

Page 1

Page 2

Page 3

Уважаемый покупатель!
Вы приобрели комбинированный станок для работ по дереву, изготовленный в КНР компанией
ИНСТРИМПЕКС под контролем российских специалистов по заказу ООО «ЭНКОР-ИНСТРУМЕНТВОРОНЕЖ».
Перед
вводом в эксплуатацию комбинированного станка для работ по дереву внимательно и до конца
прочтите настоящее руководство по эксплуатации и сохраните его на весь срок использования станка.
СОДЕРЖАНИЕ
1. ОБЩИЕ УКАЗАНИЯ
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
3. КОМПЛЕКТНОСТЬ СТАНКА
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
4.2. Дополнительные указания по обеспечению безопасности при работе с деревообрабатывающим
станком.
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
5.1. Электрические соединения. Требования к шнуру питания
5.2 Требования к двигателю
6. РАСПАКОВКА
7. УСТРОЙСТВО СТАНКА
8. СБОРКА
8.1. Монтаж станка
8.2. Сборка станка
8.3. Установка фрезерного оборудования
9. ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
9.1. Установки и настройки перед началом фрезерных работ
9.2. Установки и настройки перед началом пильных работ
9.3. Установки и настройки перед началом строгальных работ
9.4. Регулировка высоты строгальных ножей (замена, установка)
9. 5. Регулировка стола подачи
9.6. Регулировка направляющей планки
9.7. Подготовка к работе
9.8. Включение/выключение
9.9. Фрезерование, сверление, строгание, пиление
10. ОПОРА РОЛИКОВАЯ
11. ПЫЛЕСОСЫ ДЛЯ СБОРА СТРУЖКИ И ДРЕВЕСНОЙ ПЫЛИ
12. ТЕХНИЧЕСКОЕ
13. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
14. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
15. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ЭЛЕКТРИЧЕСКАЯ СХЕМА СТАНКА "КОРВЕТ 322"
СХЕМА И ДЕТАЛИ СБОРКИ СТАНКА "КОРВЕТ 322 "
Настоящее руководство по эксплуатации предназначено для изучения и правильной эксплуатации
комбинированного станка для работ по дереву модели "КОРВЕТ 322 ".
1.1. Комбинированный станок для работ по дереву "КОРВЕТ 322 " (далее станок) предназначен для
обработки деревянных заготовок: строгания по направляющей планке, строгания в размер по толщине,
продольного и поперечного пиления, выполнения ряда сверлильных и фрезерных операций.
1.2. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
1.3. Станок может
- температура окружающей среды от 1 до 35 °С;
- относительная влажность воздуха до 80 % при температуре 25 °С.
1.4. Если станок внесен в зимнее время в отапливаемое помещение с улицы или из холодного
помещения, не распаковывайте и не включайте его в течение 8 часов. Станок должен прогреться до
температуры окружающего воздуха
из-за сконденсировавшейся влаги на деталях электродвигателя.
1.5. Приобретая станок, проверьте его работоспособность, комплектность, наличие гарантийных талонов
в руководстве по эксплуатации, дающих право на бесплатное устранение заводских дефектов в период
гарантийного срока при наличии на них даты продажи, штампа магазина и
штампа продавца.
1.6. После продажи станка претензии по некомплектности не принимаются.
ОБСЛУЖИВАНИЕ
1. ОБЩИЕ УКАЗАНИЯ
эксплуатироваться в следующих условиях:
. В противном случае, станок может выйти из строя при включении
1
разборчивой подписи или
Page 4
2
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры станка приведены в табл. 1
Таблица 1.
Наименование параметра Значение параметра
Двигатель
Номинальное напряжение питания, В. 220 ± 22
Частота сети, Гц. 50
Род тока.
Номинальная мощность двигателя, Вт. 1500
Тип двигателей асинхронный
Строгание
Частота вращения шпинделя, об/мин. 3500
Максимальная ширина строгания, мм 200
Максимальная глубина строгания, мм 3
Общая длина рабочей поверхности строгального стола, мм 857
Размеры строгального ножа, мм 200х30х3
Количество строгальных ножей, шт. 3
Наклонное строгание по направляющей планке, град +45
Строгание в размер по толщине
Частота вращения шпинделя, об/мин. 3500
Максимальная ширина строгания, мм 200
Максимальная глубина строгания, мм 3
Минимальная длина заготовки, мм 150
Размер рабочей поверхности строгального стола, (шир. х дл.)мм 205х552
Высота пропускаемого материала, мм 6-90
Скорость автоматической подачи, м/мин 6,5
Количество строгальных ножей, шт. 3
Пиление
Частота вращения шпинделя, об/мин. 3500
Размеры пильного диска (диаметр, толщина, посадка), мм 254х3х25,4
Максимальный размер поперечного пиления, мм 270
Максимальная глубина пиления, мм 70
Размер рабочей поверхности пильного стола, (шир. х дл.)мм 140х600
Размер рабочей поверхности суппорта пильного стола, (шир. х дл.)мм 320х220
Фрезерование / сверление
Наружный диаметр насадной фрезы, мм 70
Посадочный диаметр насадной фрезы, мм 20
Диаметр шпинделя, мм. 18
Ширина фрезерования, мм 40
Максимальная высота заготовки, мм 60
Максимальный диаметр пальчиковой фрезы (сверла), мм 12
Максимальная глубина фрезерования (сверления), мм 90
Размер рабочей поверхности фрезерного стола, (шир. х дл.)мм 70х370
Размер рабочей поверхности суппорта, (шир. х дл.)мм 170х280
Общие
Диаметр патрубка пылесборника, мм 100
Ремень А-900, А-800
Уровень звука, дБА не более 80
Масса, кг. 135
Габаритные размеры станка (HхLхB), мм 1550х960х1440
2.1.1. По электробезопасности станок модели "КОРВЕТ 322" соответствует I классу защиты от
поражения электрическим током.
В связи постоянным совершенствованием технических характеристик моделей оставляем за
собой право вносить изменения в конструкцию. При необходимости информация об этом
будет прилагаться отдельным листом к «Руководству»
переменный,
однофазный
Page 5
30
3
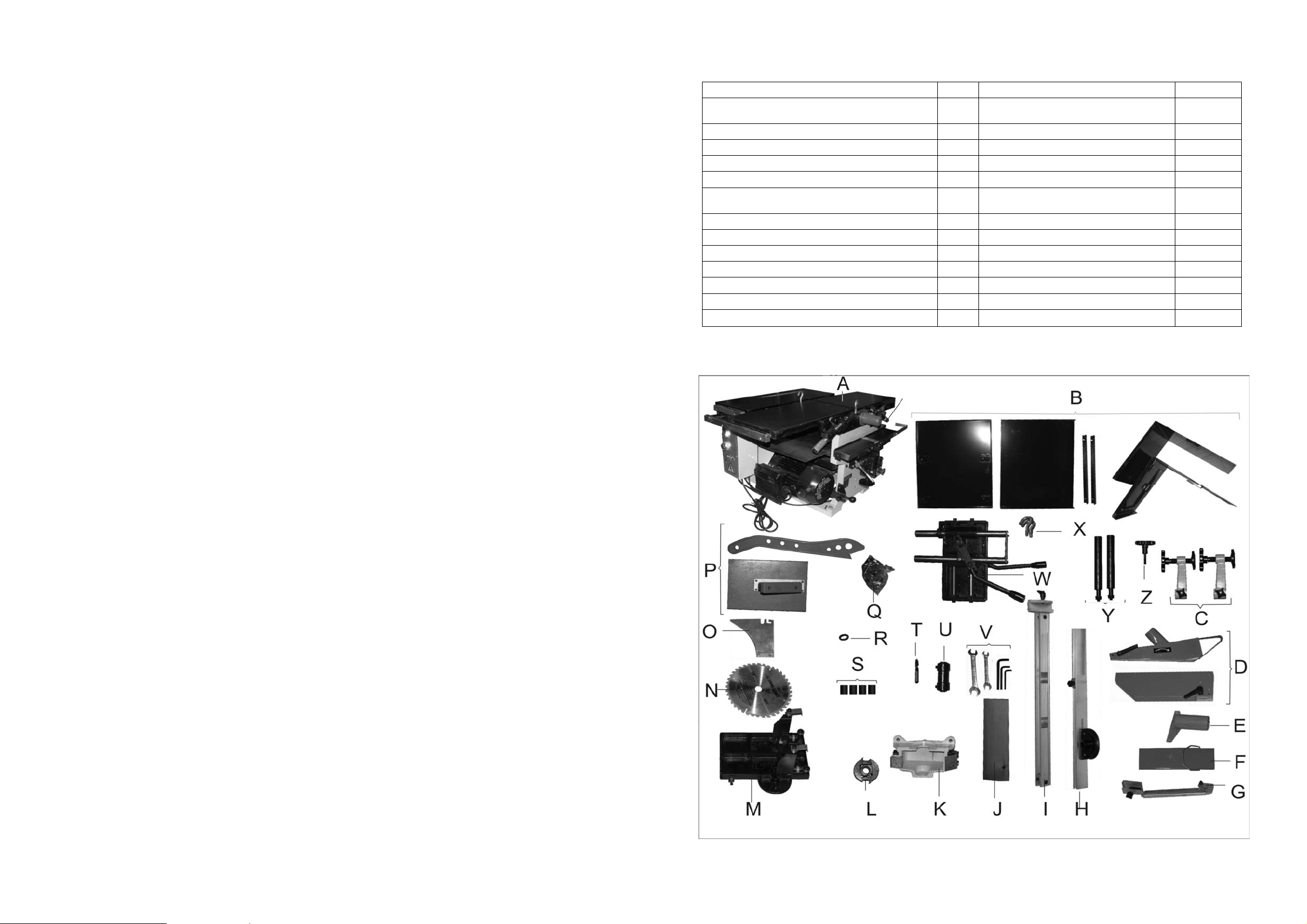
3.1. В комплект поставки входит (Рис.1):
A. Станок "КОРВЕТ 322 " 1 шт. N. Пильный диск 1 шт.
B. Основание сборное 1ком
C. Прижимное устройство 2 шт. P. Толкатель 2 шт.
D. Защитный кожух (пильного диска) 2 шт. Q. Крепёжные детали 1компл.
E. Стакан защитный 1 шт. R. Кольцо 1 шт.
F. Защитный кожух (строгального вала) 1 шт. S. Разрезная вставка 4 шт.
G. Кронштейн защитной планки
(строгального вала)
H. Направляющая скоса 1 шт. T. Сверло 1 шт.
I. Направляющая планка 1 шт. V. Ключи 5 шт.
J. Защитный кожух (строгального вала) 1 шт. W. Суппорт (фрезерный) 1 шт.
K. Кожух (фрезерной головки) 1 шт. X. Рым-болт 2 шт.
L. Фрезерная головка 1 шт. Y.Стойка 2 шт.
M. Суппорт (пильный) 1 шт. Z. Винт фиксации 1 шт.
Упаковка 1 шт. Руководство по эксплуатации 1 шт.
Код для заказа 10322
3. КОМПЛЕКТНОСТЬ СТАНКА
O. Расклиниватель 1 шт.
пл.
1 шт. U. Фрезерный патрон 1 шт.
Page 6
4
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
ПРЕДУПРЕЖДЕНИЕ: не подключайте станок к сети питания до тех пор, пока внимательно не
ознакомитесь с изложенными в «Руководстве» рекомендациями и поэтапно не изучите все пункты
настройки и регулировки станка.
4.1.1. Ознакомьтесь с Вашим станком
4.1.2. Правильно устанавливайте и всегда содержите в рабочем состоянии все защитные устройства.
4.1.3. Выработайте в себе привычку: прежде чем включать станок убедитесь в том, что все используемые при
настройке инструменты удалены со станка.
4.1.4. Место проведения работ станка должно быть ограждено. Содержите рабочее место в чистоте, не
допускайте
скользким полом, например, засыпанном опилками или натертом воском.
4.1.5. Запрещается эксплуатация станка в помещениях с влажностью воздуха более 80%.
4.1.6. Дети и посторонние лица должны находиться на безопасном расстоянии от рабочего места. Запирайте
рабочее помещение на замок.
4.1.7. Используйте станок только по назначению
станка, а также использование станка для работ, на которые он не рассчитан.
4.1.8. Одевайтесь правильно. При работе на станке не надевайте излишне свободную одежду, перчатки,
галстуки, украшения. Они могут попасть в подвижные детали станка. Всегда работайте в нескользящей обуви
и убирайте назад длинные волосы.
4.1.9. Всегда
ударам; работайте с применением наушников для уменьшения воздействия шума.
4.1.10. При работе стойте на диэлектрическом коврике .
4.1.11. При отсутствии на рабочем месте эффективных систем пылеудаления рекомендуется использовать
индивидуальные средства защиты дыхательных путей (респиратор), поскольку пыль при обработке
некоторых материалов (чугун
4.1.12. Сохраняйте правильную рабочую позу и равновесие. Не наклоняйтесь над вращающимися деталями и
агрегатами, и не опирайтесь на работающий станок.
4.1.13. Контролируйте исправность деталей станка, правильность регулировки подвижных деталей,
соединений подвижных деталей, правильность установок под планируемые операции. Любая неисправная
деталь должна немедленно ремонтироваться
4.1.14. Перед началом любых работ по настройке или техническому обслуживанию станка отсоедините вилку
шнура питания станка от розетки электросети.
4.1.15. Используйте только рекомендованные комплектующие. Соблюдайте указания, прилагаемые к
комплектующим. Применение несоответствующих комплектующих может стать причиной несчастного случая.
4.1.16. Не оставляйте станок без присмотра. Прежде чем покинуть рабочее место, выключите станок,
дождитесь полной остановки двигателя и отключите шнур из сети.
4.1.17. Перед первым включением станка обратите внимание на правильность сборки и надежность установки
станка.
4.1.18. Если Вам что-то показалось ненормальным в работе станка, немедленно прекратите его
эксплуатацию.
4.1.19. Не допускайте неправильной эксплуатации шнура. Не тяните за шнур при отсоединении вилки от
розетки.
4.1.20. После запуска станка дайте ему поработать не менее 1-2 мин. на холостом ходу. Если в это время Вы
услышите посторонний шум или почувствуете сильную вибрацию, выключите станок, отсоедините вилку
шнура питания от розетки электрической сети и установите
выявления и устранения причины неисправности.
4.1.21. Не работайте на станке, если принимаете лекарства, или находитесь в состоянии алкогольного или
наркотического опьянения
4.2. Дополнительные указания по обеспечению безопасности при работе с деревообрабатывающим
станком.
4.2.1. Никогда не включайте станок, если не установлены защитные кожухи или крышки вращающихся
и элементов, и элементов электропроводки, предусмотренные конструкцией.
4.2.2. Не включайте станок с незакрепленным режущим инструментом. Обеспечивайте необходимое
крепление и положение режущего инструмента.
4.2.3. Используйте только заточенный режущий инструмент, соответствующий предполагаемой операции.
4.2.4. Не включайте и не выключайте станок при не отведённой от режущего инструмента заготовке.
4.2.5. Не пытайтесь остановить двигатель, систему
фрезу руками или какими-то либо предметами.
4.2.6. Никогда не вставляйте пальцы в отверстие выхода опилок.
загромождения посторонними предметами. Не допускайте использование станка в помещениях со
. Не допускается самостоятельное проведение модификаций
работайте в защитных очках: обычные очки таковыми не являются, поскольку не противостоят
, стеклотекстолит и т.д.) может вызывать аллергические осложнения.
или заменяться.
Оберегайте шнур от нагревания, от попадания масла и воды и повреждения об острые кромки.
причину этого явления. Не включайте станок до
узлов
передачи вращения, рабочий вал, пильный диск или
29
Page 7

28
5
4.2.7. Обеспечивайте надёжное прижатие и положение на рабочем столе обрабатываемой заготовки.
4.2.8. Не форсируйте режим работы, рекомендованный для данной операции.
4.2.9. Обрабатывайте только качественную древесину. На заготовке не должно быть слабых или очень
крепких сучков, гвоздей, винтов, камней или иных инородных предметов, которые могут привести к поломке
режущего инструмента. Вылет обломков режущего
нанести травму.
4.2.10. Прижимные и направляющие устройства должны быть установлены в соответствии с рабочим
заданием.
4.2.11. При работе с узкими и короткими заготовками пользуйтесь специальными захватами и прижимами.
4.2.12. Заготовку необходимо прижимать к столу и направляющей планке прижимными устройствами. В
остальных случаях, при ручной подаче заготовок, необходимо
помощи колодок или толкателей.
4.2.13. Длинные заготовки должны обрабатываться только с использованием дополнительных роликовых
опор.
4.2.14. Никогда не стойте на одной линии с линией подачи заготовки. Во избежание травмы при отдаче
заготовки, всегда стойте боку.
4.2.15. Производите измерения обрабатываемой заготовки, если она находится на столе станка
помощи мерительных приборов и инструментов только после полной остановки вращающихся элементов
станка.
4.2.16. Ограничьте себя от попадания стружки.
4.2.17. Не допускайте скопление стружки на столе станка.
4.2.18. Стружку убирайте при помощи крючка и щётки при выключенном станке.
4.2.19. Останавливайте станок, проверяйте состояние крепления и положение всех сопрягаемых деталей,
узлов и механизмов
4.2.20. При Т.О. не допускайте попадания смазочных материалов на кнопки и рычаги управления.
4.2.21. К работе со станком допускаются подготовленные и имеющие опыт работы на
деревообрабатывающих станках рабочие не моложе 16 лет.
ВНИМАНИЕ: Проверьте соответствие напряжения источника питания и соединений требованиям
Вашего
станка.
5.1. Электрические соединения. Требования к шнуру питания
5.1.1. Запрещается переделывать вилку станка, если она не входит в розетку питающей сети.
Квалифицированный электрик должен установить соответствующую розетку.
5.1.2. При повреждении шнура питания станка его должен заменить изготовитель или сертифицированный
Сервисный
ПРЕДУПРЕЖДЕНИЕ: Этот станок предназначен для использования только в сухом помещении. Не
допускайте установку станка во влажных помещениях.
5.2 Требования к двигателю
ВНИМАНИЕ! Для исключения опасности повреждения двигателя регулярно очищайте двигатель от
стружки и пыли. Таким образом обеспечивается его беспрепятственное охлаждение.
5.2.1. Если двигатель не запускается или внезапно останавливается при работе, сразу
Отсоедините вилку шнура питания станка из розетки и попытайтесь по таблице возможных неисправностей
найти и устранить возможную причину.
5.2.2. Устройство защиты или автомат защиты необходимо регулярно проверять, если:
- двигатель постоянно перегружается;
- колебания напряжения сети в пределах ±10% относительно номинального значения не влияют на
нормальную работу станка. Однако, при
напряжение 220 В.
5.2.3. Чаще всего проблемы с двигателем возникают при плохих контактах в разъёмах при перегрузках,
пониженном напряжении питания (возможно, вследствие недостаточного сечения подводящих проводов).
Поэтому всегда с помощью квалифицированного электрика проверяйте все разъёмы, рабочее напряжение и
потребляемый ток.
5.2.4. При большой длине и
дополнительное падение напряжения, которое приводит к проблемам с двигателем. Поэтому для
нормального функционирования этого станка необходимо достаточное поперечное сечение подводящих
проводов. Приведённые в таблице данные о длине подводящих проводов относятся к расстоянию между
распределительным щитом, к которому подсоединен станок, и вилкой штепсельного
этом не имеет значения, осуществляется подвод электроэнергии к станку через стационарные подводящие
провода, через удлинительный кабель или через комбинацию стационарных и удлинительных кабелей.
Удлинительный провод должен иметь на одном конце вилку с заземляющим контактом, а на другом – розетку,
совместимую с вилкой Вашего станка.
Предупреждение: Станок должен быть
Длина подводящих проводов Необходимое поперечное сечение медных проводов
До 15м 1,5 мм
станка. Для этого достаточно взглянуть на табличку с техническими данными на двигателе
центр.
станка после 50 часов наработки.
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
тяжёлой нагрузке необходимо, чтобы на двигатель подавалось
малом поперечном сечении подводящих проводов на этих проводах происходит
заземлен.
инструмента или вышеуказанных предметов могут
подавать заготовки на режущий инструмент при
, при
же отключите станок.
разъёма станка. При
2
Page 8

6
6. РАСПАКОВКА
6.1.Откройте коробку, извлеките станок и все
комплектующие детали.
6.2. Проверьте комплектность станка согласно
разделу 3.
ВНИМАНИЕ: На некоторые детали нанесено
защитное покрытие. Для обеспечения правильной
сборки и работы, снимите защитное покрытие
уайт-спиритом с помощью мягкой салфетки.
Растворители могут повредить поверхность. Для
очистки окрашенных, пластмассовых и резиновых
деталей используйте мыло и воду. Тщательно
протрите все детали чистой сухой салфеткой и
слегка смажьте жидким маслом все обработанные
поверхности.
6.3. При монтаже и перемещении станка
рекомендуется использовать подъемные
механизмы и стропы грузоподъемностью не
менее 200 кг.
6.4. Производите строповку за два рым-болта,
устанавливаемые в специальные резьбовые
отверстия в верхней части станка (см. схему
строповки). После сборки станка выверните рымболты и сохраните в надежном месте.
СХЕМА СТРОПОВКИ
7. УСТРОЙСТВО СТАНКА
7.1. Станок состоит из следующих сборочных единиц и деталей (Рис.2, 3)
27
СХЕМА СБОРКИ «КОРВЕТ 322» (Рис. LTO 6) , Рис. LTO 7)
Рис. 2
Page 9

26
ДЕТАЛИ СБОРКИ «КОРВЕТ 322» (Рис. LTO 6)
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 127823 Корпус прерывателя В2 127831 Втулка BD97-4 -16х1.5 (3)
2 127824 Прокладка В3 127832 Втулка BD97-4 -20х1.5
3 127825 Коробка В4 127833 Вставка плавкая RT14-20 2А
Медный стержень в ПВХ
4 127826 Пластина нижняя В5 127834
5 127827 Шильдик заземления В6 127835
6 127828 Накладка В7 127836
7 127829 Крышка В8 127837
В1 127830 Е-кнопка ST-4Y
изоляции и кабель RVV-300/500
2х1.5 (1,2 м)
Медный стержень в ПВХ
изоляции и кабель RVV-300/500
4х1.5 (1 м)
Кабель (с разъемом) Y003-ZFB
16А 250В (2.5 м)
Магнитный пускатель СК32G/250В 13А – РА
ДЕТАЛИ СБОРКИ «КОРВЕТ 322» (Рис. LTO 7)
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 127838 Крышка 4 127841 Плита нижняя
2 127839 Рама передняя 5 127842 Рама задняя
3 127840 Уголок (2) 6 127843 Плита верхняя
1. Основание
2. Патрубок
3. Направляющая (пильного суппорта)
4. Рабочий стол (пильный)
5. Расклиниватель
6. Диск пильный
7. Суппорт (пильный)
8. Направляющая скоса
9. Стойка
10. Винт фиксации
11. Прижимное устройство (пильное)
12. Винт фиксации
13. Защитный кожух (пильного диска)
14. Защитный кожух (строгального
15. Направляющая планка
16. Винт фиксации
17. Кронштейн защитной планки (строгального вала)
18. Стойка
19. Винт фиксации
20. Винт фиксации
21. Суппорт (фрезерный)
вала)
7
22. Рычаг продольной подачи (фрезерного суппорта)
23. Стол подачи (строгальный)
24. Ручка регулировки (высоты рабочего стола
рейсмуса)
25. Ручка включения/выключения автоматической
подачи
26. Ручка фиксации (рабочего стола рейсмуса)
27. Удлинитель (фрезерного
28. Рабочий стол (фрезерный)
29. Удлинитель ( рабочего стола рейсмуса)
30. Рабочий стол (рейсмуса)
31. Патрубок пылесборника
32. Кожух (фрезерной головки)
33. Ручка (регулировки глубины строгания)
34. Винт фиксации (установки приёмного стола)
35. Подвижный упор (фрезерного стола)
36. Рычаг поперечной подачи (фрезерного суппорта)
37. Маховик поперечной подачи (фрезерного стола)
38. Электродвигатель
39. Ручка фиксации (положения фрезерного
40. Магнитный пускатель
41. Маховик (установки высоты фрезерного стола)
42. Станина
рабочего стола)
стола)
Рис. 3
Page 10

8
8. СБОРКА
25
СХЕМА СБОРКИ «КОРВЕТ 322» (Рис. LTO 5)
ВНИМАНИЕ! НЕ ПЫТАЙТЕСЬ ЭКСПЛУАТИРОВАТЬ СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ
РАБОТ И ВСЕХ ПРЕДВАРИТЕЛЬНЫХ ПРОВЕРОК В СООТВЕТСТВИИ С ДАННЫМ
РУКОВОДСТВОМ
8.1. Монтаж станка (Рис. 4а, 4б)
8.1.1. Станок должен устанавливаться на прочной ровной поверхности пола. При выборе места для
установки станка убедитесь, что помещение достаточно освещено и, что оператор не будет работать в
собственной тени
8.1.2. Как показано на Рис. 4а, собрать основание (1), на основание (1), используя грузоподъёмный
механизм см. п.п. 6.3-6.4, установить и закрепить станину (42) станка четырьмя болтами (43).
8.1.3. Для повышенной устойчивости, станок может быть прикреплён к полу. Используйте для этой
цели анкерное соединение.
8.2. Сборка станка
8.2.1. Как показано на Рис.5,6 демонтировать рабочий стол (4), установить и
(6). На внутренней стороне рабочего стола установить и закрепить расклиниватель (5). Установить и
закрепить рабочий стол (4).
8.2.2. На расклинивателе (5) установить и фиксирующей ручкой (44) закрепить защитный кожух (13)
Рис.6.
.
закрепить пильный диск
Page 11

24
ДЕТАЛИ СБОРКИ «КОРВЕТ 322» (Рис. LTO 5)
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 127775 Кожух 24 127799 Кожух верхний
2 127776 Ограничитель (2) 25 127800 Кожух
127777 26 127801 Пластина
3 127778
Направляющая пильного
стола
27 127802 Втулка (2)
4 127779 Опора (2) 28 127803 Втулка распорная (4)
5 127780 Втулка распорная (4) 29 127804 Колесо (2)
6 127781 Стол пильный 30 127805 Скоба (2)
7 127782 Стойка 31 127806 Стол пильный
8 127783 Ручка 32 127807 Фиксатор
9 127784 Втулка 33 127808 Транспортир
10 127785 Кронштейн 34 127809 Винт
11 127786 Гайка 35 127810 Ручка
12 127787 Расклиниватель 36 127811 Кожух
13 127788 Ручка 37 127812 Направляющая скоса
14 127789 Кожух защитный 38 127813 Прижим
15 127790 Кожух защитный 39 127814 Винт
16 127791 Вставка защитного кожуха 40 127815 Рычаг
17 127792 Вставка защитного кожуха 41 127816 Винт
18 127793 Вставка защитного кожуха 42 127817 Плита опорная (2)
19 127794 Вставка защитного кожуха 43 127818 Втулка распорная (2)
20 127795 Ручка В1 127819 Маховик В10х80
21 127796 Скоба В2 127820 Ручка ВМ8х63 (2)
22 127797 Прижим В3 127821 Подшипник 80100 (4)
23 127798 Шпилька (3) В4 127822 Ручка 8х40 (2)
9
8.2.3. На направляющую (3), предварительно вывернув ограничительный болт с одной стороны
направляющей (3), установите пильный суппорт (7), ограничительный болт и, при необходимости,
отрегулируйте положение роликов (45), Рис.7.
8.2.4. На пильном суппорте (6) установите и закрепите стойку (9), направляющую скоса (8) и прижимное
устройство (11), Рис.2,7.
8.2.5. На рельсе (46) установите и ручкой (47) закрепите направляющую планку (15), Рис.8.
8.2.6. На боковой поверхности стола
рабочего вала (17). На кронштейне (17) установите и закрепите защитную планку (48), Рис.9.
8.2.7. При работе со станком, когда не используется строгальный вал (49) в режиме строгания (фугования),
установите и закрепите защитный кожух (50), Рис.10.
8.2.8. При работе со станком, когда не используется пильный диск (6), вместо защитного кожуха (13), Рис.6,
установите
8.2.9. На фрезерном рабочем столе (28) установите и закрепите фрезерный суппорт (21), Рис.11.
8.2.10. На суппорте (21) установите и закрепите стойку (18) и на ней прижимное устройство (57), Рис.2,12.
8.3. Установка фрезерного оборудования
8.3.1. При выполнении фрезерных операций с применением пальчиковых фрез (53) на выступающую часть
(шпиндель) строгального вала (49) установите и закрепите специальный
8.3.2. В специальный фрезерный патрон (52) вставьте необходимую разрезную вставку (см.комплектность)
сквозной прорезью перпендикулярно болту фиксации, установите пальчиковую фрезу (53) и, используя
шестигранный ключ (см.комплектность), закрепите пальчиковую фрезу (53), Рис.11.
8.3.3.Установите и закрепите защитный колпак(58), Рис.12
и закрепите защитный кожух (51), Рис.10.
подачи (23) установите и закрепите кронштейн защитной планки
фрезерный патрон (52), Рис.11.
Page 12

10
23
СХЕМА СБОРКИ «КОРВЕТ 322» (Рис. LTO 4)
8.3.4. При выполнении фрезерных операций с
применением фрезерной головки (59) или
насадных фрез (не комплектуется) необходимо
установить ее на выступающую часть (шпиндель)
строгального вала (49). Учитывая направление
движения, установите и закрепите выше
перечисленный режущий инструмент ,Рис.11,13.
8.3.5. При установке фрезерной головки (59) (или
насадной фрезы), при необходимости установите
шайбу (60), так чтобы перекрыть 1-2 оборота
резьбы на
не удастся гайкой (61) закрепить фрезу или
фрезерную головку , Рис.13.
8.3.6. Как показано на Рис. 14 установить и
закрепить кожух фрезерной головки (32) Рис.13.
ВНИМАНИЕ! Внутренний диаметр отверстия
разрезной втулки должен строго
соответствовать диаметру хвостовика
используемой пальчиковой фрезы (сверла).
8.3.7. При выполнении строгальных или пильных
операций свободная часть шпинделя,
предназначенная для крепления фрезерного
оборудования и режущего инструмента, должна
быть закрыта защитным стаканом (63), Рис 15.
шпинделе (62). В противном случае Вам
Page 13

22
ДЕТАЛИ СБОРКИ «КОРВЕТ 322» (Рис. LTO 4)
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 127722 Пластина 28 127749 Кольцо
2 127723 Пружина (2) 29 127750 Накладка
3 127724 Втулка (4) 30 127751 Уголок опорный (2)
4 127725 Упор 31 127752 Гайка Т-образная
5 127726 Планка 32 127753 Устройство опорное
6 127727 Винт (2) 33 127754 Прижим (2)
7 127728 Плита 34 127755 Стол фрезерный
8 127729 Ось (2) 35 127756 Ограждение
9 127730 Упор подвижный 36 127757 Вставка
10 127731 Стол фрезерный 37 127758 Прижим
11 127732 Рычаг 38 127759 Штифт направляющий
12 127733 Ручка 39 127760 Винт
13 127734 Винт 40 127761 Стойка направляющая
14 127735 Винт 41 127762 Ползун
15 127736 Втулка (4) 42 127763 Пластина
16 127737 Ручка 43 127764 Опора
17 127738 Прижим 44 127765 Винт
18 127739 Кожух 45 127766 Пластина
19 127740 Штифт (2) 46 127767 Пружина
20 127741 Прижим (4) 47 127768 Втулка
21 127742 Винт (5) 48 127769 Винт
22 127743 Пластина 49 127770 Головка
23 127744 Накладка В1 127771 Ручка 8х40 (3)
24 127745 Направляющая В2 127772 Маховик В10х80 (2)
25 127746 Направляющая В3 127773 Ручка ВМ10х50 (2)
26 127747 Ползун В4 127774 Маховик В8х63
27 127748 Прижим
11
9. ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
ПРЕДУПРЕЖДЕНИЕ: Никогда не выполняйте какие-либо установки и регулировки при
включенном станке. Это может привести к травме.
9.1. Установки и настройки перед началом фрезерных работ (Рис. 16, 17)
9.1.1. При выполнении фрезерных работ с использованием фрезерной головки (59), Рис.13,
необходимо:
- выполнить установки согласно предполагаемой операции (см. раздел 8);
- поворотом ручки фиксации (39) ослабить фиксацию положения
- маховиком (41) установить необходимую высоту фрезерного рабочего стола (28);
- маховиком поперечной подачи (37) установить необходимое положение фрезерного рабочего стола
(28) относительно фрезерного режущего инструмента;
- установленное положение фрезерного рабочего стола (28) зафиксировать ручкой фиксации (39);
- установить и закрепить подвижный упор (35) так, чтобы заготовка имела свободное продольное
перемещение по рабочему столу (28) и не
9.1.2. При выполнении фрезерных работ с использованием пальчиковой фрезы (52) Рис.12
необходимо:
- выполнить установки согласно предполагаемой операции (см. раздел 8);
- поворотом ручки фиксации (39) ослабить фиксацию положения фрезерного рабочего стола (28);
- маховиком (41) установить необходимую высоту фрезерного рабочего стола (28);
- маховиком поперечной подачи (37) установить необходимое положение фрезерного рабочего стола
(28) относительно фрезерного режущего
- установленное положение фрезерного рабочего стола (28) зафиксировать ручкой фиксации (39);
- направляющий упор (56) установить в зависимости от глубины фрезерования / сверления ,Рис. 11.
имела поперечного перемещения;
инструмента;
фрезерного рабочего стола (28);
Page 14

12
.9.2. Установки и настройки перед началом пильных работ (Рис. 16, 17, 18)
9.2.1.При выполнении пильных работ необходимо:
- выполнить установки согласно предполагаемой операции (см. пункт 8);
- направляющую планку (15) переустановить, повернув на 180
пильному диску (6), Рис. 8;
- при продольном пилении направляющую планку (15) установить в необходимое положение по шкале
рельсы (46). Положение зафиксировать ручкой фиксации (47);
- болтом фиксации (64), зафиксировать выбранный угол наклона направляющей планки (15)
относительно пильного рабочего стола (4) (см. пункт 9.6);
- при торцевом пилении установить направляющую скоса (8) на предполагаемый угол пиления.
9. 3.
Установки и настройки перед началом строгальных работ (Рис. 16, 17, 18)
9.3.1.При выполнении строгальных работ по направляющей планке необходимо:
- выполнить установки согласно предполагаемой операции (см. раздел 8);
- как указано в пунктах 8.2.8, 8.3.7, свободный конец строгального вала (шпиндель) и пильный диск
должны быть закрыты;
- направляющую планку (15) переустановить на опоре (65) лицевой стороной к строгальному валу, как
показано на Рис. 18;
- по шкале рельсы (46) определить положение направляющей планки (15) и зафиксировать положение
ручкой фиксации (47);
- болтом фиксации (64) зафиксировать выбранный угол наклона направляющей планки (15)
относительно подающего стола (23) (см. пункт 9.6);
- поворотом ручки фиксации (34) ослабить фиксацию положения строгального стола подачи (23);
- ручкой регулировки высоты строгания (33) установить необходимую глубину строгания (см. пункт 9.5);
- защитной
Рис.9;
- при выполнении несквозного строгания защитным кожухом (14) закрыть не принимающую участия в
строгании часть строгального вала (49), Рис.9,16;
9.3.2. При выполнении строгальных работ в размер по толщине (режим рейсмуса) необходимо:
- как указано в пунктах 8.2.7, 8.2.8, 8.3.7, строгальный вал, пильный диск и свободный конец
строгального вала (шпиндель) должны быть закрыты;
- ослабить фиксацию ручки (26), ручкой регулировки высоты рабочего стола рейсмуса (24), установить
необходимое положение рабочего стола рейсмуса (30). Положение зафиксировать ручкой (26);
Ваш станок был собран и полностью отрегулирован на заводе- изготовителе. Во время транспортировки
регулировки могут нарушиться, поэтому перед началом эксплуатации регулировки необходимо проверить
вновь
планкой (48) закрыть не принимающую участия в строгании часть строгального вала (49),
.
0
, на опоре (65) лицевой стороной к
21
СХЕМА СБОРКИ «КОРВЕТ 322» (Рис. LTO 2, LTO 3)
Page 15

20
ДЕТАЛИ СБОРКИ «КОРВЕТ 322» (Рис. LTO 2)
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 127660 Шкив эл. двигателя 24 127682 Планка
3 127661 Плита эл. двигателя 25 127683 Кольцо
4 127662 Плита эл. двигателя 26 127684 Шестерня малая
5 127663 Гайка специальная 27 127685 Кольцо опорное
7 127664 Панель левая 28 127686 Накладка (2)
7А 127665 Пружина (4) 29 127687 Шестерня большая
8 127666 Планка 30 127688 Кожух
9 127667 Шкала 31 127689 Панель правая
10 127668 Втулка (2) 32 127690 Втулка
11 127669 Плита 33 127691 Рычаг
12 127670 Плита 34 127692 Кольцо
13 127671 Опора 35 127693 Втулка
14 127672 Кожух 36 127694 Кольцо
15 127673 Стол рейсмуса 37 127695 Шайба
16 127674 Планка 38 127696 Колесо зубчатое малое
17 127675 Винт ходовой 39 127697 Пружина
18 127676 Зажим 40 127698 Кронштейн
19 127677 Ролик В1 127699 Ремень клиновой А900
20 127678 Стойка ролика В2 127700 Ремень клиновой А800 (2)
21 127679 Крышка В3 127701 Электродвигатель МС90L2/B2
22 127680 Ручка В4 127702 Ручка ВМ8х63
23 127681 Рукоятка
ДЕТАЛИ СБОРКИ «КОРВЕТ 322» (Рис. LTO 3)
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 127703 Шайба 11 127713 Шестерня
2 127704 Шкив 12 127714 Вал-шестерня
3 127705 Втулка распорная 13 127715 Пружина
4 127706 Распорка 14 127716 Рычаг
5 127707 Колесо зубчатое малое 15 127717 Винт специальный
6 127708 Втулка распорная В1 127718 Кольцо стопорное Ф40 (4)
7 127709 Корпус опоры В2 127719 Подшипник 60203 (4)
8 127710 Втулка распорная В3 127720 Кольцо стопорное Ф18
9 127711 Втулка распорная В4 127721 Ручка М8х25
10 127712 Вал малый
13
9.4. Регулировка высоты строгальных ножей (замена, установка) Рис. 20, 21
9.4.1. Для получения ровной поверхности на заготовке режущая кромка ножа должна находиться на одинаковом
расстоянии от поверхности строгального вала (приёмного стола).
9.4.2. Отключите электрическую вилку станка из питающей розетки электросети. Вращайте строгальный вал до
положения проверяемого ножа как, показано на Рис.20 (верхнее положение ножа).
9.4.3. Ослабьте винты крепления прижимной планки вращением их ключом по часовой стрелке. Снимите
прижимную планку вместе с ножами со строгального вала, очистите прижимную планку, гнездо прижимной
пластины и ножи от опилок и пыли. Осмотрите ножи, прижимную планку и винты. Если есть повреждения, детали
следует заменить. Затем полностью соберите ножи и прижимную
строгального вала, вращая винты крепления прижимной планки против часовой стрелки. На этом этапе винты
следует только слегка закрепить
9.4.4. Проверить выступ ножей над поверхностью приемного стола. Выступ ножей должен быть не более 0.1 мм,
но не ниже поверхности приемного стола. После установки ножей строгального вала в
надежно закрепите винты, начиная с центральных винтов крепления и заканчивая внешними винтами крепления.
Внимание: Не рекомендуется использовать различные удлинители ключей или другие приспособления,
чтобы предотвратить чрезмерный крутящий момент и возможное повреждение резьбы прижимной планки
или винтов крепления. Для собственной безопасности следует немедленно заменить поврежденную
прижимную планку или винты крепления
ПРЕДУПРЕЖДЕНИЕ: Ножи строгального вала очень острые. Обращайтесь с ними осторожно.
ПРИМЕЧАНИЕ: При обрабатывании высокосмолистых заготовок возможно налипание древесной смолы и
опилок на ножи и рабочий вал, что ухудшает качество обработанной поверхности. Периодически
проверяйте состояние строгального вала и ножей и, при необходимости, производите очистку
поверхностей рабочего вала и
9. 5. Регулировка стола подачи (Рис. 17)
9.5.1. Превышение приёмного стола и ножей рабочего вала над столом подачи является глубиной строгания.
9.5.2. Поворотом ручки фиксации (34) ослабьте фиксацию положения строгального стола подачи (23). Ручкой
регулировки высоты строгания (33) установите глубину строгания.
9. 6. Регулировка направляющей планки (Рис.16, 22)
9.6.1. Для регулировки направляющей планки выполните следующее:
- используя угольник, универсальный угломер
планки (15) к столу подачи (23), положение зафиксируйте болтом (64), Рис. 8.
9. 7. Подготовка к работе
9.7.1. Перед началом выполнения работ на станке убедитесь:
- в плавности движения и равномерности прилегания заготовки к направляющим поверхностям (строгание и
продольное пиление по направляющей планке, фрезерование фрезерной головкой);
- в надёжном креплении заготовки
фрезой, сверление);
- при обрабатывании заготовок длинной более 1000 мм используйте роликовые опоры (см.раздел 10);
- убедитесь в правильности настроек и установок предполагаемой обработки заготовки.
9. 8. Включение/выключение (Рис. 3, 23)
ВНИМАНИЕ!
Перед пробным включением станка убедитесь, что на станке все узлы и механизмы надёжно закреплены,
нет посторонних предметов, и ничто не мешает вращению шпинделя, фрезы, строгального вала, пильного
диска.
ножей.
в прижимных устройствах (поперечное пиление, фрезерование пальчиковой
с поврежденной резьбой.
или шаблон, установите предполагаемый угол направляющей
планку и надежно установите в пазы
правильное положение
Page 16

14
9.8.1. Станок оснащен магнитным пускателем, предотвращающим самопроизвольное включение после
отключения питания. Вставьте электрическую вилку шнура питания станка в розетку с напряжением 220
вольт. Магнитный пускатель (40) закрыт защитной крышкой (68) и заблокирован кнопкой (69),
предотвращающей самопроизвольный пуск станка после нажатия на кнопку (67). Как показано на Рис.3, при
закрытой крышке станок автоматически отключается от питания; станок
открытия крышки (68) и нажатия зеленой кнопки (66). Отключение станка производится нажатием на
красную кнопку (67). В случае необходимости экстренного отключения станка, следует нажать на красную
кнопку (69), в результате чего произойдет отключение питания станка. Вилку шнура питания станка
отключить из питающей розетки.
9. 9. Фрезерование, сверление, строгание, пиление
9.9.1. К работе со
деревообрабатывающими станками лица. Приступая к выполнению намеченной операции на станке,
необходимо изучить руководство по эксплуатации и устройство станка, чётко знать назначение каждого
органа управления станком.
9.9.2. Перед выполнением намеченной операции необходимо знать методы и режимы предполагаемой
обработки, получить информацию в соответствующих учебных пособиях
специалиста.
9.9.3. Произведите подготовительные настройки, описанные выше. В тех случаях, когда подача заготовки
производится вручную, используйте толкатели. Подавайте заготовку с равномерной скоростью. Любая
остановка заготовки образует неровность или ступень на обработанной поверхности заготовки.
9.9.4. При выполнении операции сверления, фрезерования пальчиковыми фрезами и торцевое (косое)
пиление, закрепляйте заготовку прижимными
9.9.5. При выполнении фрезерной операции пальчиковыми фрезами осуществляйте скорость подачи
заготовки, закреплённой на суппорте (21) рычагами поперечной подачи (36) и продольной подачи (22), с
учётом диаметра режущего инструмента, глубины фрезерования, твёрдости и влажности материала
заготовки, Рис.16,17.
9.9.6. При выполнении операции строгание в размер устанавливайте высоту строгания с учётом толстой
стороны заготовки, твёрдости и влажности
вперёд. Глубина строгания устанавливается вращением ручки регулировки (24). Положение фиксируется
ручкой фиксации (26). Ручкой включения (25) включается/выключается автоматическая подача заготовки,
Рис.17.
9.9.7. При выполнении операции торцевого (косого) пиление, скорость подачи заготовки, закреплённой на
суппорте (7), осуществляйте с учётом высоты пиления, твёрдости и влажности материала заготовки
Рис.16.
ВНИМАНИЕ! НЕ
ИНСТРУМЕНТА ЗАГОТОВКЕ
Для создания удобств при работе со станком рекомендуем приобрести опору роликовую (Рис.24), которая
облегчит работу с заготовками большой длины как при подаче заготовки на обработку, так и передаче
готового изделия после обработки.
ВКЛЮЧАЙТЕ И НЕ ВЫКЛЮЧАЙТЕ СТАНОК ПРИ НЕ ОТВЕДЁННОЙ ОТ РЕЖУЩЕГО
станком допускаются подготовленные и имеющие опыт работы с
устройствами.
материала заготовки. Подавайте заготовку толстой стороной
10. ОПОРА РОЛИКОВАЯ
можно включить только после
или у квалифицированного
Код для заказа 29941
Код для заказа 29940
Код для заказа 29942
Рис. 24
19
СХЕМА СБОРКИ «КОРВЕТ 322» (Рис. LTO 1)
Page 17

18
ДЕТАЛИ СБОРКИ «КОРВЕТ 322» (Рис. LTO 1)
*- позиция по схеме сборки
№* Код Наименование №* Код Наименование
1 127578 Ползун передний 43 127619 Плита подвижная
2 127579 Втулка 44 127620 Прижим
3 127580 Планка защитная 45 127621 Штифт
4 127581 Вставка (4) 46 127622 Планка защитная
5 127582 Опора 47 127623 Опора кронштейна
6 127583 Шкала 48 127624 Кронштейн (верх)
7 127584 Держатель 49 127625 Кронштейн (низ)
8 127585 Гайка специальная 50 127626 Опорная плита
9 127586 Плита 51 127627 Лоток
10 127587 Стол подачи 52 127628 Винт
11 127588 Гайка (2) 53 127629 Планка защитная
12 127589 Направляющая 54 127630 Стол приемный
13 127590 Планка 55 127631 Накладка (2)
14 127591 Зажим 56 127632 Пластина
15 127592 Кожух защитный 57 127633 Штифт
16 127593 Скоба 58 127634 Гребень (21)
17 127594 Рычаг 59 127635 Болт (4)
18 127595 Ползун задний 60 127636 Ролик подающий
19 127596 Нож (3) 61 127637 Ось
20 127597 Плита опорная (4) 62 127638 Ролик прижимной
21 127598 Вал 63 127639 Планка прижимная (3)
22 127599 Плита опорная левая 64 127640 Распорка
23 127600 Стакан защитный 65 127641 Плита опорная правая
24 127601 Патрон фрезерный 66 127642 Клин
25 127602 Колпак защитный 67 127643 Втулка распорная
26 127603
27 127604 Планка прижимная (2) 69 127645 Крышка подшипника
28 127605 Нож (2) 70 127646 Шкив
29 127606 Пружина (2) 71 127647 Распорка (2)
30 127607 Опора 72 127648 Шестерня (2)
31 127608 Кожух фрезерной головки 73 127649 Распорка (2)
32 127609 Гайка 74 127650 Фланец
33 127610 Шайба 75 127651 Шайба
34 127611 Прижим 76 127652 Гайка (2)
36 127612 Винт B1 127653 Ручка ВМ8х63
37 127613 Ручка В2 127654 Ручка ВМ10х50
38 127614 Втулка распорная В3 127655 Фреза Ø10х100
39 127615 Корпус подшипника В4 127656 Подшипник 204 (2)
40 127616 Головка фрезерная В5 127657 Ручка 8х40
41 127617 Опора В6 127658 Цепь 12.7х68
42 127618 Пружина (2) В7 127659 Диск пильный 250х3х25.4
Вставка разрезная Ø6, Ø8,
Ø10, Ø12
68 127644 Прижим
15
11. ПЫЛЕСОСЫ ДЛЯ СБОРА СТРУЖКИ И ДРЕВЕСНОЙ ПЫЛИ
Для сбора стружки и древесной пыли при работе деревообрабатывающих станков модели «КОРВЕТ»
рекомендуем использовать пылесосы «КОРВЕТ» различных модификаций (Рис.25), которые
обеспечат надлежащие условия работы и сохранят Ваше здоровье.
Рис. 25
Напряжение питания
Потребляемая
мощность
Расход воздуха
Объём пылесборника
Объём фильтра
Код для заказа 10261 10264 10265 10266 10267
«КОРВЕТ
61»
220 В, 50 Гц 220 В, 50 Гц 220 В, 50 Гц 380 В, 50 Гц 380 В, 50 Гц
750 Вт 1500 Вт 2200 Вт 3750 Вт 3750 Вт
14,2 м3/мин 42,6 м3/мин 62.3 м3/мин
0,057м3 0,153м3 0,307м3 0,43м3 0,57м3
0,057м3 0,153м3 0,307м3 0,43м3 0,57м3
«КОРВЕТ
64»
«КОРВЕТ
65»
«КОРВЕТ
66»
70,82
м3/мин
«КОРВЕТ 67»
76м3/мин
12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предупреждение: для собственной безопасности необходимо выключить станок и отключить
вилку из электрической розетки перед выполнением обслуживания станка.
12.1. Обслуживание
12.1.1. Содержите станок и рабочее место в чистоте. Не допускайте накапливание пыли, стружки и
посторонних предметов на станке и внутри корпуса. Освобождайте все трущиеся узлы и детали от
пыли, стружки и посторонних предметов
12.1.2. Заменяйте изношенные детали по мере необходимости. Электрические шнуры, в случае
износа, повреждения следует заменять немедленно.
12.1.3. Станок всегда необходимо проверять перед работой. Все неисправности должны быть
устранены и регулировки выполнены. Проверьте плавность работы всех деталей.
12.1.4. После окончания работы удалите стружку со станка и тщательно очистите
Рабочие поверхности должны быть сухими, слегка смазаны маслом.
12.1.5. Останавливайте станок, проверяйте состояние крепления и положения всех сопрягаемых
деталей, узлов и механизмов станка после 50 часов наработки.
12.1.6. Для смазки поверхностей станка применяйте машинное масло. Для смазки ходовых винтов
применяйте густую смазку типа ЛИТОЛ
12.1.7. Приводные ремни следует менять, когда их
проскальзывание шпинделя.
. Периодически очищайте станок сжатым воздухом.
все поверхности.
натяжение не помогает предотвращать
Page 18

16
13. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Главным в получении оптимальных результатов при использовании станка является правильная
регулировка. Лучше всего проверить все регулировки во время устранения неисправности
Неисправность Возможная причина Действия по устранению
1. Проверить наличие
напряжения в сети
3. Обратиться в
специализированную
мастерскую для ремонта.
3. Обратиться в
специализированную
мастерскую для ремонта.
5. Заменить шнур на более
короткий, убедиться, что он
отвечает требованиям п.5.2.4.
1. Уменьшить нагрузку на
двигатель,
соблюдать режим работы для
данной операции.
2. Обратиться в
специализированную
мастерскую для ремонта
4. Установить предохранители
или прерыватели
соответствующей мощности
1. Двигатель не
запускается
2. Двигатель не
развивает полную
скорость и не работает
на полную мощность
3.Двигатель
перегревается,
останавливается,
размыкает
прерыватели
предохранителей
1. Нет напряжения в сети питания
2. Неисправен выключатель 2. Проверить выключатель
3. Сгорела обмотка двигателя
1. Низкое напряжение 1. Проверить напряжение в сети
2. Перегрузка по сети 2. Проверить напряжение в сети
3. Обрыв в обмотке
5. Слишком длинный удлинительный шнур
1. Двигатель перегружен
2. Обмотки сгорели или обрыв в обмотке
4. Предохранители или прерыватели
имеют недостаточную мощность
14. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
Станок модели "КОРВЕТ 322" соответствует требованиям ГОСТ 12.2.026.0-93, обеспечивающим
безопасность жизни, здоровья потребителей и охрану окружающей среды и признан годным к
эксплуатации.
Дата изготовления ”___”_____________ 200 г. ОТК _____________ штамп
подпись
Дата продажи “___”_____________ 200 г. __________________
подпись продавца штамп магазина
15. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Производитель гарантирует надёжную и безаварийную работу станка при условии правильного монтажа
и обслуживания его в соответствии с требованиями по эксплуатации и хранению, изложенными в
настоящем руководстве по эксплуатации.
Гарантийный срок эксплуатации станка– 12 месяцев с дня продажи через розничную торговую сеть.
Срок службы – 5 лет. При отсутствии даты продажи и штампа магазина
талонах гарантийный срок исчисляется с даты изготовления.
В случае нарушения работоспособности станка в течение гарантийного срока эксплуатации владелец
имеет право на бесплатный ремонт вышедшего из строя станка, если не будет отмечено следующее:
Анализ представленных документов выявил отклонения от требуемых норм (гарантийный талон
заполнен с нарушениями, сведения
документе присутствуют признаки вторичного заполнения, истек срок обязательств гарантийного
обслуживания и др.) Отмечена попытка разборки станка без надлежащих оснований, оговоренных в
руководстве по эксплуатации на него; нарушены пломбы, на шлицах винтов, на корпусе
присутствуют следы разборки (при этом в гарантийном талоне нет отметки
его полномочных представителей о проведенном обслуживании, ремонте).
о станке в документах не соответствуют действительным, на
на гарантийном и отрывных
Сервисного Центра или
17
Неисправность станка стала следствием воздействия высоких или низких температур, попавших
внутрь посторонних предметов, жидкостей, сильного загрязнения, воздействия на изделие
обстоятельств «непреодолимой силы».
Изделие эксплуатировалось: без требуемого ухода с использованием расходных материалов
ненадлежащего качества, с нарушением сроков техобслуживания и регламентных работ.
При выявлении причин, вызвавших неисправность, специалисты службы определят, что при
эксплуатации были нарушены требования и рекомендации руководства по эксплуатации
(Методика и иллюстрации производителя).
Если невнимательность или небрежность оператора, пропустившего первичные признаки
дефекта (возможно производственного), привела к необходимости сложного комплексного
ремонта.
Для ремонта предъявлен станок с естественно изношенными деталями (сальники, уплотнительные
кольца, ремни передачи…), поскольку эксплуатировался с интенсивностью, на которую не
рассчитан.
Гарантия не распространяется: на быстроизнашивающиеся детали и узлы, сменные и съемные
принадлежности, если на них присутствуют следы эксплуатации (режущий инструмент, ремни
передач и т.д.).
Предметом гарантии не является неполная комплектация станка, которая могла быть выявлена
при продаже; претензии третьих лиц не принимаются,
Станок в ремонт сдается чистым, в
ПРИМЕЧАНИЕ:
При промышленном использовании станка (эксплуатируется бригадой, обеспечивает непрерывный
производственный процесс), срок гарантии сокращается на 50%
Техническое обслуживание станка, проведение регламентных работ, регулировок, испытаний не
относятся к гарантийным обязательствам и оплачиваются согласно действующим ставкам
Сервисного Центра.
РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЮ:
Во всех случаях нарушения нормальной работы станка, оборудования, например: падение
оборотов
работу и обратитесь в Сервисный Центр.
Мы гарантируем работу станка в соответствии с требованиями нормативных документов,
перечисленных выше. Повреждения, вызванные нормальным износом, перегрузкой станка или
неправильной эксплуатацией и хранением, не являются предметом гарантии.
Сервис-Центр “Корвет” тел./ факс (4732); 39-24-86;
39-24-84 (многоканальный), добавочный
E-mail: petrovich@enkor.ru E-mail: orlova@enkor.ru
Изготовитель:
ШАНХАЙ ДЖОЕ ИМПОРТ ЭНД ЭКСПОРТ КО., ЛТД.
Китай-Рм 339, № 551 ЛАОШАНУЧУН, ПУДОНГ, ШАНХАЙ, П.Р.
Импортер:ООО «Энкор-Инструмент-Воронеж»: 394018,
Воронеж, пл. Ленина, 8. Тел./факс: (4732) 39-03-33
E-mail: opt@enkor.ru
, изменение шума, появления постороннего запаха, дыма, вибрации, стука – прекратите
комплекте с принадлежностями.
номер 418.
ЭЛЕКТРИЧЕСКАЯ СХЕМА СТАНКА "КОРВЕТ 322"
Описание работы электросхемы
Станок подключается в розетку сети 220V, 50Hz c
помощью вилки с заземляющим контактом. Перед
подключением необходимо проверить надежность
соединения станка с заземляющим контактом вилки.
Включение станка производится нажатием на
зелёную кнопку SB1. На двигатель М подаётся
напряжение и якорь двигателя начинает вращаться.
Выключить двигатель можно двумя способами:
- нажатием красной кнопки отключения SB2;
- отключением подключающей вилки
XS.
От перегрузок и короткого замыкания
электрооборудование станка защищено
предохранителем FU. В случае их перегорания
установите аналогичные предохранители или
обратитесь в центр сервисного обслуживания.
XP из розетки
 Loading...
Loading...