

Page 1
Page 2

Page 3

20
Уважаемый покупатель!
Вы приобрели малогабаритный фрезерный станок, изготовленный в КНР по заказу ООО «ЭНКОРИнструмент-Воронеж» под контролем российских специалистов. Перед вводом в эксплуатацию
малогабаритного фрезерного
станка внимательно и до конца прочтите настоящее руководство по
эксплуатации и сохраните его на весь срок использования станка.
СОДЕРЖАНИЕ
1. ОБЩИЕ УКАЗАНИЯ
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
3. КОМПЛЕКТНОСТЬ СТАНКА
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
4.2. Дополнительные указания по обеспечению безопасности при работе с
металлообрабатывающим станком
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
5.1. Электрические соединения. Требования к шнуру питания
5.2 Требования к двигателю
6. РАСПАКОВКА
7. УСТРОЙСТВО СТАНКА
8. СБОРКА И МОНТАЖ СТАНКА
8.1. Сборка
8.2.Монтаж
9.РЕГУЛИРОВКА
9.1. Регулировка хода продольного перемещения рабочего стола
9.2. Регулировка хода поперечного перемещения рабочего стола
10.ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
10.1. Подготовка к
работе
10.2. Включение, выключение
10.3. Органы управления и контроля
10.4. Сверление.
10.5. Скоростной режим обработки.
11. ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ
11.1. Установка цанги, фрезы, сверла с конусным хвостовиком, сверлильного или цангового патрона
12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
13. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
14. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
15. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
16. СХЕМА СТРОПОВКИ
СХЕМА СБОРКИ
СТАНКА «КОРВЕТ 415»
ДЕТАЛИ СБОРКИ ФРЕЗЕРНОГО СТАНКА "КОРВЕТ 415"
Настоящее руководство по эксплуатации предназначено для изучения и правильной эксплуатации
малогабаритного фрезерного станка модели "КОРВЕТ 415 "
1. ОБЩИЕ УКАЗАНИЯ
1.1.Малогабаритный фрезерный станок модели "КОРВЕТ 415" (далее станок) предназначен для
сверлильных и фрезерных работ с заготовками из металла, всех видов пластмассы и древесины.
1.2. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
1.3. Станок предназначен для эксплуатации в следующих условиях:
- температура окружающей среды от 1 до 35 °С;
- относительная влажность воздуха до 80 % при температуре +25 °С.
1.4. Если станок внесен в зимнее время в отапливаемое помещение с улицы или из холодного помещения,
не
распаковывайте и не включайте его в течение 8 часов. Станок должен прогреться до температуры
окружающего воздуха. В противном случае станок может выйти из строя при включении из-за
сконденсировавшейся влаги на деталях электродвигателя.
1.5. Приобретая станок, проверьте его работоспособность, комплектность, наличие гарантийных талонов в
руководстве по эксплуатации, дающих право на бесплатное устранение
гарантийного срока при наличии на них даты продажи, штампа магазина и разборчивой подписи или личного
штампа продавца.
1.6. После продажи станка претензии по некомплектности не принимаются.
1
фрезерным
заводских дефектов в период
Page 4
2
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры станка приведены в таблице 1
Таблица 1.
Номинальное напряжение питания, В ~220 В ± 10%, 50 Гц
Номинальная потребляемая мощность двигателя, Вт 1000
Двигатель асинхронный
Передача ремённая
Макс. диаметр сверления, мм 25
Макс. диаметр концевой фрезы, мм 16
Макс. диаметр насадной фрезы, мм 50
Сверлильный патрон До 13мм В16
Ход шпинделя, мм 70
Конус шпинделя МТ 3
Частота вращения шпинделя, мин-1 100-1750 ±10%
Маск. продольное перемещение рабочего стола, мм 400
Макс. поперечное перемещение рабочего стола , мм 145
Угол наклона шпиндельной бабки (влево,; вправо), град 0-90; 0 -30
Размер стола, мм 550 х 160
Размер Т-образного паза, мм 12
Биение шпинделя (радиальное), мм Не более 0,02
Уровень звука, дБА не более 80
Габаритные размеры станка (ДхШхВ), мм 760х670х890
Габаритные размеры упаковки (ДхШхВ), мм 785х785х1000
Масса станка (нетто/брутто), кг 150 / 180
2.1.1. По электробезопасности станок модели "КОРВЕТ 415 " соответствует I классу защиты от поражения
электрическим током.
В связи постоянным совершенствованием технических характеристик моделей оставляем за собой
право вносить изменения в конструкцию. При необходимости информация об этом будет
прилагаться отдельным листом к «Руководству по эксплуатации»
19
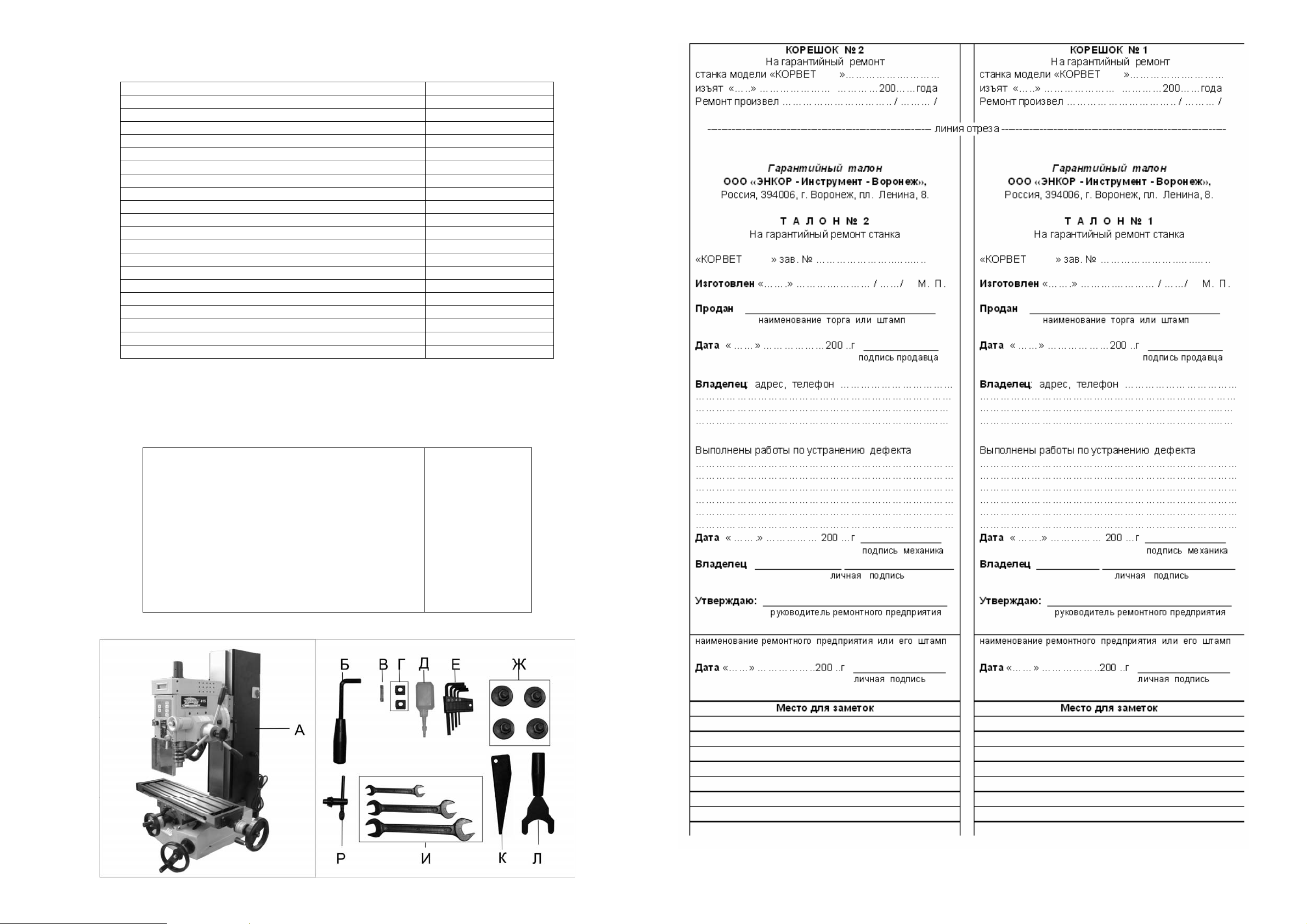
3. КОМПЛЕКТНОСТЬ СТАНКА (Рис.1а, 1б)
А. Станок фрезерный
Б. Ключ
шестигранный специальный
В.Предохранитель
Г. Гайка квадратная
Д. Маслёнка
Е. Ключ шестигранный 3мм; 4мм; 5мм; 6мм
Ж. Опора
Р. Ключ сверлильного патрона
И. Ключ рожковый
К. Клин
Л. Ключ специальный
Руководство по эксплуатации
Упаковка
1 шт.
1шт.
1 шт.
2 шт.
1 шт.
4 шт.
4 шт.
1 шт.
3 шт.
1 шт.
1
шт.
1 шт.
1 шт.
Код для заказа 20415
Рис.1а Рис.1б
Page 5

18
3
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
ПРЕДУПРЕЖДЕНИЕ: не подключайте станок к сети питания до тех пор, пока
внимательно не
ознакомитесь с изложенными в «Руководстве» рекомендациями и поэтапно не изучите все пункты
настройки и регулировки станка.
4.1.1. Ознакомьтесь с устройством, назначением и максимальными возможностями вашего станка.
4.1.2. Правильно устанавливайте и всегда содержите в рабочем состоянии все защитные устройства.
4.1.3. Выработайте в себе привычку: прежде чем включать станок убедитесь в том, что все используемые при
настройке инструменты удалены со станка.
4.1.4. Место проведения работ станка должно быть ограждено. Содержите рабочее
место в чистоте, не
допускайте загромождения посторонними предметами. Не допускайте использование станка в помещениях со
скользким полом, например, засыпанном опилками или натертом воском.
4.1.5. Запрещается эксплуатация станка в помещениях с влажностью воздуха более 80%.
4.1.6. Дети и посторонние лица должны находиться на безопасном расстоянии от рабочего места. Запирайте
рабочее помещение на замок.
4.1.7. Используйте станок только по назначению. Не допускается самостоятельное проведение модификаций
станка, а также использование станка для работ, на которые он не рассчитан.
4.1.8. Одевайтесь правильно. При работе на станке не надевайте излишне свободную одежду, перчатки,
галстуки, украшения. Они могут попасть в подвижные детали станка. Всегда работайте в нескользящей обуви
и убирайте
назад длинные волосы.
4.1.9. Всегда работайте в защитных очках: обычные очки таковыми не являются, поскольку не противостоят
ударам; работайте в наушниках для уменьшения воздействия шума.
4.1.10. При работе стойте на диэлектрическом коврике .
4.1.11. При отсутствии на рабочем месте эффективных систем пылеудаления рекомендуется использовать
индивидуальные средства защиты дыхательных путей (респиратор), поскольку пыль при
обработке
некоторых материалов (чугун, стеклотекстолит и т.д.) может вызывать аллергические осложнения.
4.1.12. Сохраняйте правильную рабочую позу и равновесие, не наклоняйтесь над вращающимися деталями и
агрегатами и не опирайтесь на работающий станок.
4.1.13. Контролируйте исправность деталей станка, правильность регулировки подвижных деталей,
соединений подвижных деталей, правильность установок под планируемые операции. Любая неисправная
деталь должна немедленно ремонтироваться или заменяться.
4.1.14. Перед началом любых работ по настройке или техническому обслуживанию станка отсоедините вилку
шнура питания станка от розетки электросети.
4.1.15. Используйте только рекомендованные комплектующие. Соблюдайте указания, прилагаемые к
комплектующим. Применение несоответствующих комплектующих может стать причиной несчастного случая.
4.1.16. Не оставляйте станок без присмотра. Прежде чем покинуть
рабочее место, выключите станок,
дождитесь полной остановки двигателя и отключите станок от розетки электросети.
4.1.17. Перед первым включением станка обратите внимание на правильность сборки и надежность установки
станка.
4.1.18. Если вам что-то показалось ненормальным в работе станка, немедленно прекратите его
эксплуатацию.
4.1.19. Не допускайте неправильной эксплуатации шнура. Не тяните за шнур
при отсоединении вилки от
розетки. Оберегайте шнур от нагревания, от попадания масла и воды и повреждения об острые кромки.
4.1.20. После запуска станка, дайте ему поработать не менее 1-2 мин. на холостом ходу. Если в это время вы
услышите посторонний шум или почувствуете сильную вибрацию, выключите станок, отсоедините вилку
шнура питания от
розетки электрической сети и установите причину этого явления. Не включайте станок до
выявления и устранения причины неисправности.
4.1.21. Не работайте на станке, если принимаете лекарства или находитесь в состоянии алкогольного или
наркотического опьянения
4.2. Дополнительные указания по обеспечению безопасности при работе с фрезерным
металлообрабатывающим станком
4.2.1. Никогда не выполняйте фрезерную операцию, если
не установлены защитные кожухи или крышки
вращающихся узлов и элементов и элементов электропроводки, предусмотренные инструкцией.
4.2.2. Никогда не выполняйте операции, не соответствующие техническим характеристикам станка.
4.2.3. Обеспечивайте необходимое крепление и положение режущего инструмента.
4.2.4. Обеспечивайте достаточное крепление обрабатываемой детали.
4.2.5. Останавливайте станок, проверяйте состояние крепления и положение всех сопрягаемых деталей,
узлов и
механизмов станка после 50 часов наработки.
4.2.6. Не форсируйте режим работы, рекомендованный для данной операции.
4.2.7. Не обрабатывайте отлитые заготовки с остатками формовочной смеси.
4.2.8. Используйте только заточенный режущий инструмент, соответствующий предполагаемой операции.
4.2.9. Не пытайтесь остановить шпиндель, патрон или фрезу руками или какими-либо предметами.
4.2.10. Не вставляйте ключ в не остановившийся патрон
.
4.2.11. Не включайте станок с вставленным в патрон ключом или с незакрепленной фрезой.
4.2.12. Не включайте и не выключайте станок при не отведённом от заготовки режущем инструменте.
Page 6

4
4.2.13. Защитите себя от попадания стружки: защитный экран должен находиться в крайнем нижнем
положении.
4.2.14. Не допускайте скопления стружки на столе станка.
4.2.15. Убирайте стружку при помощи крючка и щётки.
4.2.16. При Т.О. не допускайте попадания смазочных материалов на кнопки и рычаги управления.
4.2.17. Производите измерения обрабатываемой детали при помощи мерительных приборов
и
инструментов только после полной остановки вращающихся и движущихся элементов станка.
4.2.18. К работе со станком допускается подготовленный и имеющий опыт работы на фрезерных
металлообрабатывающих станках персонал.
4.2.19. Не допускайте наматывание стружки на режущий инструмент и скопление стружки на
обрабатываемой заготовке.
4.2.20. Не допускайте попадания стружки на ходовой винт подачи.
5. ПОДКЛЮЧЕНИЕ
СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
ВНИМАНИЕ: Проверьте соответствие напряжения источника питания и соединений требованиям
вашего станка. Для этого достаточно взглянуть на табличку с техническими данными на двигателе
станка.
5.1. Электрические соединения. Требования к шнуру питания
5.1.1. Запрещается переделывать вилку, если она не входит в розетку. Квалифицированный электрик
должен установить соответствующую розетку.
5.1.2. При повреждении шнура питания его должен заменить изготовитель или сертифицированный
сервисный центр.
5.2 Требования к двигателю
ВНИМАНИЕ! Для исключения опасности повреждения двигателя регулярно очищайте двигатель от
стружки и
пыли. Так обеспечивается его беспрепятственное охлаждение.
5.2.1. Если двигатель не запускается или внезапно останавливается при работе, сразу же отключите станок.
Отсоедините вилку шнура питания станка от розетки и попытайтесь по таблице возможных неисправностей
найти и устранить возможную причину.
5.2.2. Чаще всего проблемы с двигателем возникают при плохих контактах в разъёмах, при
перегрузках,
пониженном напряжении питания (возможно, вследствие недостаточного сечения подводящих проводов).
Поэтому всегда с помощью квалифицированного электрика проверяйте все разъёмы, рабочее напряжение
и потребляемый ток.
5.2.3. При большой длине и малом поперечном сечении подводящих проводов на этих проводах происходит
дополнительное падение напряжения, которое приводит к проблемам с двигателем. Поэтому для
нормального функционирования
этого станка необходимо достаточное поперечное сечение подводящих
проводов. Приведённые в таблице данные о длине подводящих проводов относятся к расстоянию между
распределительным щитом, к которому подсоединен станок, и вилкой штепсельного разъёма станка. При
этом не имеет значения, осуществляется подвод электроэнергии к станку через стационарные подводящие
провода, через удлинительный кабель или через
комбинацию стационарных и удлинительных кабелей.
Удлинительный провод должен иметь на одном конце вилку с заземляющим контактом, а на другом –
розетку, совместимую с вилкой Вашего станка.
Предупреждение:
Станок должен быть заземлен.
Длина подводящих проводов Необходимое поперечное сечение медных проводов
До 15м 1,5 мм 2
6. РАСПАКОВКА
6.1. Откройте упаковку, извлеките станок и все комплектующие детали.
6.2. Проверьте комплектность станка согласно пункту 3.
ВНИМАНИЕ: На некоторые детали нанесено защитное покрытие. Для обеспечения правильной сборки и
работы необходимо снять покрытие уайт-спиритом с помощью мягкой салфетки. Растворители могут
повредить поверхность. Для очистки окрашенных, пластмассовых и резиновых деталей используйте
мыло
и воду. Тщательно протрите все детали чистой сухой салфеткой и слегка смажьте жидким машинным
маслом все обработанные поверхности.
6.3. При установке, монтаже и перемещении станка необходимо использовать грузоподъемные механизмы
и стропы грузоподъемностью не менее 200 кг (см. схему строповки раздел 16).
6.4. Производите строповку за четыре рым-болта устанавливаемых в специальные отверстия
станины
станка.
17
ПРИНЦИП РАБОТЫ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ СТАНКА
Станок подключается к розетке сети 220В, 50Гц c помощью вилки с заземляющим контактом. Перед
подключением необходимо проверить надежность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- вставить электрическую вилку шнура питания станка в розетку с напряжением 220 В;
- установить ручку двухпозиционного переключателя
(16) в положение «ВКЛ»(I);
- освободить кнопку аварийного отключения станка (13), для чего необходимо кнопку (13) повернуть по
стрелке;
- перевести защитный экран (7) в рабочее положение;
- нажать кнопку включения вращения шпинделя (46) - «Start».
Изменение частоты вращения происходит в зависимости от величины поданного напряжения на якорь
двигателя М. Частота вращения прямо пропорциональна напряжению, поступающему от преобразователя
АР
.
Выключить вращение шпинделя можно пятью способами:
- нажать кнопку выключения вращения шпинделя (44) - «Stop»;
- нажать кнопку аварийного отключения (13);
- открыть защитный экран (7);
- установить ручку двухпозиционного переключателя (16) в положение «ВЫКЛ»(O);
- отсоединить подключающую вилку из розетки.
В любом случае, для возобновления работы включить вращение шпинделя можно только так, как было
описано выше. Поэтому
для временного отключения вращения шпинделя пользуйтесь кнопкой (44) - «Stop»
Кнопку аварийного отключения используйте по назначению.
От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU. В случае
его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания.
ЭЛЕКТРИЧЕСКАЯ СХЕМА СТАНКА "КОРВЕТ 415"
~ 220В, 50Гц
Page 7

16
№* Код Наименование детали №* Код Наименование детали
127 202587 Винт М3х6 183 202642 Шкала
128 202588 Червячный вал 184 202643 Стол рабочий
129 202589 Прокладка 185 202644 Крышка
130 202590 Фланец опорный 186 202645 Полумуфта
131 202591 Маховик 187 202646 Маховик
132 202592 Шайба 8 188 202647 Шайба
133 202593 Гайка М8 189 202648 Шплинт 4*28
134 202594 Гайка колпачковая М8 190 202649 Винт M6*10
135 202595 Шпонка 4х10 191 202650 Колонна
137 202596 Фланец опорный правый 1 192 202651 Болт M10*50
138 202597 Шпонка 6х8 193 202652 Штифт 6*40
139 202598 Вал-шестерня 194 202653 Шайба 10
140 202599 Кожух нижний 195 202654 Шайба
141 202600 Винт М4х10 196 202655 Гайка M16*1.5
142 202601 Винт М8х55 197 202656 Шпонка 4*20
143 202602 Ручка 198 202657 Пластина II
144 202603 Шайка М8 199 202658 Корпус
145 202604 Маховик 200 202659 Винт M8*20
146 202605 Лимб подвижный 201 202660 Штифт 6*30
147 202606 Лимб неподвижный 202 202661 Подшипник 80101
148 202607 Подшипник 51101 203 202662 Корпус подшипника
149 202608 Фланец опорный 204 202663 Пластина
150 202609 Станина 205 202664 Цапфа
151 202610 Клин поперечный 206 202665 Ходовой винт
152 202611 Пластина 207 202666 Разъем
153 202612 Шайба 8 208 202667 Труба
154 202613 Шпонка 4х16 209 202668 Корпус подшипника
155 202614 Вал 210 202669 Штифт 4*26
156 202615 Опора 211 202670 Втулка
157 202616 Гайка М12 212 202671 Винт M5*8
158 202617 штифт 3х20 213 202672 Крышка
159 202618 Винт регулировочный M6*25 214 202673 Мойщик 5
160 202619 Гайка M6 215 202674 Винт M5*8
161 202620 Втулка 216 202675 Провод электрический
162 202621 Крышка 217 202676 Печатная плата
163 202622 Шайба 218 202677 Выключатель
164 202623 Винт M5*14 219 202678 Кожух
165 202624 Клин продольный 220 202679 Кожух
166 202625 Ходовой винт 221 202680 Кожух
167 202626 Кольцо 12 222 202681 Винт M4*5
168 202627 Шайба 265 202682 Пружина
169 202628 Корпус 266 202683 Винт M2*10
170 202629 Ходовой винт 267 202684 Микро выключатель
171 202630 Указатель 268 202685 Пластина изоляции
172 202631 Винт M6*6 269 202686 Пластина поддержки
173 202632 Винт M6*16 270 202687 Винт M4*8
174 202633 Маховик 271 202688 Блок держателя
175 202634 Лимб неподвижный 272 202689 Держатель
176 202635 Винт 4*20 273 202690 Винт M4*10
177 202636 Корпус 274 202691 Экран защитный
178 202637 Суппорт 275 202692 Ось
179 202638 Крышка 276 202693 Штифт
180 202639 Втулка 277 202694 Кожух
181 202640 Крышка 278 202695 Распорка
182 202641 Крышка
5
7. УСТРОЙСТВО СТАНКА
7.1. Станок состоит из следующих сборочных единиц и деталей (Рис. 2а, 2б, 2в)
1. Маховик поперечного перемещения рабочего
стола
2. Ручка маховика поперечного перемещения
рабочего стола
3. Ручка фиксации продольного перемещения
рабочего стола
4. Винт регулировки плавности продольного
перемещения рабочего стола
5. Шкала продольного перемещения рабочего стола
6. Рабочий стол
7. Защитный экран
8. Сверлильный патрон
9. Шпиндель
10. Ручка фиксации перемещения шпинделя
11. Панель управления и индикации перемещения
шпинделя
12. Маховик перемещения шпинделя (точно)
13. Кнопка аварийного выключения
14. Панель управления режимами работы станка
15. Цифровой индикатор частоты вращения
шпинделя
16. Защитный колпак
17. Шпиндельная бабка
18. Кнопка «реверс»
19. Переключатель двухпозиционный сетевой «ВКЛ
22. Указатель угла поворота шпиндельной бабки
23. Маховик (с откидной ручкой) переключения
перемещения шпинделя «грубо – точно»
24. Вертикальная стойка шпиндельной бабки
25. Шнур питания
26. Маховик продольного перемещения рабочего
стола
27. Ручка маховика продольного перемещения
рабочего стола
28. Нониус продольного перемещения рабочего
стола
29. Отверстие установки регулируемых опор
(крепления станка к верстаку)
30. Ручка фиксации поперечного перемещения
рабочего стола
31. Винт регулировки плавности поперечного
перемещения рабочего стола
32. Маховик вертикального перемещения
шпиндельной бабки
33. Ручка маховика вертикального перемещения
шпиндельной бабки
34. Указатель продольного перемещения
рабочего стола
35. Станина
-
ВЫКЛ»
20. Рычаг перемещения шпинделя (грубо)
21. Шкала угла поворота шпиндельной бабки
Рис. 2а
Page 8

6
к
р
Рис. 2б Рис. 2в
36. Гайка крепления шпиндельной бабки
37. Болт фиксации
38. Ручка фиксации
39. Кнопка «увеличить частоту вращения шпинделя»
40. Индикаторная лампочка
41. Кнопка включения фиксированной частота вращения шпинделя «нарезание резьбы»
42. Кнопка включения прямого вращение шпинделя
43. Кнопка включения обратного вращения шпинделя (реверс)
44. Кнопка выключения вращение шпинделя
45. Кнопка «уменьшить частоту вращения шпинделя»
46. Кнопка
включения вращение шпинделя
47. Кнопка уменьшения показания цифрового индикатора
48. Кнопка увеличения показания цифрового индикатора
49. Кнопка перевода значения цифрового индикатора (мм ↔дюйм)
50. Цифровой индикатор
51. Кнопка «вкл ↔выкл»
52. Кнопка обнуления показания цифрового индикатора
53. Съёмная крышка для установки элемента питания
8. СБОРКА И МОНТАЖ СТАНКА
8.1. Сборка (Рис.1а-2в)
8.1.1.
В нижней части станины (35)станка (A) установите опоры (Ж).
8.1.2. Ручку маховика продольного перемещения рабочего стола (27) переустановите из транспортного в
рабочее положение, выкрутите и закрутите с внешней стороны маховика продольного перемещения
рабочего стола (15).
ВНИМАНИЕ!
ЗАПРЕЩАЕТСЯ ЭКСПЛУАТИРОВАТЬ СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ РАБОТ И ВСЕХ
ПРЕДВАРИТЕЛЬНЫХ ПРОВЕРОК В СООТВЕТСТВИИ С ДАННЫМ РУКОВОДСТВОМ
8.2.Монтаж (
Рис. 2а)
8.2.1. Надежно закрепите станок на верстаке четырьмя болтами через отверстия (29) в станине (35).
8.2.2. Просверлите четыре отверстия в верстаке. Размеры отверстий должны соответствовать размерам
отверстий (29) в станине (35) станка.
8.2.3. Отрегулируйте горизонт станка и закрепите его болтами и гайками М12.(не комплектуется)
15
ДЕТАЛИ СБОРКИ ФРЕЗЕРНОГО СТАНКА "КОРВЕТ 415"
№* Код Наименование
детали №* Код Наименование детали
1 202461Дорн 64 202524 Гайка М5
2 202462 Шпиндель 65 202525 Болт М5х25
3 202463 Сальник 1 66 202526 Плита двигателя
4 202464 Подшипник 32907 67 202527 Шпонка 5х25
5 202465 Сальник 2 68 202528 Электродвигатель 200В 50Гц 1000Вт
6 202466 Гайка М5 69 202529 Винт М4х20
7 202467 Винт М3х8 70 202530 Винт М4х35
8 202468 Крепежная скоба 71 202531 Панель шпиндельной бабки
9 202469 Винт с квадратной головкой 72 202532 Муфта
10 202470 Рубашка шпинделя 73 202533 Кольцо резиновое
11 202471 Кольцо 74 202534 Пружина 1х6х20
12 202472 Подшипник 8106 75 202535 Суппорт вертикальный
13 202473 Шайба 2 верхняя 76 202536 Клин
14 202474 Подшипник 80106 77 202537 Винт регулировочный
15 202475 Шайба 1 верхняя 78 202538 Ось
16 202476 Гайка М27 79 202539 Шпонка 4х12
17 202477 Вставка фиксатора 2 80 202540 Пружина 0.7х4.7х25
18 202478 Вставка фиксатора 1 81 202541 Крышка
19 202479 Шайба 82 202542 Винт М4х10
20 202480Держатель ручки 83 202543 Центральный позиционирующий вал
21 202481 Штифт 3х8 84 202544 Винт М6х8
22 202482 Винт М3х8 85 202545 Малый шестеренчатый вал
23 202483 Панель 86 202546 Ось
24 202484 Винт М4х16 87 202547 Ручка
25 202485 Лампочка индикаторная 88 202548 Штифт 3х10
26 202486 Выключатель аварийный 89 202549 Заклепка
27 202487 Панель 90 202550 Указатель
28 202488 Плата печатная 91 202551 Винт регулировочный
29 202489 Индикатор цифровой 92 202552 Шкала
30 202490 Ручка 93 202553 Штифт 5х20
31 202491 Винт М3х10 94 202554 Винт Т-образный
32 202492 Маховик 95 202555 Шайба 10
33 202493 Бабка шпиндельная 96 202556 Гайка
34 202494 Фланец опорный левый 97 202557 Кольцо стопорное 20
35 202495 Кольцо стопорное 16 98 202558 Колесо зубчатое
36 202496 Кожух пружины 99 202559 Муфта
37 202497 Пружина 100 202560 Винт М4х16
38 202498 Винт М4х12 101 202561 Шайба 1
39 202499 Кольцо стопорное 35 102 202562 Кольцо токосъёмное
40 202500 Кольцо стопорное 65 103 202563 Блок опорный
41 202501 Подшипник 80107 104 202564 Подшипник 8101
42 202502 Корпус подшипника 105 202565 Фланец опорный
43 202503 Винт М5х16 106 202566 Винт М4х10
44 202504 Шкив 107 202567 Маслёнка
45 202505 Шпилька крепёжная 108 202568 Винт 6х20
46 202506 Наконечник 109 202569 Винт м5х16
47 202507 Винт М10х16 110 202570 Винт М5х20
48 202508 Винт М4х6 111 202571 Фланец опорный правый
49 202509 Кожух 112 202572 Кнопка с толкателем
50 202510 Бло
51 202511Цифровой индикато
113 202573 Пружина 0.7х6х25
114 202574 Ручка
52 202512 Кожух шпиндельной бабки 115 202575 Кольцо стопорное 4
53 202513 Винт М6х40 116 202576 Цапфа
54 202514 Фланец 117 202577 Блок малый
55 202515 Винт М4х10 118 202578 Штифт 3х14
56 202516 Колпак защитный 119 202579 Ручка откидная
57 25676 Ремень передачи 120 202580 Маховик
58 202518 Винт М6х16 121 202581 Винт фиксации
59 202519 Штифт 3х10 122 202582 Шарик стальной 8
60 202520 Шайба 123 202583 Прокладка
61 202521 Шкив двигателя 124 202584 Винт М3х6
62 202522 Винт М6х20 125 202585 Пластина
63 202523 Шайба 6 126 202586 Планка электропроводная
Page 9

14
7
9. РЕГУЛИРОВКА
Ваш станок был собран и полностью отрегулирован на заводе - изготовителе. Во время транспортировки
регулировки могут нарушиться, поэтому перед началом эксплуатации регулировки необходимо проверить.
ПРЕДУПРЕЖДЕНИЕ: Никогда не выполняйте какие-либо регулировки при включенном станке. Это
может привести к травме.
Рис. 3 Рис.4
9.1. Регулировка плавности хода продольного перемещения рабочего стола (Рис. 2а, 3-5)
9.1.1. Равномерно ослабьте все контргайки (55) и винты (4) клина (54). При закручивании винтов (4)
прилагайте одинаковый крутящий момент к каждому винту (4). Ослабьте фиксацию продольного
перемещения рабочего стола (6) ручкой (3). Плавность и равномерность продольного перемещения рабочего
стола (6) проверьте с помощью поворота маховика продольного перемещения рабочего стола (26)
за ручку
маховика продольной подачи рабочего стола (27).
Рис. 5
9.1.2. Если движение затруднено, выкрутите
каждый регулировочный винт (4) на ¼ оборота
и закрепите положение контргайками (55).
9.1.3. Проверьте регулировку еще раз,
поворачивая маховик продольного
перемещения рабочего стола (26). Движение
должно быть равномерным и плавным по всей
длине перемещения рабочего стола (6).
9.1.4. Если движение слишком свободное,
закрутите
все регулировочные винты (4) на ⅛
оборота и закрепите положение контргайками
(55). Проверьте еще раз.
9.1.5. Закрепите все контргайки (55), соблюдая
осторожность, чтобы не сместить
регулировочные винты (4) клина (54).
9.1.6. По окончанию регулировки полностью
выдвиньте рабочий стол (6), очистите и
смажьте все сопрягаемые поверхности и
резьбу ходового винта.
9.2. Регулировка плавности хода поперечного перемещения рабочего стола (
Рис. 2а, 3-5)
9.2.1. .Регулировка хода поперечного перемещения стола выполняется так же, как и регулировка хода
продольного перемещения рабочего стола (см. п. 9.1). Регулировочные винты (31) и контргайки (65)
находятся на станине (35).
10.ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
10.1. Подготовка к работе
10.1.1. К работе со станком допускаются подготовленные и имеющие опыт работы на сверлильных и
фрезерных металлообрабатывающих станках
операторы. Перед началом выполнения работ со станком
изучите и чётко соблюдайте технологию выполнения предполагаемых операций, применение режущего
инструмента и скоростной режим обработки для данного материала заготовки, для чего используйте
соответствующую справочную и учебною литературу. Чётко знайте назначение каждого органа управления
станка.
10.1.2. Убедитесь, что сетевой шнур питания (25) станка не подключен к
розетке питающей сети, Рис.2а.
10.1.3. Проверьте наличие и исправность всех узлов и деталей станка.
10.1.4. Установите и закрепите на рабочем столе (6) заготовку (при помощи зажимов, адаптеров или тисков)
Рис.2а.
10.1.5. Проверьте надёжность закрепления сверлильного патрона (8) (цангового патрона, фрезы) (см. п.п.
11.1), Рис.2а;9.
Page 10

8
10.1.6. Установите и с помощью ключа для сверлильного патрона (Р) закрепите в сверлильном патроне (8)
необходимый режущий инструмент, Рис.9.
10.1.7. Маховиком поперечного перемещения рабочего стола (1) отведите режущий инструмент от
заготовки, Рис.2а.
10.1.8. Положение рабочего стола (6) зафиксируйте поворотом по часовой стрелке ручки фиксации
поперечного перемещения рабочего стола (30), Рис. 5.
10.1.9. Уберите со станка все
инструменты, используемые при настройке (перенастройке) и подготовке
станка к работе. Освободите рабочую зону станка и рабочее место оператора от препятствий, мешающих в
процессе работы.
10.2. Включение, выключение (Рис. 2а, 2б, 2в)
ВНИМАНИЕ! Станок оборудован конечным выключателем. Произвести включение станка можно
только при закрытом защитном экране (7).
10.2.1. Вставьте электрическую вилку шнура питания станка
в розетку с напряжением 220 В.
10.2.2. Для включения фрезерного станка необходимо: закрыть защитный экран (7), установить ручку
двухпозиционного переключателя (16) в положение «ВКЛ»(I). При этом, на цифровом индикаторе частоты
вращения шпинделя (15) появится показание «0000». Нажмите кнопку включения вращения шпинделя (46) -
«Start». На цифровом индикаторе (15) появится минимальное значение частоты вращения шпинделя
«0100» ±10% .
10.2.3. Для увеличения частоты вращения
шпинделя нажмите кнопку (39) «↑», для уменьшения – кнопку (45)
«↓».
10.2.4. Станок должен поработать 5 минут.
За это время:
- частоту вращения шпинделя повысьте до максимального значения;
- нажатием кнопок (42) и (43) проверьте работоспособность переключения направления вращения
шпинделя (9) ;
- нажатием кнопки (41) проверьте установку максимальной частоты вращения шпинделя для нарезания
резьбы – 500 мин
-1
±10%. При этом, загорится индикаторная лампочка (40), и управление переключения
направления вращения шпинделя (9) переходит на кнопки (18).
ПРЕДУПРЕЖДЕНИЕ: Переключение направления вращения шпинделя производите на минимальной
частоте вращения не более 500 мин-1.
10.2.5. Убедитесь, что все элементы станка надежно закреплены и работают равномерно и без
посторонних звуков.
10.2.6. Нажатием кнопки (44) «Stop» выключите вращения шпинделя, дождитесь полной остановки
электродвигателя.
10.2.7. Повторно включите станок. Проверьте аварийное выключение вращение шпинделя, для чего
нажмите кнопку аварийного выключения (13). Для повторного включения вращения шпинделя необходимо
кнопку (13) повернуть по стрелке.
10.3. Органы управления и контроля (Рис. 2а-4)
10.3.1. Позиционирование режущего инструмента в вертикальном направлении относительно заготовки
производится вращением маховика вертикального перемещения шпиндельной бабки (32). Предварительно
необходимо поворотом
ручки (38) против часовой стрелки ослабить фиксацию прежней установки.
10.3.2. Высота перемещения контролируется по шкале нониуса (57) маховика вертикального перемещения
шпиндельной бабки (37).
10.3.3. Для установки шпиндельной бабки (17) в зафиксированном положении необходимо ручку фиксации
(38) оттянуть в направлении от станка, установить (как накидной ключ) в удобное положение и повернуть по
часовой стрелке до определённого усилия.
10.3.4. Для подачи режущего инструмента в вертикальном направлении необходимо поворотом против
часовой стрелки ручки фиксации перемещения шпинделя (10) ослабить ранее установленное
зафиксированное положение шпинделя (9).
10.3.5. Подача режущего инструмента в вертикальном направлении относительно заготовки производится:
- точно, вращением маховика перемещения шпинделя (12). При этом маховик (23) находится в крайнем,
закрученном по часовой стрелке, положении. Глубина подачи
контролируется по цифровому индикатору
(50) панели управления и индикации перемещения шпинделя (11) (см. пункт 10.3.10.- 10.3.13).
- грубо, вращением рычага перемещения шпинделя (20). При этом, маховик (23) необходимо повернуть
против часовой стрелки на 1-2 оборота из крайнего фиксированного положения. Глубина подачи
контролируется по цифровому индикатору (50) панели управления и индикации перемещения шпинделя
(11).
10.3.6. Для установки шпинделя (9) в зафиксированном
положении, необходимо повернуть ручку фиксации
перемещения шпинделя (10) по часовой стрелке до определённого усилия.
10.3.7. Позиционирование и подача заготовки, закреплённой на рабочем столе (6), в продольном
направлении производится вращением маховика продольного перемещения стола (26). Зафиксированное
положение рабочего стола (6) устанавливается поворотом по часовой стрелке ручки фиксации продольного
перемещения рабочего стола (3) до определённого усилия. Расстояние подачи
заготовки контролируется
по шкале продольного перемещения рабочего стола (5). Точное расстояние подачи контролируется по
шкале нониуса (28) маховика продольного перемещения рабочего стола (26). Цена одного деления – 0,02
мм.
13
СХЕМА СБОРКИ СТАНКА «КОРВЕТ 415»
Page 11

12
15. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Главным в получении оптимальных результатов при использовании станка является правильная
регулировка. Лучше всего проверить все регулировки во время устранения неисправности
Неисправность Возможная причина Действия по устранению
1. Нет напряжения в сети питания
1. Проверить наличие
напряжения в сети
2. Неисправен выключатель 2. Проверить выключатель
3. Обратиться в
1. Двигатель не
запускается
3. Обрыв или сгорела обмотка двигателя
специализированную
мастерскую для ремонта.
4. Установить
4. Питание не поступает, так как сетевой
выключатель разомкнут
предохранитель или
контрольный выключатель
1. Проверить напряжение в
сети
2. Проверить напряжение в
сети
5. Заменить шнур на более
короткий, убедиться, что он
отвечает требованиям
2. Двигатель не развивает
полную скорость и не
работает на полную
мощность
1. Низкое напряжение
2. Перегрузка по сети
5. Слишком длинный удлинительный шнур
п.5.2.4.
1. Уменьшить нагрузку на
двигатель,
соблюдать режим работы
для данной операции.
2. Обратиться в
специализированную
мастерскую для ремонта
4. Установить
предохранители или
прерыватели
3. Двигатель
перегревается,
останавливается,
размыкает прерыватели
предохранителей
1. Двигатель перегружен
2. Межвитковое замыкание или обрыв в
обмотке двигателя
4. Предохранители или прерыватели имеют
недостаточную мощность
соответствующей мощности
16. СХЕМА СТPОПОВКИ
9
Рис. 6 Рис. 7
10.3.8. Позиционирование и подача заготовки, закреплённой на рабочем столе (6), в поперечном направлении
производится вращением маховика поперечного перемещения рабочего стола (32). Зафиксированное
положение рабочего стола (6) устанавливается поворотом по часовой стрелке ручки фиксации поперечного
перемещения рабочего стола (30) до определённого усилия. Расстояние подачи контролируется по шкале
нониуса (56) маховика поперечного перемещения рабочего стола (1). Цена одного деления
– 0,02 мм,
Рис.2а,4,6.
10.3.9. Обнуление подвижных лимбов (П) нониусов (28, 56, 57) производится вращением от руки
соответствующего подвижного лимба (П) до совмещения риски неподвижных лимбов (Н) с нулевой отметкой,
Рис.2а,6.
10.3.10. Для включения панели управления и индикации перемещения шпинделя (11) необходимо нажать
кнопку (51) ON/OFF; при этом, на цифровом индикаторе (50) появятся цифровые значения. Для выключения произвести
повторное нажатие на кнопку (51), Рис.2а,2б.
10.3.11. Для обнуления показания цифрового индикатора (50) необходимо нажать кнопку (52), Рис.2а,2б.
10.3.12. Для перевода цифровых значений мм ↔ дюйм необходимо нажать кнопку (49), Рис. 2б.
10.3.13. Корректировка цифровых значений производится:
- для уменьшения значения - нажатием кнопки (47), Рис. 2б,
- для увеличения значения - нажатием кнопки (48), Рис. 2б
.
10.3.13. Для выполнения сверления (фрезерования) под углом необходимо ослабить две гайки (58),
используя рожковый ключ (И). Вставьте шестигранный ключ (Е) в специальное гнездо и, преодолевая только
усилие пружины, поверните по часовой стрелке. Поверните шпиндельную головку (17) до совмещения
указателя (59) с показаниями выбранного угла наклона по шкале (21). Закрепите положение двумя гайками
(58), Рис.1,7.
10.4. Сверление
.
10.4.1. Станок укомплектован сверлильным патроном и без дополнительного переоборудования готов для
выполнения сверлильных работ.
10.4.2. При выполнении операции сверления используйте только вертикальное перемещение шпинделя (9),
Рис. 2а.
10.4.3. Перемещения стола в продольном и поперечном направлениях во время сверления запрещаются.
10.4.4. Установка всякого вида фрез в сверлильный патрон (8) для выполнения фрезерных работ
запрещается (см.
пункт 11.1.)
10.5. Скоростной режим обработки.
10.5.1. Скоростной режим обработки заготовки определяется опытным путём или из справочной и учебной
литературы с учётом технических характеристик станка, твёрдости обрабатываемого материала, глубины
прохода, скорости подачи и применяемого режущего инструмента.
Page 12

10
11. ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ
Рис. 8. Рис. 9.
11.1. Установка цанги, фрезы, сверла с конусным хвостовиком, сверлильного или цангового патрона
(Рис. 8, 9)
Рис. 10.
11.1.1. Станок не комплектуется фрезерным режущим инструментом и
приспособлениями для удержания фрез с цилиндрическим хвостовиком. При
покупке необходимого вам инструмента обращайте внимание на конус и
резьбу хвостовика, которые должны соответствовать посадке в шпинделе (9)
и установленной на вашем станке крепёжной шпильке (60).
11.1.2. Снимите (выкрутите) защитный колпак (16), удерживая шпиндель (9)
специальным ключом (Л). Специальным
шестигранным ключом (Б) открутите
(против часовой стрелки) крепёжную шпильку (60) на 1,5 -2 оборота. Лёгким
ударом пластикового или деревянного молотка по болту, выведите конус
хвостовика сверлильного патрона (8) из зацепления с ответной частью
шпинделя (9). Придерживая сверлильный патрон (8), выкрутите крепёжную
шпильку (60). Извлеките сверлильный патрон (8).
11.1.3. В посадочное гнездо шпинделя (9) вставьте конусный хвостовик
цангового патрона, фрезы (61) и
т.д., закрутите (по часовой стрелке)
крепёжную шпильку (60), установите защитный колпак (16).
11.1.4. Для демонтажа сверла или сверлильного патрона с конусным хвостовиком без резьбы рычагом
перемещения шпинделя (20) опустите шпиндель (9) в крайнее нижнее положение. В специальное
отверстие шпинделя (9) вставьте клин (К) и лёгким ударом пластикового или деревянного молотка по клину
(К), аккуратно
(чтобы не поранить руки) удерживая, извлеките сверло или сверлильный патрон, Рис.
2а,,9,10.
12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предупреждение: перед выполнением обслуживания станка для собственной безопасности
необходимо выключить станок и отсоединить вилку шнура станка из электрической розетки.
12.1. Обслуживание
12.1.1. Содержите станок и рабочее место в чистоте. Не допускайте накапливания пыли, стружки и
посторонних
предметов на станке и внутри корпуса. Освобождайте все трущиеся узлы и детали от пыли,
стружки и посторонних предметов. Периодически очищайте станок сжатым воздухом.
12.1.2. Заменяйте изношенные детали по мере необходимости. Электрические шнуры, в случае износа,
повреждения, следует заменять немедленно.
12.1.3. Станок необходимо проверять перед работой. Все неисправности должны быть устранены и
регулировки
выполнены. Повреждения поверхности салазок станка следует устранить при помощи
шабера. Проверьте плавность работы всех деталей
12.1.4. Перед началом работы слегка покройте густой смазкой шестерни и винты хода по всей длине.
12.1.5. Перед началом работы и после окончания капните несколько капель масла в маслёнки
концевых опор ходовых винтов стола и ещё 1-2 раза
в течение рабочего дня, если станок
непрерывно эксплуатируется.
12.1.6. Перед началом работы и после окончания капните несколько капель масла на направляющие
подачи стола, стойки перемещения бабки, оси маховиков, в маслёнки подшипников (М), Рис.4-6, и всех
узлов, снабжённых маслёнками.
12.1.7. После окончания работы удалите стружку со станка и тщательно очистите все поверхности. Если
использовалась охлаждающая жидкость, убедитесь, что она полностью удалена с поверхностей станка.
Рабочие поверхности должны быть чистыми, слегка смазанными маслом.
12.1.8. Останавливайте станок, проверяйте состояние крепления и положения всех сопрягаемых деталей,
узлов и механизмов станка после каждых 50 часов наработки.
11
13. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
Станок модели "КОРВЕТ 415" соответствует требованиям: ГОСТ
Р 50786-95, ГОСТ 12.2.009-99,
обеспечивающим безопасность жизни, здоровья потребителей и охрану окружающей среды и признан годным
к эксплуатации.
Дата изготовления ”_______”_________________________ 200 г. ОТК _____________ штамп
подпись
Дата продажи “_______”_________________________ 200 г. __________________
подпись продавца штамп магазина
14. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Производитель гарантирует надёжную работу станка модели «Корвет» при соблюдении условий хранения,
правильности монтажа, соблюдении правил эксплуатации и
обслуживания, указанных в руководстве по
эксплуатации.
Гарантийный срок – 12 месяцев с дня продажи через розничную торговую сеть. Срок службы – 5 лет.
Гарантия распространяется только на производственные дефекты, выявленные в процессе эксплуатации
станка в период гарантийного срока. В случае нарушения работоспособности станка в течение гарантийного
срока владелец имеет право на его бесплатный ремонт.
В гарантийный ремонт принимается станок при обязательном наличии правильно и полностью
оформленного и заполненного гарантийного талона установленного образца на представленный для
ремонта станок с штампом торговой организации и подписью покупателя.
В гарантийном ремонте может быть отказано:
1. При отсутствии гарантийного талона.
2. При нарушении пломб, наличии следов разборки на корпусе, шлицах винтов, болтов, гаек и прочих следов
разборки, или попытки разборки станка.
3. Если неисправность станка стала следствием нарушения условий хранения, попадания внутрь
посторонних предметов, жидкостей, нарушения условий эксплуатации (эксплуатация без необходимых
насадок и приспособлений, эксплуатация не предназначенным режущим инструментом, насадками,
дополнительными приспособлениями и т.п.).
4. При перегрузке или заклинивании двигателя (одновременный выход из строя ротора и статора, обеих
обмоток статора).
5. При механическом повреждении сетевого шнура или штепселя.
6. При механическом повреждении корпуса
и его деталей.
Гарантия не распространяется на:
- сменные принадлежности (аксессуары и оснастка), например: пилки, пильные диски, пильные ленты,
отрезные диски, ножи, сверла, элементы их крепления, патроны сверлильные, цанги, буры, подошвы
шлифовальных и ленточных машин, фильтры и т.п.;
- быстроизнашивающиеся детали, если на них присутствуют следы эксплуатации, например: угольные
щетки, приводные ремни, сальники, защитные кожухи, направляющие и протяжные ролики, цепи приводные,
резиновые уплотнения и т.п. Замена их в течение гарантийного срока является платной услугой;
- шнуры питания, в случае повреждения изоляции, подлежат обязательной замене без согласия владельца
(услуга платная);
- расходные материалы, например: лента шлифовальная, заточные, отрезные и шлифовальные круги и т.п.
Предметом гарантии не является неполная комплектация станка, которая могла быть выявлена при
продаже. Претензии от третьих лиц не принимаются.
Станок в ремонт должен сдаваться чистым, в комплекте с принадлежностями.
РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЮ:
Во всех случаях нарушения нормальной работы
станка, например: падение оборотов, изменение шума,
появление постороннего запаха, дыма, вибрации, стука, повышенной искры на коллекторе – прекратить
работу и обратиться в Сервис - Центр «Корвет» или гарантийную мастерскую.
Гарантийный, а также послегарантийный ремонт производится оригинальными деталями и узлами только в
гарантийных мастерских, указанных в перечне «Адреса гарантийных мастерских».
Примечание:
Техническое обслуживание станка
, проведение регламентных работ, регулировок, указанных в
руководстве по эксплуатации, диагностика не относятся к гарантийным обязательствам и
оплачиваются согласно действующим расценкам Сервис - Центра.
С гарантийными обязательствами ознакомлен и согласен: _______________, _________________
дата подпись
Сервис-Центр “Корвет” тел./ факс (4732) 39-24-86, 61-96-45
E-mail: petrovich@enkor.ru
E-mail: orlova@enkor.ru
Изготовитель: ШАНХАЙ ДЖОЕ ИМПОРТ ЭНД ЭКСПОРТ КО., ЛТД.
Китай-Рм 339, № 551 ЛАОШАНУЧУН, ПУДОНГ, ШАНХАЙ, П.Р.
Импортер: ООО «ЭНКОР - Инструмент - Воронеж»:
394018, Воронеж, пл. Ленина, 8. Тел./факс: (4732) 39-03-33
E-mail: opt@enkor.ru
 Loading...
Loading...