4.2.18. К работе со станком допускается подготовленный и имеющий опыт работы на фрезерных
металлообрабатывающих станках персонал.
4.2.19. Не допускайте наматывание
заготовке.
4.2.20. Не допускайте попадания стружки на ходовой винт подачи.
и не опирайтесь на работающий станок.
только рекомендованные комплектующие. Соблюдайте указания, прилагаемые к
.
техническом обслуживании не допускайте попадания смазочных материалов на кнопки и рычаги
стружки на режущий инструмент и скопление стружки на обрабатываемой
для уменьшения воздействия шума.
не менее двух минут на холостом ходу. Если в это время
или находитесь в состоянии алкогольного или
характеристикам станка.
в патрон ключом или с незакрепленной фрезой.
21
СХЕМА СБОРКИ СТАНКА «КОРВЕТ 416»

20
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
95 202943 Подшипник 125 202973 Винт
96 202944 Шестерня 126 202974 Планка
97 202945 Кнопка 127 202975 Болт Т-образный
98 202946 Индикатор 128 202976 Ограничитель
99 202947 Колонна 129 202977 Болт
100 202948 Втулка 130 202978 Направляющая
101 202949 Винт 131 202979 Гайка
102 202950 Вал 132 202980 Винт
103 202951 Шпонка 133 202981 Рейка
104 202952 Шпонка 134 202982 Ограничитель
105 202953 Подшипник 135 202983 Втулка
106 202954 Вставка 136 202984 Салазки
107 202955 Вставка 137 202985 Вал
108 202956 Подшипник 138 202986 Втулка
109 202957 Кольцо 139 202987 Плита
110 202958 Шкала 140 202988 Сетка
111 202959 Втулка 141 202989 Разъем
112 202960 Маховик 142 202990 Вентилятор
113 202961 Держатель 143 202991 Шнур питания
114 202962 Винт 144 202992 Тумба
115 202963 Блок управления 145 202993 Плата печатная
116 202964 Трубка 146 202994 Выключатель
117 202965 Плата печатная 148 202995 Станина
118 202966 Винт 149 202996 Винт
119 202967 Панель 150 202997 Штифт
120 202968 Маховик 151 202998 Вставка
121 202969 Вставка 152 202999 Вал
122 202970 Рабочий стол 153 203000 Штифт
123 202971 Масленка 154 203001 Вал
124 202972 Вставка 155 203002 Щиток съемный
5
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
ВНИМАНИЕ: Проверьте соответствие напряжения источника питания и соединений требованиям Вашего
станка. Для этого достаточно взглянуть на табличку с техническими данными на двигателе станка.
5.1. Электрические соединения. Требования к шнуру питания
5.1.1. Запрещается переделывать вилку шнура питания станка, если она не стыкуется с розеткой питающей сети.
Квалифицированный электрик должен установить соответствующую розетку.
5.1.2. Розетка, к которой подключается станок, обязательно должна иметь заземляющий контакт.
5.1.3. При повреждении шнура питания его необходимо заменить. Замену должен производить только
изготовитель или сертифицированный сервисный центр.
5.2 Требования к двигателю
ВНИМАНИЕ! Для исключения опасности повреждения двигателя регулярно очищайте двигатель от стружки
и пыли. Таким образом обеспечивается его беспрепятственное охлаждение.
5.2.1. Если
Отсоедините вилку шнура питания станка от розетки и попытайтесь по таблице возможных неисправностей найти и
устранить возможную причину.
5.2.2. Чаще всего проблемы с двигателем возникают при плохих контактах в разъёмах, при перегрузках,
пониженном напряжении питания (возможно, вследствие недостаточного сечения
всегда с помощью квалифицированного электрика проверяйте все разъёмы, рабочее напряжение и потребляемый
ток.
5.2.3. При большой длине и малом поперечном сечении подводящих проводов на этих проводах происходит
дополнительное падение напряжения, которое приводит к проблемам с двигателем. Поэтому для нормального
функционирования этого станка необходимо достаточное поперечное сечение подводящих проводов
в таблице данные о длине подводящих проводов относятся к расстоянию между распределительным щитом, к
которому подсоединен станок и вилкой штепсельного разъёма станка. При этом не имеет значения,
осуществляется подвод электроэнергии к станку через стационарные подводящие провода, через удлинительный
кабель или через комбинацию стационарных и удлинительных кабелей.
одном конце вилку с заземляющим контактом, а на другом – розетку, совместимую с вилкой Вашего станка.
Предупреждение:
двигатель не запускается или внезапно останавливается при работе, сразу же отключите станок.
подводящих проводов). Поэтому
. Приведённые
Удлинительный провод должен иметь на
Станок должен быть заземлен.
Длина подводящих проводов Необходимое поперечное сечение медных проводов
До 15м 1,5 мм 2
6. РАСПАКОВКА
6.1. Откройте коробку, извлеките станок и все комплектующие детали.
6.2. Проверьте комплектность станка согласно разделу 3.
ВНИМАНИЕ: На некоторые детали нанесено защитное покрытие. Для обеспечения правильной сборки и работы
необходимо снять покрытие уайт-спиритом с помощью мягкой салфетки. Растворители могут повредить
поверхность. Для очистки окрашенных, пластмассовых и резиновых деталей используйте мыло и воду
протрите все детали чистой сухой салфеткой и слегка смажьте жидким машинным маслом все металлические не
окрашенные поверхности.
6.3. При установке, монтаже и перемещении станка необходимо использовать грузоподъемные механизмы и
стропы грузоподъемностью не менее 250 кг (см. схему строповки раздел 18).
6.4. Производите строповку за четыре рым-болта (Ц), Рис.1, которые вкручиваются в
Рис.2, в соответствии со схемой строповки (см. раздел 18).
резьбовые отверстия (2),
. Тщательно

6
7. УСТРОЙСТВО СТАНКА
19
ДЕТАЛИ СБОРКИ СТАНКА «КОРВЕТ 416»
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 202849 Шпиндель 48 202896 Крышка
2 202850 Шпонка 49 202897 Штифт
3 202851 Подшипник 50 202898 Втулка стопорная (левая)
4 202852 Подшипник 51 202899 Втулка стопорная (правая)
5 202853 Шайба 52 202900 Шайба
6 202854 Подшипник 53 202901 Болт
7 202855 Обойма шпинделя 54 202902 Шайба
8 202856 Подшипник 55 202903 Круг шлифовальный
9 202857 Шайба 56 202904 Фланец
10 202858 Подшипник 57 202905 Гайка
11 202859 Шайба 58 202906 Крышка
12 202860 Гайка 59 202907 Винт
13 202861 Винт 60 202908 Винт
14 202862 Щиток защитный 61 202909 Консоль
15 202863 Винт 62 202910 Втулка
16 202864 Держатель 63 202911 Гайка
17 202865 Винт 64 202912 Фланец
18 202866 Шпиндельная бабка 65 202913 Фреза
19 202867 Ремень 66 202914 Шайба (установочная)
20 202868 Шкив 67 202915 Оправка
21 202869 Шайба 68 202916 Оправка
22 202870 Гайка 69 202917 Кожух
23 202871 Шайба 70 202918 Прокладка
24 202872 Болт 71 202919 Гайка
25 202873 Винт 72 202920 Втулка
26 202874 Винт 73 202921 Ось
27 202875 Кронштейн 74 202922 Винт
28 202876 Винт 75 202923 Кожух
29 202877 Крышка (нижняя) 76 202924 Рейка
30 202878 Корпус (передачи) 77 202925 Винт
31 202879 Винт 78 202926 Цилиндр
32 202880 Шайба 79 202927 Шплинт
33 202881 Шкив 80 202928 Болт
34 202882 Шайба 81 202929 Кронштейн
35 202883 Шпонка 82 202930 Шайба
36 202884 Электродвигатель 83 202931 Шайба пружинная
37 202885 Винт 84 202932 Штифт
38 202886 Колпак 85 202933 Болт
39 202887 Крышка (верхняя) 86 202934 Шкала
40 202888 Вставка 87 202935 Цапфа
41 202889 Ручка 88 202936 Ручка
42 202890 Гайка 89 202937 Гайка колпачковая
43 202891 Винт 90 202938 Вставка
44 202892 Выключатель 91 202939 Винт
45 202893 Суппорт 92 202940 Втулка
46 202894 Шкала 93 202941 Вал
47 202895 Кольцо 94 202942 Штифт

18
19. ПРИНЦИП РАБОТЫ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ СТАНКА
Станок подключается в розетку сети 220В, 50Гц c помощью вилки с заземляющим контактом. Перед
подключением необходимо проверить надежность соединения станка с заземляющим контактом вилки.
Для включения станка:
- Подключите вилку IN с заземляющим контактом PE шнура питания (36), Рис.2в, к источнику электрического
тока AC.
- Переведите сетевой переключатель SA1 (37) Рис.12 а в положение «I» .
- Выберите режим работы
11.
- Нажмите кнопку «ВКЛ» (74), Рис.12б, на блоке управления АР2 (22), Рис.12б. Электродвигатель двигатель
М1 (17), Рис.2а, начнет работать.
Все команды с блока управления АР2 поступают на преобразователь АР1, который, в свою очередь,
управляет работой электродвигателя М1. Вся
преобразователь АР1 на цифровой дисплей блока управления АР2.
Выключить вращение шпинделя можно четырьмя способами:
- нажатием кнопки «Выкл» на блоке управления АР2 (22), Рис.12б;
- нажатием кнопки аварийного отключения SB (72), Рис.12б;
- разъединением одного из конечных выключателей SQ, например, при открытии крышки (65), Рис.11б, или
отключением
- отключением вилки шнура питания IN (36), Рис.2в, от источника электрического тока AC.
Для охлаждения электрооборудования в станке предусмотрен вентилятор (35), Рис.2в, работу которого
обеспечивает электродвигатель М2.
кабеля (68) от штекера (69), Рис.11а;
станка с помощью блока управления АР2 (22), Рис.12б, в соответствии с разделом
информация о работе электродвигателя М1 поступает через
ЭЛЕКТРИЧЕСКАЯ СХЕМА СТАНКА "КОРВЕТ 416"
7
7.1. Станок состоит из следующих сборочных единиц и деталей
1. Тумба
2. Резьбовое отверстие
3. Дверца
4. Замок
5. Станина
6. Рукоятка
7. Рукоятка
8. Маховик продольного перемещения
9. Маховик поперечного перемещения
10. Рабочий стол
11. Патрон сверлильный
12. Щиток защитный
13. Винт крепления
14. Шпиндельная бабка
15. Обойма шпинделя
16. Корпус передачи
17. Электродвигатель
18. Рукоятка
19. Маховик
20. Ручка фиксации
21. Суппорт
22. Блок управления
23. Ручка вертикального перемещения
24. Колона
25. Рукоятка
26. Маховик продольного перемещения
27. Шпиндель
28. Винт
29. Винт фиксации
30. Фиксатор
31. Стопор
32. Крышка
33. Кабель
34. Разъем
35. Вентилятор
36. Шнур питания
37. Переключатель сетевой (двухпозиционный)
вертикального перемещения

8
8. МОНТАЖ И СБОРКА СТАНКА
ВНИМАНИЕ!
ЗАПРЕЩАЕТСЯ ЭКСПЛУАТИРОВАТЬ СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ РАБОТ И ВСЕХ ПРЕДВАРИТЕЛЬНЫХ
ПРОВЕРОК В СООТВЕТСТВИИ С ДАННЫМ РУКОВОДСТВОМ!!!
8.1. Монтаж станка
8.1.1. Устанавливайте станок так, чтобы со всех сторон обеспечить свободный подход к нему.
Всегда должна быть возможность беспрепятственного выполнения операций по обслуживанию, перенастройке
и регулировке станка.
8.1.2. Установите станок на ровной горизонтально поверхности пола.
8.1.3. Обеспечьте устойчивость станка.
8.1.4. Вентилятор (35), Рис.2в, должен быть открыт для свободного поступления воздуха.
8.2. Сборка
В момент поставки станок собран применительно к операции сверления и вертикального фрезерования
(вертикальное расположение шпинделя).
Конструкция станка предусматривает возможность не только сверления и вертикального фрезерования, но и
выполнение горизонтально фрезерования и шлифования. В связи с этим, для каждого вида операций
предусмотрены соответствующие варианты сборки и настройки станка, описанные в
В данном разделе описаны только общие моменты сборки станка и подготовки его к работе.
8.2.1. На все маховики (8,9,26,19), Рис.2а, установите рукоятки (Б), Рис.1.
8.2.2. Установите два кабеля (33) в разъемы (34), Рис.2в.
8.2.3. Установите и закрепите винтом (13) защитный щиток (12), как показано на Рисунке 2а.
8.2.4. Если во время работы необходимо обеспечить
Рис.2а., например, при шлифовании, то целесообразно установить маховик (8) в сборе с рукояткой (7), Рис.2а.
При установки маховика (8), Рис.2а, маховик (26), Рис.2а, необходимо снять со станка. Иначе продольное
перемещение рабочего стола (10), Рис.2а, будет невозможно.
Продольная подача рабочего стола (10) маховиком (26), Рис.2а, обеспечивается механизмом ходового
напрямую зависит от шага резьбы ходового винта. Это более точная подача.
Более быструю продольную подачу рабочего стола (10) обеспечивает вращение маховика (8), Рис.2. Она
обеспечивается механизмом «зубчатое колесо – рейка».
Для снятия маховика (26), Рис.2а, со станка, необходимо выкрутить два винта (38), Рис.3
Для установки маховика (26) необходимо затянуть два винта (38), Рис.3.
Установка
станка
разделе 10.
быстрое продольное перемещение рабочего стола (10),
винта и
маховика (8), Рис.2а, производится путем введения в зацепление вала (39) с валом (40), Рис.4
17
17. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Главным в получении оптимальных результатов при использовании станка является правильная регулировка. Лучше
всего проверить все регулировки во время устранения неисправности.
Неисправность Возможная причина Действия по устранению
Проверить наличие
напряжения в сети
Проверить выключатель
Правильно выполнить все
указания пунктов по сборке
монтажу и настройке станка
данного Руководства по
эксплуатации
Обратиться в
специализированную
мастерскую для ремонта.
Установить предохранитель
или контрольный
выключатель
Проверить напряжение в
сети
Проверить напряжение в
сети
Заменить шнур питания на
более короткий, убедиться,
что он отвечает
требованиям п.5.2.3.
Уменьшить нагрузку на
двигатель,
соблюдать режим работы
для данной операции.
Обратиться в
специализированную
мастерскую для ремонта
Установить предохранители
или прерыватели
соответствующей мощности
1. Двигатель не
запускается
2. Двигатель не развивает
полную скорость и не
работает на полную
мощность
3. Двигатель
перегревается,
останавливается,
размыкает прерыватели
предохранителей
Нет напряжения в сети питания
Неисправен выключатель
Неправильная сборка станка, сработал один из
конечных выключателей
Обрыв или сгорела обмотка двигателя
Питание не поступает, так как сетевой
выключатель разомкнут
Низкое напряжение
Перегрузка по сети
Слишком длинный удлинительный шнур
Двигатель перегружен
Межвитковое замыкание или обрыв в обмотке
двигателя
Предохранители или прерыватели имеют
недостаточную мощность
18. СХЕМА СТPОПОВКИ
9. РЕГУЛИРОВКИ
Ваш станок был собран и отрегулирован на заводе - изготовителе. Во время транспортировки регулировки
могут нарушиться, поэтому перед началом эксплуатации регулировки необходимо проверить вновь.
В момент поставки станок собран применительно к операции сверления и вертикального фрезерования
(вертикальное расположение шпинделя).
Конструкция станка предусматривает возможность не только сверления и вертикального фрезерования, но и
выполнение горизонтального фрезерования и шлифования. В связи с этим для каждого вида операций
предусмотрены соответствующие варианты сборки, настройки и регулировки станка, описанные в разделе 10.
В данном разделе описаны только общие для всех операций регулировки станка.
ПРЕДУПРЕЖДЕНИЕ: Все настройки и регулировки выполняйте только на выключенном станке (в
шнура питания должна быть отсоединена от питающей розетки).
9.1. Регулировки рабочего стола (Рис.5)
9.1.1. Продольный ход рабочего стола (10) регулируется положением ограничителей (41) с болтами (44) в пазе
(47).Положение ограничителя (41) в пазе (47) фиксируется винтом (42). Для закрепления положения болта (44)
используется контргайка (45).
9.1.2. Поперечное положение рабочего стола (10) фиксируется ручкой фиксации (43).
9.1.3. При необходимости, например, для крепления тисков к поверхности рабочего стола (10), в
илка

16
14. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
Станок модели "КОРВЕТ 416" соответствует требованиям: ГОСТ Р 50786-95, ГОСТ 12.2.009-99,
обеспечивающим безопасность жизни, здоровья потребителей и охрану окружающей среды и признан годным к
эксплуатации.
Дата изготовления ”___”_____________ 200 г. ОТК _____________ штамп
подпись
Дата продажи “___”_____________ 200 г. __________________
подпись продавца штамп магазина
15. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Производитель гарантирует надёжную и безаварийную работу станка при условии правильного монтажа и
обслуживания его в соответствии с требованиями, изложенными в руководстве по эксплуатации
Гарантийный срок эксплуатации станка – 12 месяцев с дня продажи через розничную торговую сеть. Срок службы – 5
лет. При отсутствии даты продажи и штампа магазина на гарантийных и отрывных талонах гарантийный срок исчисляется с
даты изготовления.
В случае нарушения работоспособности станка в течение гарантийного срока владелец имеет право на бесплатный ремонт
вышедшего из строя сверлильного станка, если не будет отмечено следующее:
1. Анализ представленных документов выявил отклонения от требуемых норм (гарантийный талон заполнен с
нарушениями, сведения о станке в документах не
вторичного заполнения, истек срок обязательств гарантийного обслуживания и др.)
2. Неисправность изделия стала следствием воздействия высоких или низких температур, попавших внутрь
посторонних предметов, жидкостей, сильного загрязнения, воздействия на изделие обстоятельств «непреодолимой
силы».
3. Изделие эксплуатировалось: с изношенным, поврежденным режущим инструментом, без требуемого ухода; с
использованием расходных материалов ненадлежащего качества, с нарушением сроков техобслуживания и
регламентных работ.
4. Если невнимательность или небрежность оператора, пропустившего первичные признаки дефекта (возможно
производственного), привела к необходимости сложного комплексного ремонта.
5. Для ремонта предъявлено изделие с естественно изношенными деталями, поскольку эксплуатировалось с
интенсивностью, на которую не рассчитано.
• Гарантия не распространяется: на быстроизнашивающиеся детали и узлы, сменные и съемные
принадлежности, если на них присутствуют следы эксплуатации: патроны сверлильные, ремни приводные, тиски и
т.д.
• Предметом гарантии не является неполная комплектация изделия, которая могла быть выявлена при продаже;
претензии третьих лиц не принимаются,
• Станок в ремонт сдается чистым, в комплекте с принадлежностями.
ПРИМЕЧАНИЕ:
Техническое обслуживание станка, проведение регламентных работ, регулировок, испытаний не относятся к
гарантийным обязательствам и оплачиваются согласно действующим ставкам Сервисного Центра.
РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЮ:
Во всех случаях нарушения нормальной работы станка, например: падение оборотов, изменение шума, появления
постороннего запаха, дыма, вибрации, стука – прекратите работу и обратитесь в Сервисный Центр.
Мы гарантируем
Повреждения, вызванные нормальным износом, перегрузкой станка или неправильной эксплуатацией и хранением, не
являются предметом гарантии.
работу станка в соответствии с требованиями нормативных документов, перечисленных выше.
16. ИНФОРМАЦИЯ ОБ ИЗГОТОВИТЕЛЕ, ИМПОРТЕРЕ
Сервис-Центр “Корвет” тел./ факс (4732); 39-24-86
E-mail: petrovich@enkor.ru
E-mail: orlova@enkor.ru
Изготовитель:
ШАНХАЙ ДЖОЕ ИМПОРТ ЭНД ЭКСПОРТ КО., ЛТД.
Китай-Рм 339, № 551 ЛАОШАНУЧУН, ПУДОНГ, ШАНХАЙ, П.Р.
Импортер:ООО «Энкор-Инструмент-Воронеж»:394018,
Воронеж, пл. Ленина, 8. Тел./факс: (4732) 39-03-33
E-mail: opt@enkor.ru
соответствуют действительным, на документе присутствуют признаки
9
Т – образные пазы (48) устанавливаются квадратные гайки (Д), Рис.1.
9.1.4. Плавность хода рабочего стола (10) регулируется винтами (49) и (50) с контр гайками.
9.1.5. Контроль подачи рабочего стола (10) производится по шкале нониуса продольной подачи (51) и по шкале
нониуса поперечной подачи (52).
10. ПОДГОТОВКА СТАНКА К ВЫПОЛНЕНИЮ ОПЕРАЦИЙ
10.1. Общие указания
К работе со станком допускаются операторы из числа подготовленных и
имеющих опыт работы на сверлильных и фрезерных
металлообрабатывающих станках. Перед началом выполнения работ на
станке необходимо изучить и чётко соблюдать технологию выполнения
предполагаемых операций, применения режущего инструмента и
скоростной режим обработки для данного материала заготовки, для чего
рекомендуется использовать соответствующую справочную и учебною
литературу, чётко знать назначение каждого органа управления станка.
10.1.1. Убедитесь, что сетевой шнур питания (36), Рис.2в, станка не
подключен к источнику электрического тока.
10.1.2. Проверьте наличие и исправность всех узлов и деталей станка.
10.1.3. Подача рабочего стола (10) производится вращением маховиков
продольной и поперечной подачи (26) и (9), соответственно,
контролируется по шкале нониуса продольной подачи (51) и по шкале нониуса поперечной подачи (52), Рис.5.
10.1.4.Устанавливать и закреплять заготовку на рабочем столе (10), Рис.5, следует при помощи зажимов, адаптеров или
тисков.
10.1.5. Проверяйте надёжность закрепления режущего инструмента
10.1.6. Убирайте со станка все инструменты, используемые при настройке (перенастройке) и подготовке станка к работе.
Освобождайте
процессе работы. Обеспечьте свободное перемещение вокруг станка.
10.1.7. В процессе шлифования и горизонтально фрезерования (горизонтальное положение шпинделя) поперечная
подача недопустима, поэтому настоятельно рекомендуем фиксировать поперечное положение рабочего стола (10)
ручкой фиксации (43), Рис.5.
10.2. Сверление (Рис.2а,б,в, Рис
В момент поставки станок собран применительно к операции сверления (вертикальное расположение шпинделя).
10.2.1. В шпиндель (27) установите сверлильный патрон (11), Рис.2б. Для этого:
- Демонтируйте колпак (53), как показано на Рис.6
- Установите в шпиндель шпильку (Е), как показано на Рис.6.
рабочую зону станка и рабочее место оператора от препятствий и посторонних предметов, мешающих в
.6)
и

10
- На шпильку (Е), Рис.6, устанавливается сверлильный патрон (11), Рис.2а, в котором имеется специальное
резьбовое отверстие.
- Затяните шпильку (Е), Рис.6, удерживая шпиндель (27), Рис.2б, от проворачивания, ручкой (Х), Рис.1. В
шпинделе (27), Рис.2б, имеется специальное отверстие, в которое вставляется ручка (Х), Рис.1
- Надежно закрепите режущий инструмент в патроне (11), Рис.2б
, с помощью ключа (Р), Рис.1
Извлечение сверлильного патрона (11), Рис.2б, происходит в обратной последовательности.
10.2.2. Перемещения рабочего стола (10), Рис.2а, в продольном и поперечном направлениях во время
сверления запрещаются.
10.2.3. Установка фрез любого вида в сверлильный патрон (11), Рис.2б, для выполнения фрезерных работ
запрещается.
10.2.4. При выполнении операции сверления используйте только вертикальное
перемещение шпинделя (27),
Рис.2б, с помощью ручки (23), Рис.2а. Контроль величины вертикальной подачи осуществляется по нониусу
(58), Рис.7а. Для фиксации заданного вертикального положения шпинделя (27), Рис.2б, служат две ручки
(59), Рис.8. Плавность вертикальной подачи регулируется винтами с контргайками (60), Рис.8.
15
13.1.6. Перед началом и после окончания работы
капните несколько капель масла на направляющие
подачи рабочего стола, стойки перемещения суппорта,
оси маховиков.
Выполняйте операции по смазке 1-2 раза в течение
рабочего дня, если станок непрерывно
эксплуатируется.
13.1.7. После окончания работы удалите стружку со
станка и тщательно очистите все поверхности. Если
использовалась охлаждающая жидкость
, убедитесь,
что она полностью удалена с поверхностей станка.
Рабочие поверхности должны быть чистыми, слегка
смазанными маслом.
13.1.8. Останавливайте станок, проверяйте состояние
крепления и положение всех сопрягаемых деталей,
узлов и механизмов станка после каждых 50 часов
наработки.
13.1.9. Дверца (71), Рис.12а, закрывает отсек с
электрическими и электронными компонентами станка
(печатные платы, предохранители и
т.п.). Обслуживание этих элементов конструкции производится только
квалифицированным специалистом или специалистами в условиях сертифицированного сервисного центра.
13.2. Регулировка натяжения ремня и его замена (Рис.15а,б,в).
13.2.1. Для того, чтобы получить доступ к приводному ремню (86) и шкиву (87), необходимо снять закрепленные на
винтах крышки (88) и (92), расположенные на корпусе передач (16).
13.2.2. Натяжение
ремня (86) регулируется перемещением корпуса передач (16) по кронштейну (91). Для этого на
кронштейне (91) имеются пазы (90).
13.2.3. Отпустите четыре винта (89) и перемещайте корпус передач (16) в сборе с электродвигателем (17)
относительно кронштейна (91). Перемещение корпуса передач (16) в сборе с электродвигателем (17) по пазам (90)
уменьшает или
При выполнении операции сверления отключите механизм подачи маховика (19), отпустив ручку (55), Рис.7а. Затем
извлеките вставку (56) и весь механизм подачи за маховик (19), Рис.7а,7б. Этот механизм устанавливается в обратной
последовательности при перенастройке станка на другие операции: фрезерование, шлифование.
10.2.5. Строго вертикальное положение шпинделя обеспечивает фиксатор (30), Рис.7а. Для выполнения сверления под
наклоном :
- Отпустите винт фиксации (29), Рис.7а.
- Придерживая шпиндельную бабку (14), выдвиньте фиксатор (30), Рис.7а.
- Поворачивая шпиндельную бабку (14), ориентируясь по шкале (57), Рис. 7а, установите необходимый угол наклона.
- Закрепите новое положение шпиндельной бабки (14) винтом фиксации (29), Рис.7а.
Пример наклонного положения шпинделя показан на Рис.9
10.3. Фрезерование (вертикальное положение шпинделя)
10.3.1. Установка фрез любого
Станок не комплектуется фрезерным режущим инструментом и приспособлениями для удержания фрез с цилиндрическим
хвостовиком (см.п.12). При покупке необходимого Вам инструмента обращайте внимание на конус и резьбу хвостовика,
которые должны соответствовать посадке в шпинделе (27),Рис.2б и установленной на
(Е), Рис.1.
10.3.2. Вертикальная подача режущего инструмента производится с помощью вращения маховика (19) и контролируется по
шкале нониуса (54), Рис.7а.
вида в сверлильный патрон (11), Рис.2а, для выполнения фрезерных работ запрещается.
Вашем станке крепёжной шпильке
увеличивает расстояние между ведущим (шкив электродвигателя (17)) и ведомым шкивами (87), что, в свою
очередь, ведет к ослаблению или натяжению ремня (86).
Выбранное натяжение ремня (86) фиксируется затягиванием четырех винтов (89).
При слабом натяжении при неравномерной нагрузке ремень (86) может проскальзывать, что приведёт к
ненормальной работе станка.
Чрезмерное натяжение ремня (86) приведёт к его преждевременному износу.
13.2.4. При
снятии приводного ремня (86) необходимо максимально ослабить натяжение ремня (86), затем снять
(или установить) ремень на шкивы.
При установке нового ремня (86) необходимо обеспечить его натяжение (см.п.13.2.3).
13.2.5. По окончанию работ по регулировке натяжения ремня (86) установите и закрепите крышки (88) и (92) на
корпусе передач (16).

14
12. ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ (Рис.13)
Дополнительное оборудование и приспособления, представленные в данном разделе, в комплект поставки
станка «Корвет 416» не входят и приобретаются отдельно (см. Рис.13).
11
Рис.13
13. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предупреждение: Перед выполнением обслуживания станка, для собственной безопасности,
необходимо выключить станок и отсоединить вилку шнура питания (36), Рис.2в станка, от источника
электрического тока.
13.1. Обслуживание
13.1.1. Содержите станок и рабочее место в чистоте. Не допускайте накапливания пыли, стружки и посторонних
предметов на станке и внутри корпуса. Освобождайте все трущиеся узлы и детали
посторонних предметов. Периодически очищайте станок сжатым воздухом.
13.1.2. Заменяйте изношенные детали по мере необходимости. Электрические шнуры, в случае износа,
повреждения, следует заменять немедленно.
13.1.3. Станок необходимо проверять перед работой. Все неисправности должны быть устранены и
регулировки выполнены. Проверяйте плавность работы всех деталей
13.1.4. Перед началом работы
13.1.5. Перед началом работы и после окончания рекомендуется добавить несколько капель масла в маслёнки
(85), Рис.14, всех узлов, снабжённых ими.
слегка покройте густой смазкой шестерни и винты хода по всей длине.
от пыли, стружки и
При выполнении операции вертикального фрезерования включите механизм подачи маховика (19), затянув ручку
(55), Рис.7а.
Если этот механизм демонтирован, то установите его на станок (см. п.10.2.4.).
Для фиксации заданного вертикального положения шпинделя (27), Рис.2б, служат две ручки (59), Рис.8.
Плавность вертикальной подачи регулируется винтами с контргайками (60), Рис.8.
10.3.3. Продольная и поперечная подачи осуществляются рукоятками
Внимательно изучите пункты 8.2.4. и 9.1.
Контроль подачи рабочего стола (10) производится по нониусу продольной подачи (51) и нониусу поперечной
подачи (52), Рис.5.
10.3.4. Операция фрезерования под наклоном настраивается аналогично п.10.2.5.
10.4. Фрезерование (горизонтальное положение шпинделя)
Прежде чем приступить к операции горизонтального фрезерования, необходимо переставить шпиндель (27)
Рис.2б, в горизонтальное положение:
10.4.1. Убедитесь
10.4.2. Снимите защитный щиток (12) (если он установлен), выкрутив винт крепления (13), Рис.2а.
10.4.3. Открутите четыре винта (28), Рис.2б
10.4.4. Аккуратно извлеките из шпиндельной бабки (14) обойму шпинделя (15) в сборе с электродвигателем (17) и
корпусом передач (16), Рис.2а.
10.4.5. Извлеките фиксатор (30) и
10.4.6.Ослабьте винт фиксации (29), Рис.2б
10.4.7. Аккуратно извлеките шпиндельную бабку (14) из суппорта (21), Рис.2а
10.4.8. Снимите крышку (32), Рис.2б
10.4.9. Аккуратно установите обойму шпинделя (15) в сборе с электродвигателем (17) и корпусом передач (16) с
задней стороны станка в отверстие суппорта (21), Рис.2а, которое открылось после снятие крышки (32), Рис.2б.
10.4.10. Надежно
10.4.11. Выкрутив гайку (62) на оправке (И), между кольцами (63) установите фрезу (61) (не комплектуется), и
надежно закрутите гайку (62), Рис.10а.
10.4.12. Аналогично п.10.2.1. установите в шпиндель (27) оправку (И), Рис.10а.
10.4.13. В отверстие (64), Рис.10а, установите консоль (Ф), как показано на Рис.10б, и закрепите её положение,
затянув винт (29).
10.4.14. С помощью винта (13) закрепите на консоли (Ф) защитный щиток (12), как показано на Рис.10б.
10.4.15. Управление вертикальной подачей, а также работа с рабочим столом (10), Рис.2а, описаны в
вышеизложенных разделах.
10.5. Шлифование
10.5.1. Установите шпиндель в горизонтальное положение (п.10.4.1.-п10.4.10).
10.5.2. Аналогично п.10.2.1 установите в шпиндель (27), Рис.10а, круг шлифовальный
10.5.3. На обойму шпинделя (15), Рис.10а, установите шлифовальный кожух (Н), предварительно сняв крышку (65),
Рис.11б. Для этого необходимо ослабить два винта (66), Рис.11б.
10.5.4. Закрепите положение кожуха (Н) затянув винт (67), Рис.11б
10.5.5. Установите и закрепите двумя винтами (66) на кожухе (Н) крышку (65), Рис.11б.
10.5.6. Подключите кабель (68)
выключателем (70), Рис.11а, который в случае снятия крышки (65), Рис.11б, остановит работу станка. Таким
образом, при снятой крышке (65), Рис.11б, или при неподключенном конечном выключателе (70) к блоку
управления (22), Рис.11а, запуск и работа станка невозможны.
10.5.7. Установите в паз рабочего
10.5.8. Управление вертикальной подачей (см. п.10.3.2), а также работа с рабочим столом (10), Рис.2а, описаны в
вышеизложенных разделах.
, что станок выключен и шнур питания (36), Рис.2в, отключен от источника электрического тока.
стопор (31), Рис.2б
закрепите положение обоймы шпинделя (15) стопором (31), Рис.10а
к штекеру (69) на блоке управления (22), Рис.11а. Кабель (68) соединен с конечным
стола (10) съемный щиток (Ч), Рис.11в
(25) и (6), Рис.2а, соответственно.
на оправке (В), Рис.11а.

12
11. ВКЛЮЧЕНИЕ СТАНКА И ВЫБОР
СКОРОСНОГО РЕЖИМА ОБРАБОТКИ
ЗАГОТОВКИ (Рис.12а,б)
11.1. Включение станка возможно только после его
полной сборки, монтажа и настройки на определенную
операцию.
11.2. Прежде чем включить станок, внимательно
изучите все пункты данного руководства по
эксплуатации.
11.3. Все дверцы тумбы (1) должны быть закрыты.
11.4. Сетевой переключатель (37) должен находиться
в выключенном состоянии «0»
11.4. Подключите шнур питания (36) к источнику
электрического тока.
11.5.Переведите сетевой
положение «I». При этом, на блоке управления (22) загорится индикатор (73) «Питание». Это означает, что
станок запитан от сети электрического тока.
11.6. С помощью кнопок (77) и (81) выберите один из двух режимов работы станка «СВЕРЛЕНИЕ И
ФРЕЗЕРОВАНИЕ» , «ШЛИФОВАНИЕ», соответственно. При этом, загорится один из соответствующих режиму
индикаторов (78) «СВЕРЛЕНИЕ И ФРЕЗЕРОВАНИЕ» или (80) «ШЛИФОВАНИЕ».
11.7.
Направление вращения шпинделя станка и режущего инструмента выбирается кнопками (82) или (83).
Кнопка (83) включает реверсивное вращение шпинделя.
11.8. В режиме «СВЕРЛЕНИЕ И ФРЕЗЕРОВАНИЕ» (горит индикатор (78)) возможно плавное переключение
скорости вращения шпинделя станка. Кнопка (76) плавно увеличивает скорость вращения шпинделя станка.
Кнопка (75) плавно уменьшает скорость вращения шпинделя станка.
11.9. Все сведения о скорости вращения шпинделя станка
11.10. В режиме «ШЛИФОВАНИЕ» (горит индикатор (80)) станок автоматически выведет скорость вращения
шпинделя на уровень 2500 об/мин.
Внимание!!!: Не начинайте процесс фрезерования/сверления материала, пока станок не наберет
максимально установленную скорость вращения шпинделя.
Скоростной режим обработки заготовки определяется опытным путём или из справочной и учебной
литературы с учётом
прохода, скорости подачи и применяемого режущего инструмента.
11.11. При нажатии кнопки (74) «ВКЛ» станок начинает работать. Шпиндель начинает свое вращение.
11.12. Подождите, пока шпиндель (27) Рис.2б, Рис.10а, станка максимально установленную скорость вращения
шпинделя и дайте поработать ему не менее двух минут на холостом ходу.
технических характеристик станка, твёрдости обрабатываемого материала, глубины
показываются на цифровом дисплее (79).
переключатель (37) в
13
11.13. Для нормальной остановки вращения шпинделя предназначена кнопка (84) «ВЫКЛ»
11.14. Экстренная остановка станка производится нажатием кнопки (72). Для повторного запуска станка после
экстренной остановки необходимо разблокировать кнопку (72), повернув ее по часовой стрелке.
11.15. В некоторых случаях при неправильной настройке станка и в случае неправильного выбора режима работы
или срабатывания конечных выключателей (открыты дверцы,
Рис.11а,11б, при шлифовании) запуск станка невозможен. При этом, происходит одновременное мигание
индикаторов (78) и (80). В этом случае необходимо полностью отключить станок от источника электрического тока и
проверить все настройки станка.
открыта крышка (65) или не подключен кабель (68),
 Loading...
Loading...