

Page 1

Page 2
1
Уважаемый покупатель!
Вы приобрели малогабаритный токарно-фрезерный комбинированный станок, изготовленный в
КНР под контролем российских специалистов заказу ООО «ЭНКОР-Инструмент-Воронеж».
Перед вводом в эксплуатацию токарно-фрезерного комбинированного станка внимательно и до
конца прочтите настоящее руководство по эксплуатации и сохраните его на весь срок
использования станка.
СОДЕРЖАНИЕ
1. ОБЩИЕ УКАЗАНИЯ
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
3. КОМПЛЕКТНОСТЬ СТАНКА
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
4.2. Дополнительные указания по обеспечению безопасности при работе с токарно-фрезерным
комбинированным станком
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
5.1. Электрические соединения. Требования к шнуру питания
5.2. Требования к двигателю
6. РАСПАКОВКА
7. УСТРОЙСТВО
СТАНКА
8. МОНТАЖ И СБОРКА СТАНКА
9. РЕГУЛИРОВКА
9.1. Регулировка перемещения поворотного суппорта
9.2. Регулировка перемещения поперечного суппорта
9.3. Регулировка биения шпинделя
9.4. Регулировка перемещения ходовых винтов суппортов
10. ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
10.1. Подготовка к работе
10.2. Включение
10.3. Точение
10.4. Точение с автоматической подачей
10.5. Изменение частоты вращения шпинделя
10.6. Замена шестерен для нарезания резьбы
10.7. Нарезание
резьбы
10.8. Индикатор нарезания резьбы
11. ФРЕЗЕРНЫЕ РАБОТЫ
11.1. Установка фрезерного оборудования
11.2. Установка патрона
11.3. Подготовка к работе
11.4. Включение
11.5. Сверление.
11.6. Органы управления и контроля
11.7. Дополнительное фрезерное оборудование и приспособления
12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
12.1. Обслуживание
12.2. Схема смазки
12.3. Замена угольных щеток
13. РЕКОМЕНДУЕМЫЕ ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ
14. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
15
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
16. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
17. СХЕМА СТРОПОВКИ
18. ДЕТАЛИ И СХЕМЫ СБОРКИ СТАНКА "КОРВЕТ 407"
19. СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ СТАНКА "КОРВЕТ407"
20. ГАРАНТИЙНЫЙ ТАЛОН
Настоящее руководство по эксплуатации предназначено для изучения и правильной эксплуатации
малогабаритного токарно-фрезерного комбинированного станка "КОРВЕТ 407"
38
20. ГАРАНТИЙНЫЙ ТАЛОН
Page 3
37
ДЛЯ ЗАМЕТОК
2
1. ОБЩИЕ УКАЗАНИЯ
1.1. Токарно-фрезерный комбинированный станок модели "КОРВЕТ 407 " (далее станок) предназначен для
токарной и фрезерной обработки металлов и всех видов пластмасс.
1.2. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
1.3. Станок может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С;
- относительная
влажность воздуха до 80 % при температуре 25 °С.
1.4. Если станок внесен в зимнее время в отапливаемое помещение с улицы или из холодного помещения, не
распаковывайте и не включайте его в течение 8 часов. Станок должен прогреться до температуры окружающего
воздуха. В противном случае станок может выйти из строя при включении из-за
деталях электродвигателя.
1.5. Приобретая станок, проверьте его работоспособность, комплектность, наличие гарантийных талонов в
руководстве по эксплуатации, дающих право на бесплатное устранение заводских дефектов в период гарантийного
срока, при наличии на них даты продажи, штампа магазина и разборчивой подписи или штампа продавца.
1.6. После продажи станка претензии по некомплектности не
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры станка приведены в табл. 1 Таблица 1.
Наименование параметра Значение параметра
Номинальное напряжение питания, В 220 ± 22
Частота сети, Гц 50
Род тока переменный, однофазный
Токарная обработка
Номинальная потребляемая мощность двигателя, Вт 750
Тип двигателя асинхронный
Частота вращения шпинделя, об/мин 100;250;350;500;900;1800
Максимальное расстояние между центрами станка, мм 750
Максимальный диаметр обработки над станиной мм 220
Диаметр сквозного отверстия шпинделя, мм 22
Конус шпинделя Morse №3
Конус задней бабки Morse №2
Ход поперечного суппорта, мм 110
Ход поворотного суппорта, мм 50
Ход каретки, мм 405
Шаг нарезаемой резьбы (метрическая), мм 0.5 -3.0
Шаг нарезаемой резьбы (дюймовая), витков/дюйм 8 -56
Автоматическая подача, мм./оборот 0,12 -0,33
Ходовой винт (шаг х диаметр), мм 1,5 х15
Рекомендуемая глубина точения за один проход, мм 0,2
Максимальная глубина точения за один проход, мм 0.3
Максимальный размер державки резца, мм 13х13
Диаметр токарного патрона мм 100
Максимальная масса обрабатываемой заготовки
- в патроне диаметром 100 мм, кг
- в центрах, кг
Радиальное биение шпинделя, мм не более 0,01
Фрезерная обработка
Номинальная потребляемая мощность, Вт 550
Тип двигателя Коллекторный, постоянного тока
Максимальный диаметр сверления, мм 16
Максимальный диаметр концевой фрезы, мм 13
Максимальный диаметр торцевого фрезерования, мм 25
Конус шпинделя, Морзе № 3
Частота вращения шпинделя, мин-1 50 – 1100; 120 – 2500
Биение шпинделя (радиальное), мм Не более 0,02
Максимальная масса обрабатываемой заготовки, кг 60
Общее
Габариты станка, (ДхШхВ) мм 1230 х 570 х 820
Уровень звука, дБА не более 80
Масса, кг 150
2.1.1. По электробезопасности станок модели "КОРВЕТ 407" соответствует I классу защиты от поражения
электрическим током. В связи постоянным совершенствованием технических характеристик моделей, оставляем за
собой право вносить изменения в конструкцию. При необходимости информация об этом будет прилагаться
отдельным листом к «Руководству»
сконденсировавшейся влаги на
принимаются.
123.5
120.5
Page 4
3
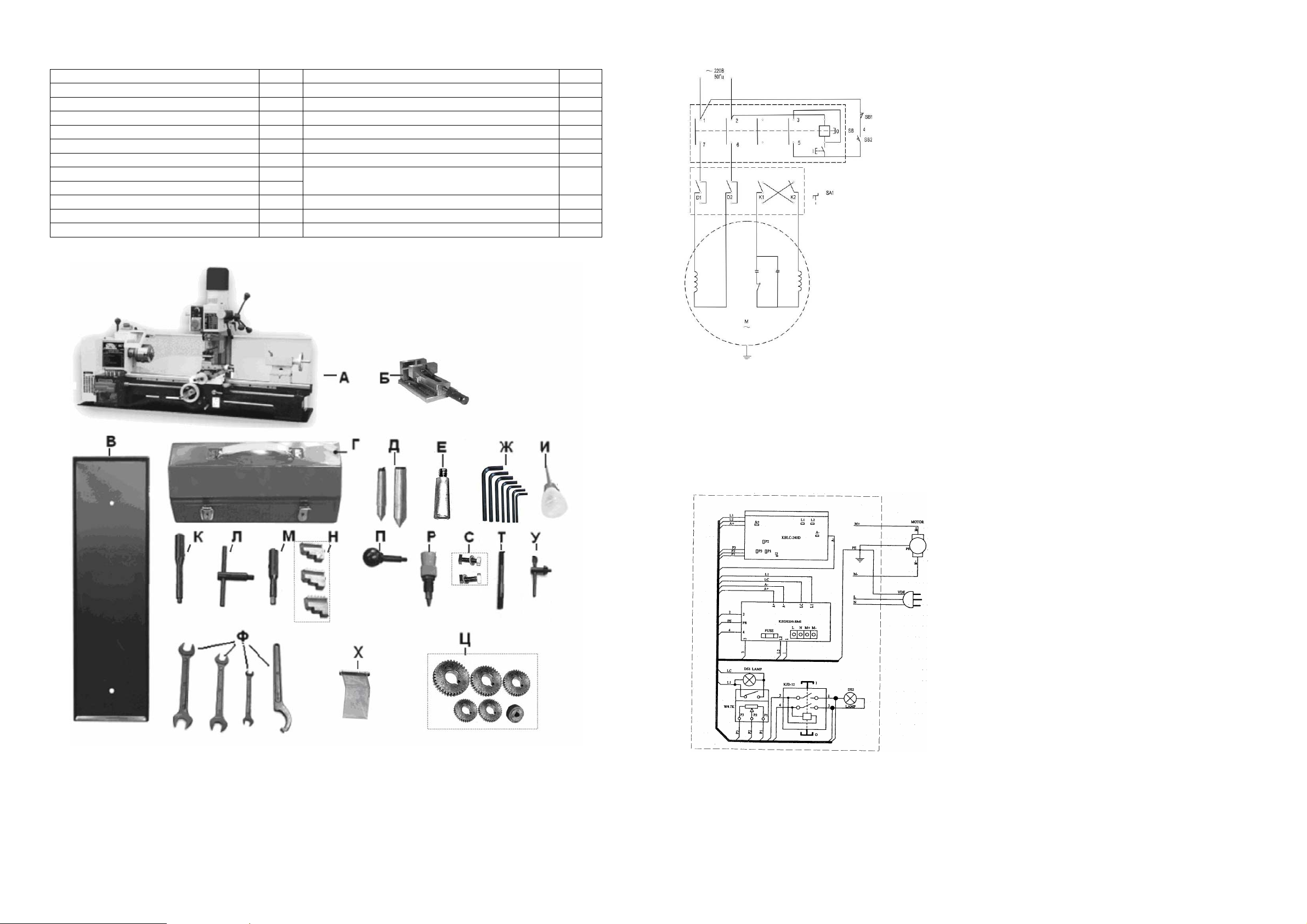
3. КОМПЛЕКТНОСТЬ СТАНКА
В комплект поставки входит (Рис.1а,1б):
А. Станок Корвет 407 1 шт. П. Ручка рычага натяжения 1 шт.
Б. Тиски машинные 1 шт. Р. Ручка 1 шт.
В. Поддон 1 шт. С. Винты крепления тисков 2 шт.
Г. Ящик инструментальный 1 шт. Т. Штифт фиксирующий 1 шт.
Д. Жесткий центр, Морзе 2,3 2 шт. У. Ключ сверлильного патрона 1 шт.
Е. Ручка 1 шт. Ф. Комплект ключей 1 шт.
Ж. Ключи шестигранные 1 компл. Х. Кожух защитный 1 шт.
И. Маслёнка 1 шт.
К. Ключ шпинделя 1 шт.
Ц. Шестерни для нарезания резьбы (45Т; 42Т;
36Т; 30Т; 30Т; Z=56T)
6 шт.
Л. Ключ патрона 1 шт. Руководство по эксплуатации 1 шт.
М. Ключ патрона 1 шт. Упаковка 2 шт.
Н. Кулачки обратные (комплект 3 шт.) 1 шт.
Код для заказа 20407
Рис.1
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
ПРЕДУПРЕЖДЕНИЕ: не подключайте станок к сети питания до тех пор, пока внимательно не
ознакомитесь с изложенными в «Руководстве» рекомендациями и поэтапно не пройдете все пункты
настройки и регулировки станка.
4.1.1. Ознакомьтесь с техническими возможностями вашего
станка.
4.1.2. Правильно устанавливайте и всегда содержите в рабочем состоянии все защитные устройства.
36
19. СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ СТАНКА "КОРВЕТ407"
СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ ТОКАРНОГО ОБОРУДОВАНИЯ
Описание работы электрической схемы
Станок подключается к розетке сети 220В, 50Гц с помощью
вилки с заземляющим контактом. Перед подключением
необходимо проверить надёжность соединения станка с
заземляющим контактом вилки.
Для включения станка необходимо:
-установить защитный щиток в рабочее положение (в крайне
нижнее) SB2;
-освободить кнопку аварийного отключения станка SB1, сдвинув
крышку в
-выбрать направление вращения кулачкового патрона
переключателем SA1;
-включить станок нажатием зелёной кнопки SB.
Выключить станок можно четырьмя способами:
-установить переключатель SA1 в нейтральное положение;
-откинуть защитный щиток в верхнее положение;
-нажать кнопку аварийного отключения;
-отключить сетевую вилку из розетки.
В любом случае, для возобновления работы включить
вращение можно только
для временного отключения вращения пользуйтесь
переключателем SA1, установив его в нейтральное положение.
Кнопку аварийного отключения используйте по назначению.
СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ ФРЕЗЕРНОГО ОБОРУДОВАНИЯ
Описание работы электрической схемы
Станок подключается к розетке сети 220В, 50Гц c помощью
вилки с заземляющим контактом. Перед подключением
необходимо проверить надежность соединения станка с
заземляющим контактом вилки (VDE).
Для включения станка необходимо:
- вставить электрическую вилку (VDE) шнура питания станка в
розетку с напряжением 220 В;
- установить регулятор скорости W4,7K. в крайнее положение,
поворачивая
- освободить крышку аварийного отключения магнитного
пускателя (KJD -12);
- нажать зелёную кнопку (I) магнитного пускателя (KJD -12);
- повернуть по часовой стрелке до щелчка ручку регулятор
скорости W4,7K.
Изменение частоты вращения регулируется потенциометром
W4,7K. Частота вращения прямо пропорциональна
напряжению, поступающему от преобразователя KBLC-240D.
Выключить станок можно четырьмя способами:
- нажать красную кнопку (O)
- нажать крышку аварийного выключателя (KJD -12);
- повернуть против часовой стрелки до щелчка ручку регулятор
скорости W4,7K;
- отсоединить подключающую вилку из розетки.
В любом случае, для возобновления работы включить
вращение шпинделя можно только так, как было описано
выше. Поэтому для временного отключения вращения
шпинделя пользуйтесь ручкой регулятора скорости W4,7K или
красной кнопкой (O)
Крышку аварийного выключателя (KJD -12) используйте по
назначению.
От перегрузок и короткого замыкания электрооборудование
станка защищено предохранителем FUSE. В случае его
перегорания установите аналогичный предохранитель или
обратитесь в центр сервисного обслуживания.
сторону;
так, как было описано выше. Поэтому
его ручку против часовой стрелки до щелчка;
магнитного пускателя (KJD -12);
магнитного пускателя (KJD -12).
Page 5
35
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
133 203277 Винт M5X25 166 203310 Корпус
134 203278 Держатель 167 203311 Штифт
135 203279 Крышка 168 203312 Указатель
136 203280 Шильдик 169 203313 Ось
137 203281 Вал 170 203314 Ручка
138 203282 Блок регулировочный 171 203315 Шильдик
139 203283 Штифт 201 203316 Шайба
140 203284 Удлинитель 202 203317 Винт
141 203285 Вал червячный 203 203318 Рейка кремальерная
142 203286 Вилка 204 203319 Винт
143 203287 Винт 205 203320 Клин
144 203288 Плита соединительная 206 203321 Ограничитель
145 203289 Вал малый 212 203327 Кожух
146 203290 Цапфа 213 203328 Гайка
147 203291 Шпилька 214 203329 Шайба
148 203292 Рукоятка 215 203330 Крышка
149 203293 Шарик стальной 216 203331 Кольцо
150 203294 Пружина 217 203332 Натяжитель
151 203295 Винт 218 203333 Пружина
152 203296 Рукоятка 219 203334 Крышка
153 203297 Рычаг 220 203335 Втулка
154 203298 Цапфа 221 203336 Винт
155 203299 Полумуфта 222 203337 Корпус пружины
156 203300 Шпонка 223 203338 Вал
157 203301 Вал шестерня 224 203339 Кольцо
158 203302 Штифт 225 203340 Винт
159 203303 Блок опорный 226 203341 Шкала
160 203304 Ручка фиксации 227 203342 Стойка
161 203305 Прокладка 238 Болт
162 203306 Клин 239 203325 Кронштейн
163 203307 Винт 240 Болт
164 203308 Гайка 241 Болт
165 203309 Винт
4
4.1.3. Выработайте в себе привычку: прежде чем включать станок, убедитесь в том, что все используемые при
настройке инструменты удалены со станка.
4.1.4. Место проведения работ станка должно быть ограждено. Содержите рабочее место в чистоте, не допускайте
загромождения посторонними предметами. Не допускайте использование станка в помещениях со скользким полом,
например, засыпанном опилками
или натертом воском.
4.1.5. Запрещается эксплуатация станка в помещениях с относительной влажностью воздуха более 80%.
Позаботьтесь о хорошем освещении рабочего места и свободе передвижения вокруг станка.
4.1.6. Дети и посторонние лица должны находиться на безопасном расстоянии от рабочего места. Запирайте
рабочее помещение на замок.
4.1.7. Не перегружайте станок. Ваша работа будет выполнена лучше
и закончится быстрее, если вы будете
выполнять её так, чтобы станок не перегружался.
4.1.8. Используйте станок только по назначению. Не допускается самостоятельное проведение модификаций станка,
а также использование станка для работ, на которые он не рассчитан.
4.1.9. Одевайтесь правильно. При работе на станке не надевайте излишне свободную одежду, перчатки, галстуки,
украшения.
Они могут попасть в подвижные детали станка. Всегда работайте в нескользящей обуви и убирайте
назад длинные волосы.
4.1.10. Всегда работайте в защитных очках: обычные очки таковыми не являются, поскольку не противостоят
ударам; работайте с применением наушников для уменьшения воздействия шума.
4.1.11. При работе стойте на диэлектрическом коврике.
4.1.12. При отсутствии на рабочем
месте эффективных систем пылеудаления рекомендуется использовать
индивидуальные средства защиты дыхательных путей (респиратор), поскольку пыль при обработке некоторых
материалов (чугун, стеклотекстолит и т.д.) может вызывать аллергические осложнения.
4.1.13. Сохраняйте правильную рабочую позу и равновесие, не наклоняйтесь над вращающимися деталями и
агрегатами и не опирайтесь на работающий станок.
4.1.14. Контролируйте исправность деталей
станка, правильность регулировки подвижных деталей, соединений
подвижных деталей, правильность установок под планируемые операции. Любая неисправная деталь должна
немедленно ремонтироваться или заменяться.
4.1.15. Содержите станок в чистоте, в исправном состоянии, правильно его обслуживайте.
4.1.16. Перед началом любых работ по настройке или техническому обслуживанию станка отсоедините вилку шнура
питания станка от розетки электросети.
4.1.17.
Используйте только рекомендованные комплектующие. Соблюдайте указания, прилагаемые к
комплектующим. Применение несоответствующих комплектующих может стать причиной несчастного случая.
4.1.18. Не оставляйте станок без присмотра. Прежде чем покинуть рабочее место, выключите станок, дождитесь
полной остановки двигателя и отсоедините шнур от сети.
4.1.19. Перед первым включением станка обратите внимание на правильность сборки и надежность установки
станка.
ВНИМАНИЕ! Прочтите надписи с предупреждающими указаниями на наклейках, расположенных на
станке. Для исключения возможности поражения электрическим током не подвергайте станок
воздействию повышенной влажности.
4.1.20. Если вам что-то показалось ненормальным в работе станка, немедленно прекратите его эксплуатацию.
4.1.21. Не допускайте неправильной эксплуатации шнура. Не тяните за шнур при отсоединении вилки от розетки.
Оберегайте шнур от нагревания, от попадания масла и воды и повреждения об острые кромки.
4.1.22. После запуска станка дайте ему поработать некоторое время
на холостом ходу. Если в это время вы
услышите посторонний шум или почувствуете сильную вибрацию, выключите станок, отсоедините вилку шнура
питания от розетки электрической сети и установите причину этого явления. Не включайте станок до выявления и
устранения причины неисправности.
4.1.23. Не работайте на станке, если принимаете лекарства или находитесь в состоянии
алкогольного или
наркотического опьянения.
4.2. Дополнительные указания по обеспечению безопасности при работе с токарно-фрезерным
комбинированным станком
4.2.1. Никогда не выполняйте токарную или фрезерную операцию, если не установлены защитные кожухи или
крышки вращающихся узлов и элементов и элементов электропроводки, предусмотренные инструкцией.
4.2.2. Никогда не выполняйте точение/фрезерование за один проход глубже, чем
предусмотрено техническими
возможностями станка.
4.2.3. Обеспечивайте необходимое крепление и положение режущего инструмента в держателях, предназначенных
для этих режущих инструментов.
4.2.4. Не допускайте наматывание стружки на режущий инструмент и обрабатываемую заготовку.
4.2.5. Не допускайте попадания стружки на ходовые винты.
4.2.6. Обеспечивайте надёжное крепление обрабатываемой заготовки.
4.2.7. Останавливайте станок, проверяйте состояние крепления и положения
всех сопрягаемых деталей, узлов и
механизмов станка не реже, чем через каждые 50 часов наработки.
4.2.8. Не форсируйте режим работы, рекомендованный для данной операции.
4.2.9. Не обрабатывайте отлитые заготовки с необрезанными литниками и приливами, с раковинами и остатками
формовочной смеси.
4.2.10. Используйте только заточенный режущий инструмент, соответствующий предполагаемой операции.
Page 6
5
4.2.11. Не останавливайте руками или любыми предметами заготовку, патрон, режущий инструмент или
держатели режущего инструмента.
4.2.12. Не вставляйте ключ в еще вращающиеся держатели заготовки и режущего инструмента.
4.2.13. Не включайте станок с вставленным в держатели заготовки и режущего инструмента ключом или
незакрепленной заготовкой и режущим инструментом.
4.2.14. Не включайте и не выключайте
станок при не отведённом от заготовки режущем инструменте.
4.2.15. При работе задняя бабка должна быть закреплена или, если это соответствует данной операции,
снята.
4.2.16. Не допускайте скопления стружки в поддоне и на станке.
4.2.17. Стружку из поддона и со станка убирайте при помощи крючка и щётки.
4.2.18. При Т.О. не допускайте попадания
смазочных материалов на кнопки и рычаги управления.
4.2.19. Убирайте со станка обтирочную ветошь.
4.2.20. Производите измерения обрабатываемой заготовки с использованием мерительных приборов и
инструментов только после полной остановки заготовки, режущего инструмента и вращающихся узлов и
деталей станка.
4.2.21. К работе со станком допускаются подготовленные и имеющие опыт работы на токарных
металлообрабатывающих станках
рабочие.
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
ВНИМАНИЕ: Проверьте соответствие напряжения источника питания и соединений требованиям
вашего станка. Для этого достаточно взглянуть на табличку с техническими данными на
двигателе станка.
5.1. Электрические соединения. Требования к шнуру питания
5.1.1. Запрещается переделывать вилку, если она не входит в розетку. Квалифицированный электрик
должен установить соответствующую розетку.
5.1.2. При повреждении шнура питания его должен заменить изготовитель или сертифицированный
Сервисный центр.
ПРЕДУПРЕЖДЕНИЕ: Этот станок предназначен для использования только в сухом помещении. Не
допускайте установку станка во влажных
помещениях.
5.2. Требования к двигателю
ВНИМАНИЕ! Для исключения опасности повреждения двигателя регулярно очищайте двигатель
от стружки и пыли. Таким образом обеспечивается его беспрепятственное охлаждение.
5.2.1. Если двигатель не запускается или внезапно останавливается при работе, сразу же отключите
станок. Отсоедините вилку шнура питания станка от розетки и попытайтесь по таблице возможных
неисправностей найти и устранить возможную причину.
5.2.2. Устройство защиты или автомат защиты необходимо регулярно проверять, если:
- двигатель постоянно перегружается;
- колебания напряжения сети в пределах ±10% относительно
номинального значения не влияют на
нормальную работу станка. Однако, при тяжёлой нагрузке необходимо, чтобы на двигатель подавалось
напряжение 220 В.
5.2.3. Чаще всего проблемы с двигателем возникают при плохих контактах в разъёмах, при перегрузках,
пониженном напряжении питания (возможно, вследствие недостаточного сечения подводящих проводов).
Поэтому всегда с помощью квалифицированного электрика проверяйте все разъёмы
, рабочее напряжение
и потребляемый ток.
5.2.4. При большой длине и малом поперечном сечении подводящих проводов на этих проводах
происходит дополнительное падение напряжения, которое приводит к проблемам с двигателем. Поэтому
для нормального функционирования этого станка необходимо достаточное поперечное сечение
подводящих проводов. Приведённые в таблице данные о длине подводящих проводов относятся к
расстоянию
между распределительным щитом, к которому подсоединен станок и вилкой штепсельного
разъёма станка. При этом, не имеет значение, осуществляется подвод электроэнергии к станку через
стационарные подводящие провода, через удлинительный кабель или через комбинацию стационарных и
удлинительных кабелей. Удлинительный провод должен иметь на одном конце вилку с заземляющим
контактом, а на другом –
Предупреждение:
розетку, совместимую с вилкой Вашего станка.
Станок должен быть заземлен.
Длина подводящих проводов Необходимое поперечное сечение медных проводов
До 15м 1,5 мм2
6. РАСПАКОВКА
6.1. Откройте упаковки, извлеките станок и все комплектующие узлы и детали.
6.2. Проверьте комплектность станка согласно пункту 3.
ВНИМАНИЕ: На некоторые детали нанесено защитное покрытие. Для обеспечения правильной
сборки и работы снимите защитное покрытие уайт-спиритом с помощью мягкой салфетки.
Растворители могут повредить поверхность. Для очистки окрашенных, пластмассовых и резиновых
деталей
используйте мыло и воду. Тщательно протрите все детали чистой сухой салфеткой и
слегка смажьте жидким маслом все металлические не окрашенные поверхности.
6.3. При установке и перемещении станка рекомендуется использовать подъемные механизмы и стропы
грузоподъемностью не менее 120 кг. (см. схему строповки, раздел 16. )
34
ДЕТАЛИ СБОРКИ ФРЕЗЕРНОГО ОБОРУДОВАНИЯ СТАНКА "КОРВЕТ 407"
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 203209 Кожух 35 203243 Шильдик
2 203210 Кожух 36 203244 Винт
3 203211 Винт 101 203245 Винт
4 203212 Наклейка 102 203246 Винт
5 203213 Двигатель 83ZYT005 103 203247 Плита двигателя
6 203214 Шпонка 104 203248 Винт
7 203215 Колпак защитный 105 203249 Шестерня (38Z)
8 203216 Наклейка 106 203250 Сальник
9 203217 Манжета 107 203251 Шарикоподшипник 6001-z
10 203218 Колесо зубчатое (18Z) 108 203252 H/L шестерня (20z/12z)
11 203219 Шайба 109 203253 Шпонка
12 203220 Винт 110 203254 Вал
13 203221 Прокладка 111 203255 Кольцо
14 203222 Коробка распределительная 112 203256 Шпонка
15 203223 Уплотнитель 113 203257 Винт
16 203224 Шайба 114 203258 Фланец
17 203225 Клемма заземляющая 115 203259 Шильдик
18 203226 Винт 116 203260 Бабка шпиндельная
19 203227 Блок регулятора скорости 117 203261 Гайка шпинделя
20 203228 Уплотнитель 118 203262 Винт
21 203229 Шнур сетевой с вилкой 119 203263 Кольцо
22 203230 PG-втулка 120 203264 Шарикоподшипник 6206РТС
23 203231 Винт 121 203265 Кольцо распорное
24 203232 Крышка 122 203266 H/L шестерня (21z/29z)
25 203233 Блок управляющий 123 203267 Крышка
26 203234 Магнитный пускатель 124 203268 Экран защитный
27 203235 Лампа индикаторная 125 203269 Шпонка
28 203236 Уплотнитель 126 203270 Шпонка
29 203237 Лампа индикаторная 127 203271 Шпиндель
30 203238 Ручка регулятора скорости 128 203272 Кольцо
31 203239 Уплотнитель 129 203273 Малый маховик
32 203240 Уплотнитель 130 203274 Винт M4X12
33 203241 Кожух 131 203275 Пружина
34 203242 Винт 132 203276 Лимб
Page 7

33
СХЕМА СБОРКИ ФРЕЗЕРНОГО ОБОРУДОВАНИЯ СТАНКА "КОРВЕТ 407"
6
7. УСТРОЙСТВО СТАНКА
7.1. Станок состоит из следующих сборочных единиц и деталей (Рис.2)
1. Рычаг (переключения скорости автоматической подачи)
2. Кожух гитары
3. Наклейка (настройки автоматической подачи каретки)
4. Рычаг натяжения ремня
5. Передняя бабка
6. Магнитный пускатель
7. Переключатель (направления вращения шпинделя)
8. Патрон (трёхкулачковый, самоцентрирующийся)
9. Кулачки (трёхкулачкового патрона)
10. Магнитный пускатель
11. Щиток
электрический
12. Ручка регулятора скорости
13. Колпак защитный
14. Кожух
15. Лимб (подачи и контроля глубины точной обработки)
16. Рычаг (вертикальной подачи шпиндельной бабки)
17. Винт фиксации
18. Рычаг (переключения скорости «Высокая/Низкая»)
19. Защитный экран
20. Ручка фиксации (резцедержателя)
21. Резцедержатель
22. Ручка фиксации (положения пиноли)
23. Задняя бабка
24. Маховик перемещения пиноли
25. Защитный кожух
26. Пиноль (задней бабки)
27. Центр
28. Маховик (подачи поворотного суппорта)
29. Суппорт поворотный
30. Индикатор нарезания резьбы
31. Поперечный суппорт
32. Ручка (управления разъёмной гайкой ходового
винта)
33. Каретка
34. Рычаг (включения автоматической подачи)
35. Маховик (подачи поперечного суппорта)
36. Маховик (ручной подачи каретки)
37. Станина
38. Ходовой винт (подачи каретки)
39. Поддон для стружки
40. Защитный
щиток
Рис.2
8. МОНТАЖ И СБОРКА СТАНКА
ВНИМАНИЕ!
НЕ ПЫТАЙТЕСЬ ЭКСПЛУАТИРОВАТЬ СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ РАБОТ И ВСЕХ
ПРЕДВАРИТЕЛЬНЫХ ПРОВЕРОК В СООТВЕТСТВИИ С ДАННЫМ РУКОВОДСТВОМ
8.1. Станок должен устанавливаться на прочном, тяжелом верстаке достаточной высоты, чтобы оператору не
пришлось наклоняться в процессе работы. Соблюдайте осторожность при перемещении станка с учетом
его веса.
8.2. Настоятельно рекомендуем надежно закрепить станок болтами к прочному верстаку. Это повысит стабильность
и, соответственно, безопасность работы.
8.3. Просверлите четыре отверстия на рабочей поверхности верстака и болтами с шайбами (не поставляются)
прикрепите станок с поддоном (39) к верстаку.
8.4. Установите и закрепите пластиковую ручку (Е), Рис.1, к маховику (35) подачи поперечного
суппорта (31), Рис. 2.
8.5. Регулировки каретки (33), поперечного суппорта (31) и поворотного суппорта (29) выполнены на заводе-
изготовителе для обеспечения плавного движения в обоих направлениях. Если на станке сбились регулировки во
время транспортировки, см. раздел « Регулировка».
Page 8

7
8.6. В конус пиноли (26) задней бабки (23) вставьте центр Морзе №2 (27), Рис. 2.
8.7. Установите и закрепите ручку (Р), Рис. 1, на рычаг переключения скорости автоматической подачи (1),
как показано на Рис. 2.
8.8. Установите и закрепите ручку (П), Рис. 1, на рычаге натяжения ремня (4), как показано на Рис. 2.
9. РЕГУЛИРОВКА
Ваш станок был собран и полностью отрегулирован
на заводе-изготовителе. Во время транспортировки
регулировки могут нарушиться, поэтому перед началом эксплуатации регулировки необходимо проверить
вновь.
ПРЕДУПРЕЖДЕНИЕ: Никогда не выполняйте какие-либо регулировки при включенном станке. Это
может привести к травме.
9.1. Регулировка перемещения поворотного суппорта (Рис. 3-5)
9.1.1. Поочерёдно переместите поворотный суппорт (29) в крайние положения, очистите от
консервационного покрытия и смажьте все сопрягаемые поверхности и резьбу ходового винта.
9.1.2. Равномерно ослабьте все контргайки (42) и винты (41) клина (43). Закручивая винты (41), прилагайте
одинаковый крутящий момент к каждому винту (41). При этом необходимо удерживать поворотный суппорт
(29). Проверьте с
помощью осторожного поворота маховика (28) подачи поворотного суппорта (29)
плавность и равномерность перемещения поворотного суппорта (29).
9.1.3. Если движение затруднено, вывинтите каждый регулировочный винт (41) на одну четвертую оборота
и зафиксируйте контргайками (42).
9.1.4. Проверьте регулировку еще раз, поворачивая маховик подачи поворотного суппорта (29). Движение
должно быть равномерным и плавным по всей длине перемещения поворотного суппорта (29).
9.1.5. Если
движение слишком свободное, закрутите все регулировочные винты (41) на одну восьмую
оборота и зафиксируйте контргайками (42). Проверьте еще раз.
9.1.6. Надёжно закрепите все контргайки (42), соблюдая осторожность, чтобы не сместить регулировочные
винты (41) клина (43).
9.1.7. Регулировку перемещения поворотного суппорта (29) производите по мере естественного износа
клина (43). Чрезмерное ослабление положения клина (43) увеличивает люфт, а значит, уменьшает
точность
обработки.
32
УЗЕЛ СТАНИНЫ
*- позиция по схеме сборки
№* Код Наименование
1 201150 Станина
2 201392 Планка
3 201052 Винт М4х8
4 201393 Винт ходовой
5 201155 Опора
6 201088 Масленка М6
7 200879 Винт М6х20
8 201158 Гайка
9 201067 Винт М8х6
10 201160 Штифт 8х28
11 201044 Гайка М8
12 200867 Винт М6х25
13 200866 Шайба пружинная Ф6
14 200881 Гайка М6
15 201112 Поддон для стружки
СХЕМА СБОРКИ УЗЛА СТАНИНЫ
Рис.3
Рис. 4 Рис. 5
Page 9

*- позиция по схеме сборки
№* Код Наименование
1 201126 Пиноль
2 201127 Винт
3 201128 Втулка
4 201129 Втулка
5 201130 Маховик
6 201131 Ручка фиксирующая
7 201132 Зажим
8 201133 Штифт направляющий 5х10
9 201134 Лимб
10 201135 Пружина
11 201136 Гайка
12 201137 Корпус задней бабки
13 201138 Основание задней бабки
14 201139 Винт М8х25
15 201140 Ручка
16 201141 Винт
17 201063 Шпонка 3х13
18 201143 Винт М8х8
19 201144 Заклепка
20 201088 Масленка М6
21 201146 Плата зажимная
22 201044 Гайка М8
23 201148 Винт
24 201043 Шайба Ф8
31
УЗЕЛ ЗАДНЕЙ БАБКИ
СХЕМА СБОРКИ УЗЛА ЗАДНЕЙ БАБКИ
8
9.2. Регулировка перемещения поперечного суппорта (Рис. 4, 5)
9.2.1. Регулировка поперечного суппорта (31) выполняется также, как поворотного суппорта (29).(См.п. 9.1.)
Очень важно правильно произвести регулировку поперечного и поворотного суппортов, чтобы их
движение было плавным. Неправильная регулировка окажет серьезное влияние на качество работы.
9.3. Регулировка биения шпинделя (Рис. 6)
9.3.1. После продолжительной работы на станке
возникает необходимость подтянуть подшипники
шпинделя (46). Эта регулировка выполняется в
специализированных сервисных центрах или
специалистами, имеющими опыт в данной
регулировке.
9.3.2. Ослабьте болт (48), откройте кожух гитары (2).
Ослабьте два фиксирующих болта (45), проверяя
вращение шпинделя (46). Закручивайте гайку (47) до
исчезновения люфта. При этом, шпиндель (46)
должен вращаться свободно. Зафиксируйте
положение гайки (47) двумя фиксирующими болтами
(45), закройте кожух гитары (2), зафиксируйте
положение кожуха гитары (2) болтом (48).
ВНИМАНИЕ:
ЧРЕЗМЕРНОЕ ЗАТЯГИВАНИЕ ПОДШИПНИКОВ
МОЖЕТ ПРИВЕСТИ К ИХ РАЗРУШЕНИЮ.
Рис. 6
Рис. 8
Рис. 7
9.4. Регулировка перемещения ходовых винтов суппортов (Рис. 7, 8)
9.4.1. Для регулировки перемещения ходового винта поворотного суппорта (29), ослабьте фиксацию гайки (49)
поворотом винта (50) против часовой стрелки. Вращая гайку (49) по часовой стрелке, выберите люфт. Вращение
маховика подачи (28) поворотного суппорта (29) должно быть свободным и плавным. Поворотом против часовой
стрелки винта (50) зафиксируйте положение гайки (49), Рис.7.
9.4.2.
Регулировка перемещения ходового винта поперечного суппорта (31), Рис.8, выполняется также, как и
регулировка перемещения ходового винта поворотного суппорта (29) (См. п. 9.4.1). Ослабьте фиксацию гайки (51)
поворотом винта (52) против часовой стрелки. Вращая гайку (51) по часовой стрелке, выберите люфт. Вращение
маховика (35) подачи поперечного суппорта (31) должно быть свободным и плавным. Поворотом против часовой
стрелки винта (52) зафиксируйте положение
гайки (51), Рис.8.
Page 10

10. ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
10.1. Подготовка к работе (Рис. 2)
10.1. 1. Перед включением станка убедитесь в
том, что переключатель (7) направления
вращения шпинделя (46), Рис. 9, находится в
нейтральном положении.
10.1.2. Маховиком (35) подачи поперечного
суппорта (31) и. маховиком (36) ручной подачи
каретки (33) отведите режущий инструмент
достаточно далеко от токарного
трёхкулачкового самоцентрирующегося
патрона (8) и заготовки.
10.1.3. Установите рычаг включения
автоматической подачи (34) в нижнее
положение «ВЫКЛ».
10.1.4. С помощью Т-образного ключа патрона
(53) раздвиньте кулачки (9) трёхкулачкового
самоцентрирующегося патрона (8), вставьте
заготовку и с помощью Т-образного ключа
патрона (53) зажмите заготовку в
трёхкулачковом самоцентрирующемся
патроне (8). Извлеките Т-образный ключ
патрона (53) из гнезда трёхкулачкового
самоцентрирующегося патрона (8), Рис. 9.
10.1.5. Для замены кулачков (9) вставьте Тобразный
ключ (53) в трёхкулачковый
самоцентрирующийся патрон (8), вращая Тобразный ключ (53) против часовой стрелки,
полностью разожмите кулачки (9)
трёхкулачкового самоцентрирующегося
патрона (8). После этого кулачки (9) можно
извлечь, соблюдая очередность и помечая
мелом расположение каждого кулачка (9) на
трёхкулачковом самоцентрирующемся
патроне (8). Для установки кулачков (9)
сохраняйте последовательность в обратном
порядке, соблюдая очерёдность кулачков (9),
Рис. 9.
10.1.6. Используя рожковый ключ (
Ф), Рис.1,
поворотом против часовой стрелки ослабьте
фиксацию гайки (54), фиксирующей
положение задней бабки (23). Переместите
заднюю бабку (23) до упора центра (27) в
центровочное отверстие заготовки. Закрепите
заднюю бабку (23) в этой позиции поворотом
по часовой стрелке гайкой (54), фиксирующей
положение задней бабки (23). Поверните ручку
фиксации (22) против часовой стрелки.
Маховиком (24) перемещения пиноли (26) по
часовой стрелке необходимо
поджать центр
(27). Поворотом ручки фиксации (22) по
часовой стрелке зафиксируйте установленное
положение пиноли (26), Рис. 10.
10.1.7. При снятии детали со станка операции
п.п.10.1.4 -10.1.6 выполняйте в обратном
порядке.
10.1.8. Используя шестигранный ключ (55),
выкрутите три болта (56), установите
необходимый
9
Рис. 9
Рис. 10
Рис. 11
30
УЗЕЛ ПОВОРОТНОГО СУППОРТА
*- позиция по схеме сборки
№* Код
1 201092
2 201093 База
3 201094 Клин
4 201095 Кольцо зажимное
5 201096 Диск со шкалой
6 201097 Гайка ходового винта
7 201098 Винт регулировочный
8 201099 Винт
9 201100 Т-винт
10 201101 Штифт
11 201102 Гайка
12 200847 Болт М8х30
13 200945 Винт М5х10
14 201071 Винт М6х12
15 200873 Винт М4х10
16 201075 Гайка М4
17 200881 Гайка М6
Наименование
Направляющая
№* Код Наименование детали
18 201109 Штифт стопорный 3х8
19 201110 Штифт стопорный 3х14
20 201111 Зажим
21 201043 Шайба Ф8
22 201113 Пружина
23 201114 Ходовой винт
24 201115 Фланец ходового винта
25 201116 Лимб
26 201117 Маховик
27 201118 Ручка
28 201063 Шпонка 3х13
29 201120 Пружина
30 201121 Гайка
31 201067 Винт М8х6
32 201123 Штифт стопорный 3х12
33 201124 Плита
34 201125 Штифт
СХЕМА СБОРКИ УЗЛА ПОВОРОТНОГО СУППОРТА
Page 11

*- позиция по схеме сборки
№* Код
Наименование
1 201053 Суппорт
2 201054 Поперечный суппорт
3 201055 Клин
4 201056 Гайка
5 201057 Ходовой винт
6 201058 Корпус
7 201037 Винт М5х16
8 201060 Пластина
9 201061 Заклепка 2х5
10 201062 Лимб нониуса
11 201063 Шпонка 3х13
12 201064 Пружина
13 201065 Маховик
14 201066 Гайка
15 201067 Винт М8х6
16 201068 Ручка
17 201069 Блок скользящий
18 201070 Втулка
19 201071 Винт М6х12
20 201052 Винт М4х8
29
УЗЕЛ СУППОРТОВ
№* Код
21 201073 Штифт
22 200995 Винт М4х12
23 201075 Гайка М4
24 201076 Блок скользящий
25 201077 Шайба 6
26 201078 Винт М6х16
27 201079 Зажим
28 200879 Винт М6х20
29 200881 Гайка М6
30 200867 Винт М6х25
31 201083 Накладка
32 201084 Прижим накладки
33 200834 Винт М4х6
34 201086 Накладка
35 201087 Прижим накладки
36 201088 Масленка 6
37 201089 Винт М8х30
39 200867 Винт М6х25
40 201091 Фиксатор
Наименование
10
для предполагаемой операции резец (57) в
резцедержатель (21), равномерно с достаточным
усилием закрутите три болта (56), Рис.11. Убедитесь,
что режущая часть головки резца (57) находится по
центру диаметра заготовки. Положение резца (57)
можно проверить по центру (58), зажатом в
трёхкулачковом самоцентрирующемся патроне (8).
Вылет головки резца должен быть примерно 10 мм, но
не превышать 15 мм (не должен
превышать полторы
высоты державки резца). По мере необходимости, при
установке резца (57) используйте металлические
подкладки (59) разной толщины. Допускается
использовать только одну подкладку (59), Рис.12.
10.1.9. Для ускорения и удобства работы можно
установить в резцедержателе (21) параллельно, но
направленные в противоположные стороны
Рис. 12
головками, два резца (57), Рис.13, при условии, что
оба резца (57) в резцедержателе (21) закрепляются
тремя
болтами (56), Рис.11-13.
10.1.10. Поверните ручку фиксации (20)
резцедержателя (21) против часовой стрелки.
Выберите необходимый для данной операции резец
(57) или угол установки резца (57), зафиксируйте
положение резцедержателя (21), для чего поверните
ручку фиксации (20) в обратном направлении с
определённым усилием, Рис.11.
СХЕМА СБОРКИ УЗЛА СУППОРТОВ
Рис. 13
10.2. Включение
ВНИМАНИЕ: Перед включением проверьте станок на правильность монтажа и сборки. При включении не
должно быть посторонних шумов. Свободному вращению шпинделя и установленной на нём заготовке
ничто не должно мешать.
10.2.1. Вставьте электрическую вилку станка в розетку с напряжением 220 В.
10.2.2. Нажмите красную крышку (60) магнитного пускателя (6), сдвинув ее в
направлении от себя, как показано
стрелкой на крышке (60) магнитного пускателя (6). Откройте крышку (60) магнитного пускателя (6) после нажатия на
зелёную кнопку (62) при условии, что защитный щиток (40), Рис.2, опущен (установлено устройство отключения), и
переключатель (7) направления вращения шпинделя (46) установлен в одно из положений направления вращения
шпинделя (46). Станок включится (начнёт вращаться шпиндель), Рис.14.
10.2.3. Станок
должен поработать 2-3 минуты.
Убедитесь, что все элементы станка работают
равномерно и правильно. Только после этого
можно приступать к работе.
10.2.4. Направление вращения шпинделя (46)
определяется положением переключателя (7)
направления вращения, Рис.14.
Производите переключение направления вращения
шпинделя (46) только после полной остановки
электродвигателя.
10.2.5. Для выключения станка нажмите на красную
кнопку выключения (61) или на крышку (60)
магнитного
пускателя (6).
Рис. 14
Page 12

10.3. Точение (Рис. 15)
10.3.1. Установка и подача резца (57) в
продольном направлении станины (37) станка,
Рис.15, производится вращением маховика (36)
ручной подачи каретки (33), Рис. 15.
10.3.2. Точная установка и подача резца (57) в
продольном направлении производится
маховиком подачи (28) поворотного суппорта (29),
установленного параллельно ходовому винту (38)
подачи каретки (33), что соответствует
совмещению метки на поперечном суппорте (31) и
нулевой
отметки шкалы (63) поворотного суппорта
(29), Рис.15.
10.3.3. Расстояние прохождения резца (57)
контролируется по шкале лимба (64), (1 деление =
0,025мм), Рис. 15.
10.3.4. Установка и подача резца (57) в
поперечном направлении (установка глубины
точения, торцевое точение) производится
вращением маховика (35) подачи поперечного
суппорта (31), Рис. 15.
10.3.5. Глубина подачи резца (57) в поперечном
направлении контролируется по шкале лимба
(65), при этом, глубина точения
за один проход не
должна превышать 0,3 мм.
(1 деление лимба=0.025мм.), Рис. 15.
10.3.6. Для выполнения конусного точения
необходимо ослабить две гайки (66), установить
поворотный суппорт (29) на необходимый угол по
показаниям шкалы (63). Зафиксируйте положение
поворотного суппорта (29) двумя гайками (66),
Рис.16.
10.3.7. Конусное точение выполняется вращением
маховика (28) подачи поворотного суппорта (29)
для перемещения резца (57). Размер
контролируется по
показаниям лимба (64),
(1деление=0.025мм.), Рис.16.
10.3.8. Конусное точение в центрах можно
выполнить, смещая заднюю бабку (23), как
показано на рис 17. Два винта (67) служат для
фиксации задней бабки (23) в установленном
положении, Рис.17. Размер смещения
контролируется по шкале (68).
10.3.9. Обнуление лимбов (64, 65) поперечного и
поворотного суппортов (31,29) производится
вращением от руки соответствующего лимба до
совмещения рисок
нулевых отметок, Рис.15.
11
Рис. 15
Рис. 16
Рис. 17
28
УЗЕЛ ФАРТУКА
*- позиция по схеме сборки
№* Код Наименование детали №* Код Наименование детали
1 200988 Корпус фартука 34 201021 Ручка
2 200989 Скоба 35 201022 Шильдик
3 200990 Червяк 37 201023 Шестерня 18Т
4 200991 Шпонка 38 201024 Шпонка 4х11
5 200867 Винт М6х25 39 201025 Шестерня 42Т
6 200993 Винт ходовой 40 200860 Кольцо стопорное Ф12
7 200994 Гайка 41 201027 Полугайка
8 200995 Винт М4х12 42 201028 Кулачок стопорный
9 200996 Шарик стальной Ф5 43 201029 Направляющая
10 200997 Пружина 44 201030 Кольцо стопорное 8
11 200998 Ручка 45 201031 Винт М4х16
12 200999 Винт М6х6 46 201032 Винт М5х25
13 201000 Шайба 47 200944 Гайка М5
14 201001 Винт М6х8 48 201034 Блок управления
15 201002 Шестерня 12Т 49 201035 Планка соединительная
16 201003 Штифт пружинный 4Х30 50 201036 Винт М4х20
17 201004 Шестерня 43Т 51 201037 Винт М5х16
18 201005 Ручка 52 201038 Винт
19 201006 Вал-шестерня 13Т 53 201039 Корпус резьбового диска
20 201007 Блок 54 201040 Колесо червячное 60Т
21 201008 Пружина 55 201041 Вал
22 200873 Винт М4х10 56 201042 Шпонка 3х10
23 201010 Винт М6х30 57 201043 Шайба Ф8
24 201011 Вал-шестерня 43Т 58 201044 Гайка М8
25 201012 Вал 59 201045 Диск
26 201013 Шпонка 4х5 60 201046 Винт М6х60
27 201014 Шестерня 41Т 61 201047 Указатель
28 201015 Кольцо 14 62 201048 Винт
29 201088 Масленка М6 63 201046 Винт М6х60
30 201017 Шестерня 17Т 64 201050 Кожух фартука
31 201018 Маховик 65 201051 Шайба Ф4
32 201019 Штифт пружинный 4х25 66 201052 Винт М4х8
33 201020 Винт 67 201049 Колесо червячное 56Т
СХЕМА СБОРКИ УЗЛА ФАРТУКА
10.4. Точение с автоматической подачей (Рис. 18, 19)
10.4.1. Точение производится, как описано выше.
10.4.2. Положение переключателя (7) направления вращения шпинделя (46), Рис.12,14, соответствует
направлению автоматической подачи каретки (33), Рис.18.
10.4.3. Автоматическое перемещение каретки (33) включается переводом рычага (34) включения
автоматической подачи в верхнее положение, Рис.18.
ВНИМАНИЕ: При работе в режиме автоматической подачи вращение ручки маховика
ручной подачи каретки
может замотать одежду.
Page 13

27
15 200960 Кольцо упорное Ф16
12
16 200961 Вал
17 200962 Шпонка
18 200963 Шестерня 16Т
19 200964 Рычаг
20 200965 Вал
21 200966 Шестерня 36Т
22 200875 Винт М6х10
23 200968 Кольцо упорное Ф15
24 200969 Шарикоподшипник
25 200970 Плунжер
26 200971 Пружина
27 200972 Втулка
28 200973 Ручка
29 200851 Гайка М10
30 200975 Панель передняя
31 201078 Винт М6х16
32 200977 Штифт 6х22
33 200978 Фланец
Рис. 18 Рис. 19
10.4.4. Станок оборудован коробкой скоростей (70) автоматической подачи в диапазоне от 0,12мм. До 0,33мм. За
один оборот шпинделя (см. таблицу 2 или наклейку (3)), Рис.19.
Таблица 2
34 200875 Винт М6х10
35 200894 Шайба Ф10
36 200981 Втулка
37 200919 Штифт 4х14
38 200983 Планка
39 200984 Заклепка
40 200985 Винт М8х20
41 200986 Шайба пружинная Ф8
42 200987 Масленка М8х1
СХЕМА СБОРКИ КОРОБКИ ПЕРЕДАЧ
10.4.5. Откройте защитный кожух гитары (2), как указано в п.9.3.2. По таблице 2 или наклейке (3) установите
необходимые шестерни (а) и (б), Рис.20, закройте кожух гитары (2), п.9.3.2.
10.4.6. Пользуясь таблицей 2 или наклейкой (3), при включенном станке, перемещайте рычаг (1) переключения
скорости автоматической подачи, Рис.19. Можно менять скорость автоматической подачи. Например, при установке
шестерен а=28Т и
б=60Т, Рис.20, в положении 9 рычага (1) переключения скорости автоматической подачи по шкале
(69) – скорость подачи равна 0,12мм на один оборот шпинделя. При установке рычага (1) переключения скорости
автоматической подачи в положение 1 по шкале (69) –скорость подачи равна 0,21мм на один оборот шпинделя и т.д,.
Рис.19.
При каждом перемещении рычага (1) переключения скорости
автоматической подачи, необходимо
рычаг натяжения ремня (4) привести в крайнее положение от себя, Рис. 20.
Рис. 20
Page 14

13
10.5. Изменение частоты вращения шпинделя
Таблица 3
10.5.1. Откройте защитный кожух гитары (2), как указано в п.9.3.2.
10.5.2. Переставляя клиновой ремень (71) на шкивах A,B,C в положения 1,2,3 согласно таблице 3, можно
ступенчато изменять скорость вращения шпинделя – 100; 250; 350; 500; 900 и 1800 об/мин., Рис.20, (A,B,C шкивы). Например, при установке клинового ремня (71) на шкивах B,C в положении 1 – скорость вращения
шпинделя равна 100 об/мин., а в положении 3 - скорость вращения равна 500
об/мин. и т.д., Рис.20.
10.5.3. Закройте кожух гитары (2), п.9.3.2.
10.6. Замена шестерен для нарезания резьбы
10.6.1. Заводские регулировки токарного станка предусмотрены для нормальной обточки с использованием
автоматической или ручной подачи.
10.6.2. Перед заменой шестерен убедитесь, что станок отключен от источника питания.
10.6.3. Откройте защитный кожух гитары (2), как указано в п.9.3.2.
10.6.4.
Комбинации использования шестерен для нарезания резьбы см. в таблице 4 и Рис.20.
Таблица комбинаций шестерен для нарезания резьбы
Таблица 4
26
ЭЛЕКТРООБОРУДОВАНИЕ
*- позиция по схеме сборки
№* Код Наименование детали
1 200932 Корпус
2 200933 Винт
3 200934 Шайба пружинная
4 200935 Кожух
5 200936 Хомут конденсатора
6 200937 Конденсатор 100мкф
7 200938 Гайка
8 200939 Втулка
9 200940 Переключатель
10 200941 Винт
11 200942 Двигатель
12 200943 Шайба пружинная Ф5
13 200944 Гайка М5
14 200945 Винт М5х10
15 203008 Конденсатор 30мкф
16 203010 Корпус конденсаторов (сбор)
УЗЛЫ И ДЕТАЛИ ЭЛЕКТРООБОРУДОВАНИЯ
Примечание: Положение шестерни (б) и промежуточных шестерен (120 и 127) для нарезания
метрической или дюймовой резьбы см. схема сборки узла настройки.
Примеры:
1. См. Рис. 20
Для нарезания резьбы с шагом = 1.5мм. используйте положение шестерен:
30 в позиции - а
30 в позиции – б
Рычаг переключения скорости автоматической подачи (1), Рис.18, в положении 1
2. См. Рис
. 20
Для нарезания резьбы с шагом = 0.5мм. используйте положение шестерен:
30 в позиции - а
60 в позиции - б
Рычаг переключения скорости автоматической подачи (1), Рис.19, в положении 7
10.6.5. Выкрутите крепёжный болт (72) , закрепляющий шестерню (б) и снимите стопорную шайбу шестерни (а),
Рис.20.
10.6.6. Осторожно снимите шестерни, чтобы сохранить на месте шпонки на валах и установите
необходимые
шестерни (a) и (б), как показано на схеме сборки узла настройки. Количество зубьев на каждой шестерне
промаркировано. Установите крепежный болт (72) шестерни (б) и стопорную шайбу шестерни (а), Рис.20.
УЗЕЛ КОРОБКИ ПЕРЕДАЧ
*- позиция по схеме сборки
№* Код Наименование детали
1 200946 Корпус коробки передач
2 200947 Вал
3 200948 Шпонка
4 200949 Втулка
5 200950 Шестерня 28Т
6 200951 Шестерня 26Т
7 200952 Шестерня 24Т
8 200953 Шестерня 23Т
9 200954 Шестерня 22Т
10 200955 Шестерня 20Т
11 200956 Шестерня 19Т
12 200957 Шестерня 18Т
13 200958 Шестерня 16Т
14 200959 Втулка
Page 15

25
УЗЕЛ НАСТРОЙКИ
*- позиция по схеме сборки
№* Код Наименование детали
1 200909 Кронштейн
2 200910 Т-гайка
3 200874 Шайба Ф6
4 200912 Вал
5 200913 Втулка
6 200914 Шестерня 127Т
7 200915 Шестерня 120Т
8 200916 Шайба
9 201088 Масленка М6
10 200894 Шайба Ф10
11 200919 Штифт 4Х14
12 200930 Шестерня 60Т
13 200921 Кольцо распорное
14 200874 Шайба Ф6
15 200875 Винт М6х10
16 200866 Шайба пружинная Ф6
17 200925 Винт М6х35
18 200920 Шестерня 30Т
19 200920 Шестерня 30Т
20 200927 Шестерня 36Т
21 200928 Шестерня 42Т
22 200929 Шестерня 45Т
Схема сборки узла настройки
Установка шестерни (б) и промежуточных шестерен
(120 и 127) для нарезания резцом дюймовой резьбы
Установка шестерни (б) и промежуточных шестерен
(120 и 127) для нарезания резцом метрической
резьбы
14
10.6.7. Шестерни необходимо установить так, чтобы их зацепление имело минимальный люфт.
10.6.8. Положение шестерен 120Т и 127Т для метрической резьбы показано на Рис. 20.
10.6.9. Для нарезания дюймовой резьбы шестерни 120Т и 127Т необходимо поменять местами, Рис. 20.
10.6.10. Установите кожух гитары (2) и закрепите болт (48), п.9.3.2.
10.7. Нарезание резьбы (Рис. 20)
10.7.1. Эта
операция требует определенных навыков и точности, поэтому ее следует выполнять, имея опыт работы
на токарно-винторезных станках.
10.7.2. Установите соответствующие шестерни (см. таблицу 4) для предполагаемой резьбы и установите резец,
требуемый для данного типа резьбы.
10.7.3. Точение резьбы производится за несколько приёмов, т.к. рекомендуемая глубина точения -0.2мм.
10.7.4. Для выполнения этой операции
необходимо изучить инструкцию по эксплуатации и чётко знать назначение
каждого органа управления станком.
10.7.5. Более подробная информация по методам нарезания резьбы, режущим инструментам и др. приводится в
соответствующих справочниках, либо вы можете получить рекомендации у квалифицированного специалиста.
10.7.6. Выполните необходимые установки, описанные в п.п.10.5 -10.6.
10.7.7. Включите станок п.10.2, подведите резец (57) к
началу предполагаемой резьбы. Маховиком (35) подачи
поперечного суппорта установите глубину резания, не превышая 0,2 мм за один проход (как описано выше в п.10.3),
опустите вниз ручку (32) управления разъёмной гайкой ходового винта (38) и начните нарезание резьбы, Рис.20.
10.7.8. По мере приближения резца (57) к концу нарезаемой резьбы, отведите резец (57), используя маховик (35)
подачи поперечного суппорта, п.10.3,
Рис.15, а переключателем (7) направления вращения шпинделя, Рис.14,
измените направление вращения. Не переключайте ручку (32) управления разъёмной гайкой ходового винта
(38) при выполнении операции нарезания резьбы до конца изготовления резьбы, Рис. 21.
10.7.9. Когда резец (57) пройдёт за начало нарезаемой резьбы на 3-5мм, установите переключатель (7) направления
вращения шпинделя (46), Рис.14, в нейтральное положение. Маховиком (35) подачи поперечного суппорта
,
установите последующую глубину резания, не превышая 0,2 мм за один проход (как описано выше п.10.3)
установите переключатель (7) направления вращения шпинделя (46) в первоначальное положение (п. 10.7.6),
выполните последующий проход.
10.7.10. Повторяйте пункты 10.7.6 -10.7.8 до конца нарезания резьбы.
10.8. Индикатор нарезания резьбы (Рис. 21)
10.8.1. Индикатор нарезания резьбы (30)
предназначен для точного последующего попадания
режущего инструмента (резца) в
ручей
предшествующего прохода.
10.8.2. Индикатор нарезания резьбы (30) расположен
на фартуке каретки (33) и установлен в нерабочем
положении. При настройке станка на операцию
нарезания резьбы, необходимо шестерню индикатора
нарезания резьбы (30) привести в зацепление с
ходовым винтом (38). Для этого ослабьте
фиксирующий болт (76), поверните индикатор
нарезания резьбы (30) до установки надёжного
зацепления шестерни индикатора нарезания резьбы
(30) с ходовым винтом (38) автоматической подачи
каретки (33). Зафиксируйте болтом (76) положение
корпуса индикатора нарезания резьбы (30).
10.8.3. В процессе нарезания резьбы индикатор
нарезания резьбы (30) постоянно находится в
зацеплении с ходовым винтом (38) и, по мере
вращения ходового винта (38), или в ручном режиме
подачи каретки (33), диск (75) вращается. На диске
(75) нанесены 8 радиальных меток, используемых
для определения
точного положения каретки (33)
Рис. 21
относительно витка ходового винта (38).
Page 16

15
Числа в колонке индикаторной таблицы 5 соответствуют числам радиальных меток на диске (75).
Следовательно, если, например, нужно нарезать резьбу с шагом =0,5 мм, можно использовать метки от 1 до 8.
При этом, в корпусе индикатора нарезания резьбы (30) должна быть установлена шестерня 56Т (количество
зубьев), а при нарезании резьбы с шагом = 1 мм или 3 мм можно использовать
метки 4 или 8. При этом, в
корпусе индикатора нарезания резьбы (30) должна быть установлена шестерня 60Т.
10.8.4. Станок укомплектован двумя шестернями - 56 и 60 зубьев. Перед началом нарезания резьбы по
индикаторной таблице определите размер и установите шестерню индикатора нарезания резьбы (30),
необходимую для предполагаемого шага резьбы.
10.8.5. Включите станок, подведите резец (57) к началу предполагаемой резьбы (описано выше
). Отпустите
фиксирующий винт (74) поворотом диска (75), установите числовое значение на диске (75), выбранное согласно
таблице 5 напротив указателя с меткой (73), винтом (74). Зафиксируйте положение диска (75).
10.8.6. Маховиком (35) подачи поперечного суппорта (31), Рис. 2, установите глубину резания, не превышая 0,2
мм за один проход. Опустите вниз ручку (32) управления разъёмной гайкой ходового винта (38) и начните
нарезание резьбы, Рис.21.
10.8.7. По
мере приближения резца (57) к концу резьбы, отведите резец (57), используя маховик (35) подачи
поперечного суппорта (31), Рис. 15. Поднимите вверх ручку (32) управления разъёмной гайкой ходового винта
(38), Рис.21. Вращая маховик (36) ручной подачи каретки (33), Рис.15, отведите каретку (33) назад к началу
нарезания резьбы. Наблюдайте за вращающимся диском (75) индикатора нарезания резьбы (30). По мере
совмещения метки (73), на корпусе индикатора
нарезания резьбы (30) и ранее выбранного вами по таблице 5
числа индикаторного диска (75), резко опустите вниз ручку (32) управления разъёмной гайкой ходового винта
(38) и начните нарезание резьбы. Повторяйте цикл нарезания резьбы до окончательных размеров.
10.8.8. Направление движения автоматической подачи каретки (33) и направление вращения шпинделя (46)
определяется положением переключателя (7) направления вращения шпинделя (46), Рис.6,14.
ИНДИКАТОРНАЯ ТАБЛИЦА
5
Предупреждение: Не допускается одновременное
включение ручки (32) управления разъёмной гайкой
ходового винта (38) и рычага (34) включения
автоматической подачи, Рис.2.
24
УЗЕЛ НАТЯЖЕНИЯ
*- позиция по схеме сборки
№* Код Наименование детали
1 200885 Шайба
2 200886 Шпилька резьбовая
3 200887 Скоба рычага
4 200888 Рычаг
5 200889 Шарикоподшипник
6 200890 Ролик
7 200891 Шайба
8 200892 Кольцо упорное Ф12
9 200893 Кольцо упорное Ф28
10 200894 Шайба Ф10
11 200851 Гайка М10
12 200896 Шайба
13 200897 Пружина
14 200898 Шпилька резьбовая
15 200899 Привод
16 200900 Штифт
17 200901 Втулка
18 200902 Кольцо упорное Ф6
19 200903 Винт
20 200904 Шайба гофрированная
21 200905 Кольцо упорное
22 200906 Рычаг
23 200907 Рычаг
24 200908 Головка рычага
СХЕМА СБОРКИ УЗЛА НАТЯЖЕНИЯ
11. ФРЕЗЕРНЫЕ РАБОТЫ
11.1. Установка фрезерного оборудования
11.1.1. Отключите станок от источника питания.
11.1.2. Ослабьте фиксацию гаек (66). Демонтируйте поворотный суппорт (29).
Рис.22 Рис.23
11.1.3. На поперечном суппорте (31) установите и четырьмя специальным болтами с квадратными головками
через пазы (77 и 78) закрепите машинные тиски (79).
ВНИМАНИЕ! НЕ ПЫТАЙТЕСЬ ЭКСПЛУАТИРОВАТЬ СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ РАБОТ И
ВСЕХ ПРЕДВАРИТЕЛЬНЫХ ПРОВЕРОК В СООТВЕТСТВИИ С ДАННЫМ РУКОВОДСТВОМ
Page 17

*- позиция по схеме сборки
№* Код Наименование детали
1 200846 Плита
2 200847 Болт М8х20
3 200848 Вал
4 200849 Шайба Ф10
5 200850 Шайба пружинная Ф10
6 200851 Гайка М10
7 200852 Втулка
8 200853 Кольцо упорное Ф25
9 200854 Шайба
10 200855 Пружина
11 200996 Шарик Ф5
12 200857 Шкив
13 200858 Шкив
14 200859 Шайба
15 200860 Кольцо стопорное Ф12
16 201088 Масленка Ф6
17 200862 Шайба регулировочная
18 200863 Манжета
19 200864 Шкив
20 200865 Шайба
23
УЗЕЛ ПРИВОДА
№* Код Наименование детали
21 200866 Шайба пружинная Ф6
22 200867 Винт М6х25
23 200868 Крышка
24 200869 Винт М5х12
25 200870 Шайба Ф5
26 200871 Винт М5х8
27 200872 Кожух с шарниром
28 200873 Винт М4х10
29 200874 Шайба Ф6
30 200875 Винт М6х10
31 200867 Винт М6х25
32 200874 Шайба Ф6
33 200878 Пружина
34 200879 Винт М6х20
35 200880 Блок зажимной
36 200881 Гайка М6
37 200882 Ремень клиновой
38 200883 Ремень зубчатый
39 200884 Плита
СХЕМА СБОРКИ УЗЛА ПРИВОДА
16
ВНИМАНИЕ! ПЕРЕД ВЫПОЛНЕНИЕМ ПЕРЕНАСТРОЕК И ПЕРЕУСТАНОВОК ОБОРУДОВАНИЯ НЕОБХОДИМО
ВЫКЛЮЧИТЬ СТАНОК И ОТСОЕДИНИТЬ ВИЛКУ ОТ ЭЛЕКТРИЧЕСКОЙ РОЗЕТКИ
11.2. Установка патрона (Рис. 24-26)
11.2.1. В отверстие с правой стороны вставьте фиксирующий штифт
(81), предотвращающий вращение шпинделя (84). Снимите защитный
колпак (13), Рис. 2.
11.2.2. В конусное отверстие шпинделя (84) установите конусный
хвостовик сверлильного патрона (82). Придерживая сверлильный
патрон (82), в вернее отверстие шпинделя (84) установите и до
определённого усилия, используя ключ (см. комплектацию) в
резьбовое отверстие конусного хвостовика сверлильного патрона (82)
закрутите крепёжную шпильку (80).
11.2.3. Установите защитный колпак (13) , Рис. 2.
11.2.4. Для переустановки сверлильного патрона (82) необходимо
выполнить п. 12.2.1. Ослабьте положение крепёжной шпильки (80) на
Рис.24
1,5 – 2 оборота. Лёгким ударом пластикового или деревянного
молотка по головке крепёжной шпильки
(80) выведите конус
хвостовика сверлильного патрона (82) из зацепления с конусной
частью шпинделя (84).
11.2.5. Придерживая сверлильный патрон (82), выкрутите крепёжную
шпильку (80). Извлеките сверлильный патрон (82) из шпинделя (84).
11.3. Подготовка к работе (Рис. 2, 22, 23, 25)
11.3.1. Убедитесь, что станок отключен.
11.3.2. Перед включением станка убедитесь в том, что рычаг
переключения скорости (18) «высокая/низкая» находится в положении
«низкая», ручка регулятора
скорости (12) находится в крайнем
положении против часовой стрелки.
11.3.3. Проверьте наличие и исправность всех узлов и деталей станка.
11.3.4. Установите и надёжно закрепите заготовку на поперечном
Рис.25
суппорте (31) при помощи специальных универсальных прихватов и
прижимных планок (не комплектуются) или в предварительно
установленных тисках (79).
11.3.5. Проверьте надежность закрепления сверлильного патрона
(82),см.п. 11.2.
11.3.6. В сверлильном патроне (82) установите и, используя ключ
сверлильного патрона (83), закрепите необходимый режущий
инструмент.
11.3.7. Маховиком (35) подачи поперечного суппорта (31) или
маховиком (36) ручной подачи каретки (33) отведите режущий
инструмент достаточно далеко от заготовки.
11.3.8. Уберите все инструменты со станка и все препятствия вокруг
Рис.26
станка.
ВНИМАНИЕ! Перед включением убедитесь, что станок полностью
собран, и
ничто не мешает вращению двигателя станка; режущий
инструмент, зажимной патрон, шпиндель не касаются заготовки и
других предметов или частей станка.
11.4. Включение (Рис. 2, 27)
11.4.1. Отключите электрическую вилку шнура питания токарного
станка от розетки 220 В.
11.4.2. Вставьте электрическую вилку шнура питания фрезерного
оборудования станка в розетку с напряжением 220 В.
11.4.3. Поверните ручку (12) регулятора
положение (в направлении против часовой стрелки).
скорости в крайнее левое
11.4.4. Для включения станка откройте крышку (89) и нажмите на
кнопку включения (91). Для выключения станка нажмите на кнопку
выключения (90) или на крышку (89) магнитного пускателя (10).
11.4.5. Перед началом работы станок должен поработать 2-3 минуты.
За это время необходимо:
- поворотом вправо (по часовой стрелке) ручкой (12)
регулировки
скорости, плавно увеличить вращение шпинделя до максимальной
скорости
- убедиться, что все элементы станка надежно закреплены и работают
равномерно и без посторонних звуков.
11.4.6. Нажатием кнопки (90) выключите вращения шпинделя,
дождитесь полной остановки электродвигателя.
Рис. 27
Page 18

17
11.4.7. Установите рычаг переключения скорости (18) «высокая». Повторите включение и проверьте работу
станка в режиме «высокая» скорость. Проверьте аварийное выключение, для чего нажмите на крышку (89)
магнитного пускателя (10).
11.4.8. Если станок не включается и не горит индикаторная лампочка (88) – проверьте наличие и целостность
предохранителя (87).
ПРЕДУПРЕЖДЕНИЕ: СТУПЕНЧАТОЕ ПЕРЕКЛЮЧЕНИЕ СКОРОСТИ «ВЫСОКАЯ – НИЗКАЯ» ПРИ
РАБОТАЮЩЕМ ДВИГАТЕЛЕ НЕИЗБЕЖНО ПРИВЕДЕТ К ПОЛОМКЕ ШЕСТЕРЕН.
ПЕРЕКЛЮЧАЙТЕ СКОРОСТИ ТОЛЬКО ПОСЛЕ ПОЛНОЙ ОСТАНОВКЕ ЭЛЕКТРОДВИГАТЕЛЯ.
11.5. Сверление.
11.5.1. Станок укомплектован сверлильным патроном и без дополнительного переоборудования готов для
выполнения сверлильных работ.
11.5.2. Перемещения заготовки в продольном и поперечном направлениях во время сверления запрещаются.
11.5.3. Установка всякого вида фрез в сверлильный патрон (82) для выполнения фрезерных работ запрещается
(см. пункт 11.7.)
11.5.4. Частота вращения шпинделя и скорость врезания (подача) режущего инструмента
определяется
опытным путём или из справочной и учебной литературы с учётом технических характеристик станка, твёрдости
материала обрабатываемой заготовки и применяемого режущего инструмента.
11.6. Органы управления и контроля (Рис. 2, 7-9, 15,28)
11.6.1. Установка и подача режущего инструмента в вертикальном направлении относительно заготовки
производится вращением рычага (16) вертикальной подачи шпиндельной бабки (92).
11.6.2. Для того, чтобы управлять рычагом
(16) вертикальной подачи шпиндельной бабки (92), необходимо
произвести расцепление полумуфт перемещением рычага (16) в горизонтальной плоскости в направлении от
шпиндельной бабки (92).
11.6.3. Более точная установка и подача режущего
инструмента в вертикальном направлении относительно
заготовки производится с помощью вращения лимба (15)
подачи и контроля глубины точной обработки. Глубина
подачи контролируется по шкале (93), цена одного
деления = 0,025 мм
.
11.6.4. Для того чтобы перемещать шпиндель (84) лимбом
(15) подачи и контроля глубины точной обработки,
необходимо произвести зацепление полумуфт
перемещением рычага (16) в горизонтальной плоскости по
направлению к шпиндельной бабке (92).
11.6.5. Для установки шпиндельной бабки (92) в
фиксированном положении на стойке (94) необходимо
повернуть винт фиксации (17) по часовой стрелке до
определённого усилия.
11.6.6. Установка в выбранное положение и подача заготовки в продольном направлении производится
вращением маховика (36) ручной подачи каретки (33).
11.6.7. Установка и подача заготовки в поперечном направлении производится вращением маховика (35)
подачи поперечного суппорта (31). Расстояние подачи контролируется шкале лимба (65) . Цена одного деления
– 0,025 мм.
11.6.8. Для перемещения и установки ограничителя нижнего положения шпиндельной бабки (92) необходимо
повернуть рычаг фиксации (96) ограничителя нижнего положения (95) шпиндельной бабки (92) против часовой
стрелки, переместить ограничитель нижнего положения (95). Рычаг фиксации (96) ограничителя нижнего
положения (95) поверните до определённого усилия в обратном направлении.
11.6.9. Обнуление шкалы (93) лимба (15) производится вращением от руки до совмещения риски с нулевой
отметкой нониуса.
11.7. Дополнительное фрезерное оборудование и приспособления (Рис. 2, 24-26)
11.7.1. Дополнительное оборудование
и приспособления, представленные в данном разделе, в комплект
поставки станка «Корвет 407» не входят и приобретаются отдельно (см. пункт 12).
11.7.2. Станок не комплектуется фрезерным режущим инструментом и приспособлениями для удержания фрез
с цилиндрическим хвостовиком. При покупке необходимого вам инструмента и приспособлений обращайте
внимание на конус и резьбу хвостовика, которые должны соответствовать посадке
в шпинделе (84) и
установленной на вашем станке крепёжной шпильке (80).
11.7.3. Снимите защитный колпак (13), удерживая шпиндель (84), вставьте фиксирующий штифт (81). Рожковым
ключом (см. комплект поставки) открутите (против часовой стрелки) крепёжную шпильку (80) на 1,5 -2 оборота.
Лёгким ударом пластикового или деревянного молотка по головке крепёжной шпильки (80) выведите конус
хвостовика сверлильного патрона (82) из зацепления с ответной частью
шпинделя (84). Демонтируйте
сверлильный патрон (82).
11.7.4. В посадочное гнездо шпинделя (84) установите и закрепите цанговый патрон, фрезу (85) и т.п., (см.пункт
11.2. Установка патрона). Установите защитный колпак (13).
11.7.5. Режимы фрезерной обработки заготовки определяется опытным путём или из справочной и учебной
литературы с учётом технических характеристик станка, твёрдости обрабатываемого материала, глубины
прохода, скорости подачи
и применяемого режущего инструмента.
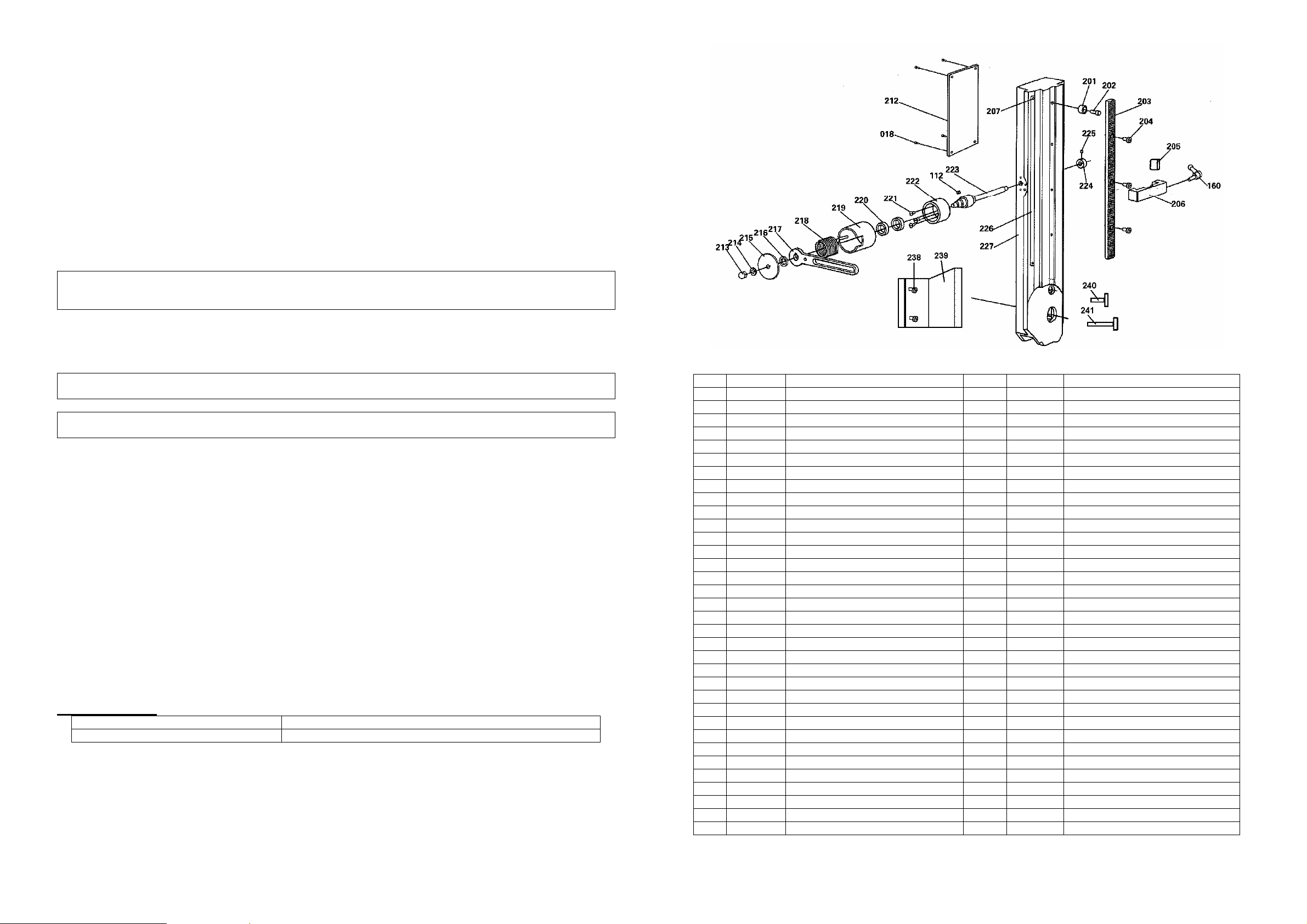
22
18. ДЕТАЛИ И СХЕМЫ СБОРКИ СТАНКА «КОРВЕТ 407»
Узел передней бабки
*- позиция по схеме сборки
№* Код Наименование детали
1 200823 Корпус передней бабки
2 200824 Фланец
3 200825 Шпиндель
4 200826 Шпонка
5 200827 Сальник
6 200828 Шарикоподшипник
7 200829 Крышка
8 200830 Кольцо распорное
9 200831 Шестерня 40Т
10 200832 Шкив
11 200833 Втулка
12 200834 Винт М4х6
13 200835 Гайка М28
14 200873 Винт М4х10
(1-24) 200836 Бабка задняя (в сборе)
15 200837 Вал
16 200838 Втулка распорная
17 200834 Винт М4х6
18 200840 Втулка
19 200841 Шестерня 80Т
20 200842 Кольцо стопорное
21 200843 Масленка
22 200844 Шестерня 40Т
23 200845 Шестерня 28Т
СХЕМА СБОРКИ ПЕРЕДНЕЙ БАБКИ
Page 19

21
16. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Главным в получении оптимальных результатов при использовании станка является правильная регулировка.
Лучше всего проверить все регулировки во время устранения неисправности
Неисправность Возможная причина Действия по устранению
1. Нет напряжения в сети питания
1. Проверить наличие напряжения в
сети
2. Неисправен выключатель 2. Проверить выключатель
1. Двигатель не
запускается
3. Сгорела обмотка двигателя
4. Питание не поступает, так как сетевой
выключатель разомкнут
3. Обратиться в
специализированную мастерскую
для ремонта.
4. Установить предохранитель или
контрольный выключатель
1. Низкое напряжение 1. Проверить напряжение в сети
2. Перегрузка по сети 2. Проверить напряжение в сети
3. Обратиться в
2. Двигатель не
развивает полную
скорость и не работает
на полную мощность
3. Обрыв в обмотке
4. Слишком длинный удлинительный шнур
специализированную мастерскую
для ремонта.
4. Заменить шнур на более
короткий, убедиться, что он
отвечает требованиям п.5.2.4.
1. Уменьшить нагрузку на
двигатель,
соблюдать режим работы для
данной операции.
2. Обратиться в
специализированную мастерскую
для ремонта
3. Установить предохранители или
прерыватели соответствующей
мощности
3. Двигатель
перегревается,
останавливается,
размыкает
прерыватели
предохранителей
1. Двигатель перегружен
2. Обмотки сгорели или обрыв в обмотке
3. Предохранители или прерыватели
имеют недостаточную мощность
17. СХЕМА СТРОПОВКИ
18
12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предупреждение: для собственной безопасности необходимо выключить станок и отсоединить
вилку от электрической розетки перед выполнением обслуживания станка.
12.1. Обслуживание
12.1.1. Содержите станок и рабочее место в чистоте. Не допускайте накапливание пыли, стружки и посторонних
предметов на станке и внутри корпуса. Освобождайте все трущиеся узлы и детали от пыли, стружки и посторонних
предметов. Периодически очищайте станок сжатым воздухом.
12.1.2. Заменяйте изношенные детали только оригинальными узлами и деталями в условиях специализированных
сервисных центрах. Электрические шнуры в случае износа или повреждения следует заменять немедленно.
12.1.3. Станок всегда необходимо проверять перед работой. Все неисправности должны быть устранены и
выполнены регулировки. Повреждения (забоины) поверхности салазок станка следует устранять при помощи
шабера. Проверяйте вручную плавность работы всех деталей.
12.1.4. После окончания работы удалите стружку со станка
и тщательно очистите все поверхности. Если
использовалась охлаждающая жидкость, убедитесь, что она полностью слита из поддона. Рабочие поверхности
должны быть сухими, слегка смазанными маслом.
12.1.5. Останавливайте станок, проверяйте состояние крепления и положения всех сопрягаемых деталей, узлов и
механизмов станка после 50 часов наработки.
12.2. Схема смазки (Рис. 29, 30, 31)
1. 1-2 капли масла на ось шестерни
2. Густая смазка на зубья шестерен и 1-2 капли масла на оси шестерен
3. Зубья шестерен слегка покрыть машинным маслом и 1-2 капли масла на
оси шестерен
4. Направляющие слегка смазать маслом
5. Салазки смазать густой смазкой по всей длине
6. Ходовой винт смазать маслом по всей длине
7. Концевые опоры: 1-2 капли масла
8. Винт и
направляющие поворотного суппорта слегка смазать маслом
9. Поверхность задней бабки: 1-2 капли масла
10. Поверхность каретки: 1-2 капли масла
12. Четыре масленки коробки передач: 1-2 капли масла в каждую
12. Механизм рычага включения автоматической подачи:1-2 капли масла
13. В фартук каретки: 1-2 капли масла
14. Пиноль задней бабки слегка смазать маслом по всей длине
Рис.29
Рис.30 Рис.31
12.2.1. Смазывайте все указанные места ежедневно. Если станок эксплуатируется длительно и непрерывно, смазку
производите два раза в смену.
12.3. Замена угольных щеток
Заменяйте угольные щетки, когда они изношены до 4,8 мм их длины. Щетки необходимо менять парами. Для
безопасной и надежной работы станка помните, что ремонт, обслуживание и регулировка
станка должны
проводиться в условиях сертифицированных сервисных центров с использованием только оригинальных запасных
частей и расходных материалов.
Page 20

19
13. РЕКОМЕНДУЕМЫЕ ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ
ООО «ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ» предлагает приспособления и инструмент для
металлообрабатывающих станков:
Артикул Наименование
23310 Неподвижный люнет
23311 Подвижный люнет
23312 Планшайба
23313 4-х кулачковый патрон
23314 Вращающийся центр
23315 Патрон сверлильный 16мм
23316 Патрон сверлильный 13мм
23317 Токарный хомутик Ø 38мм
23318 Токарный хомутик Ø 22мм
23319 Жёсткий центр МT 3
23320 Жёсткий центр
23360 Набор резцов 5 шт.
23361 Набор резцов 6 шт.
23362 Набор резцов 11ш.
23314 23315 -23316 23317 -23318 23319 -23320
МT 2
23310 23311 23312
23362 23313
20
14. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
Станок модели "КОРВЕТ 407" соответствует требованиям: ГОСТ Р 50786-95, ГОСТ 12.2.009-99, обеспечивающим
безопасность жизни, здоровья потребителей и охрану окружающей среды и признан годным к эксплуатации.
Дата изготовления ”___”_____________ 20 г. ОТК _____________ штамп
подпись
Дата продажи “___”_____________ 20 г. __________________
подпись продавца штамп магазина
14. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Производитель гарантирует надёжную работу
правильности монтажа, соблюдении правил эксплуатации и обслуживания, указанных в руководстве по
эксплуатации.
Гарантийный срок – 12 месяцев с дня продажи через розничную торговую сеть. Срок службы – 5 лет.
Гарантия распространяется только на производственные дефекты, выявленные в процессе эксплуатации станка в
период гарантийного срока. В случае нарушения работоспособности
имеет право на его бесплатный ремонт.
В гарантийный ремонт принимается станок при обязательном наличии правильно и полностью
оформленного и заполненного гарантийного талона установленного образца на представленный для
ремонта станок с штампом торговой организации и подписью покупателя.
В гарантийном ремонте может быть отказано:
1. При отсутствии гарантийного талона.
2. При нарушении пломб, наличии следов разборки на корпусе, шлицах винтов, болтов, гаек и прочих следов
разборки, или попытки разборки станка.
3. Если неисправность станка стала следствием нарушения условий хранения, попадания внутрь
предметов, жидкостей, нарушения условий эксплуатации (эксплуатация без необходимых насадок и приспособлений,
эксплуатация не предназначенным режущим инструментом, насадками, дополнительными приспособлениями и т.п.).
4. При перегрузке или заклинивании двигателя (одновременный выход из строя ротора и статора, обеих обмоток
статора).
5. При механическом повреждении сетевого шнура или штепселя.
6. При механическом повреждении корпуса
Гарантия не распространяется на:
- сменные принадлежности (аксессуары и оснастка), например: пилки, пильные диски, пильные ленты, отрезные
диски, ножи, сверла, элементы их крепления, патроны сверлильные, цанги, буры, подошвы шлифовальных и
ленточных машин, фильтры и т.п.;
- быстроизнашивающиеся детали, если на них присутствуют следы эксплуатации, например: угольные щетки,
приводные ремни, сальники, защитные кожухи, направляющие и протяжные ролики, цепи приводные, резиновые
уплотнения и т.п. Замена их в течение гарантийного срока является платной услугой;
- шнуры питания, в случае повреждения изоляции, подлежат обязательной замене без согласия владельца (услуга
платная);
- расходные материалы, например: лента шлифовальная, заточные, отрезные и шлифовальные круги и т.п.
Предметом гарантии не является неполная комплектация станка, которая могла быть выявлена при продаже.
Претензии от третьих лиц не принимаются.
Станок в ремонт должен сдаваться чистым, в комплекте с принадлежностями.
РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЮ:
Во всех случаях нарушения нормальной работы
появление постороннего запаха, дыма, вибрации, стука, повышенной искры на коллекторе – прекратить работу
и обратиться в Сервис - Центр «Корвет» или гарантийную мастерскую.
Гарантийный, а также послегарантийный ремонт производится оригинальными деталями и узлами только в
гарантийных мастерских, указанных в перечне «Адреса гарантийных мастерских».
Примечание:
Техническое обслуживание станка
по эксплуатации, диагностика не относятся к гарантийным обязательствам и оплачиваются согласно
действующим расценкам Сервис - Центра.
С гарантийными обязательствами ознакомлен и согласен: _______________, _________________
дата подпись
Сервис-Центр “Корвет” тел./ факс (4732) 39-24-86, 61-96-45
E-mail: petrovich@enkor.ru
E-mail: orlova@enkor.ru
Изготовитель:
ШАНХАЙ ДЖОЕ ИМПОРТ ЭНД ЭКСПОРТ КО., ЛТД.
Китай-Рм 339, № 551 ЛАОШАНУЧУН, ПУДОНГ, ШАНХАЙ, П.Р.
Импортер: ООО «ЭНКОР - Инструмент - Воронеж»:
394018, Воронеж, пл. Ленина, 8. Тел./факс: (4732) 39-03-33
E-mail: opt@enkor.ru
и его деталей.
, проведение регламентных работ, регулировок, указанных в руководстве
станка модели «Корвет» при соблюдении условий хранения,
станка в течение гарантийного срока владелец
посторонних
станка, например: падение оборотов, изменение шума,
 Loading...
Loading...