

Page 1

24
Page 2
2
23
Для заметок
Page 3
22
Для заметок
3
Уважаемый покупатель!
Вы приобрели комбинированный деревообрабатывающий станок, изготовленный в КНР под контролем российских
специалистов по заказу ООО «ЭНКОР-Инструмент-Воронеж».
Перед вводом в эксплуатацию комбинированного деревообрабатывающего станка внимательно и до конца прочтите настоящее руководство по эксплуатации и сохраните его на весь срок использования станка.
СОДЕРЖАНИЕ
1. ОБЩИЕ УКАЗАНИЯ
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
3. КОМПЛЕКТНОСТЬ
СТАНКА
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности при работе со станком
4.2. Дополнительные указания по обеспечению безопасности при работе с деревообрабатывающим стан-
ком.
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
5.1. Электрические соединения. Требования к шнуру питания
5.2. Требования к двигателю
6. РАСПАКОВКА
7. УСТРОЙСТВО СТАНКА
8. СБОРКА
8.1. Монтаж станка
8.2. Сборка станка
8.3. Подключение электродвигателя
9. ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
9.1. Подготовка к работе
9.2. Строгание поверхности
9.3. Строгание в размер по толщине
9.4. Фальцевание (выборка четверти)
9.5. Пиление
9.6. Выборка пазов и снятие фаски
9.7. Выборка пазов прямоугольной формы, сверление
9.8. Заточка режущего инструмента
10. ОПОРА РОЛИКОВАЯ
11. ПЫЛЕСОСЫ ДЛЯ СБОРА СТРУЖКИ И ДРЕВЕСНОЙ ПЫЛИ
12. РЕКОМЕНДУЕМЫЕ ПАЗОВАЛЬНЫЕ НАСАДКИ
13. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
14. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
15. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
16. КРИТЕРИИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ, УТИЛИЗАЦИЯ
17. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
ГАРАНТИЙНЫЕ ТАЛОНЫ
Настоящее руководство по эксплуатации предназначено для изучения и правильной эксплуатации комбинированного деревообрабатывающего станка модели “КОРВЕТ 321”.
Page 4
4
1. ОБЩИЕ УКАЗАНИЯ
1.1. Комбинированный деревообрабатывающий станок
модели «КОРВЕТ 321» (далее станок) предназначен
для индивидуального использования для обработки древесины и подобных ей материалов (картона, фанеры,
древесно-стружечных плит и т. п.): строгания по направляющей планке, строгания в размер по толщине, продольного и поперечного пиления, выполнения ряда сверлильных
операций и
выполнения выборки отверстий (гнёзд, пазов
и шипов прямоугольной формы). Станок оборудован приспособлением для заточки строгальных ножей.
На станках не допускается обработка: металлов, асбоцементных материалов, камня и подобных материалов,
мягких пластмассовых и резиноподобных материалов.
1.2. Станок рассчитан на работу от электрической сети
однофазного переменного тока напряжением 220 В частотой 50 Гц.
- относительная влажность воздуха до 80 % при температуре 25 °С.
1.4. Если станок внесен в зимнее время в отапливаемое
помещение с улицы или из холодного помещения, не распаковывайте и не включайте его в течение 8 часов.
Станок должен прогреться
до температуры окружающего воздуха. В противном случае, станок может выйти из
строя при включении из-за сконденсировавшейся влаги
на деталях электродвигателя.
1.5. Приобретая станок, проверьте его работоспособность, комплектность, наличие гарантийных талонов в руководстве по эксплуатации, дающих право на бесплатное
устранение заводских дефектов в период гарантийного
срока при наличии
на них даты продажи, штампа магази-
на и разборчивой подписи или штампа продавца.
1.6. После продажи станка претензии по некомплектности не принимаются.
1.3. Станок переназначен для эксплуатации в следующих
условиях:
- температура окружающей среды от 1 до 35 °С;
2.1. Основные параметры станка приведены в таблице 1.
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
Таблица 1.
Наименование параметра Значение параметра
Номинальное напряжение питания, В. 220 ± 22
Частота сети, Гц. 50
Номинальная потребляемая мощность двигателя, Вт. 2200
Тип двигателя асинхронный
Частота вращения шпинделя, об/мин 3500
Количество строгальных ножей, шт 3
Диаметр строгального вала, мм 71
Размер строгального ножа, мм 310х30х3
Максимальная ширина строгания, мм 300
Максимальная глубина строгания, мм 3
Строгание в размер по толщине
Максимальная толщина заготовки, мм 120
Минимальная толщина заготовки, мм 6
Длина рабочего стола, мм 635
Минимальная длина заготовки, мм 150
Скорость подачи, м/мин 6.5
Строгание поверхности
Общая длина строгального стола, мм 1150
Максимальная глубина фальца (четверти), мм 10
Насадные фрезы для выборки пазов и снятие фаски
Прямая 90о, для выборки шпунта (диаметр х ширина), мм 104 х 14
Косая 45о, для выборки косого фальца (диаметр х ширина), мм 110 х 14
Пиление
Размер пильного диска, мм 305х3,2х30
Максимальная толщина пиления, мм 85
Размер распиловочного стола, мм 755х160
Ширина подвижного стола (каретки), мм 190
Перемещение подвижного стола (каретки), мм 700
Выборка паза прямоугольной формы, сверление
Поперечный ход подвижного стола, мм 75
Продольный ход подвижного стола, мм 100
Вертикальный
ход подвижного стола, мм 65
Максимальный диаметр сверления, мм 13
Максимальное сечение долота пазовальной насадки, мм 16
Заточка режущего инструмента
Длина держателя строгального ножа, мм 245
Максимальный диаметр заточного диска, мм 125
Ремень А1000, A1120
Уровень шума, LpA dB(A); KpA dB(A) 84; 3
Габаритные размеры (ДхШхВ), мм 1230×1530×1320
Масса, кг 230
Код для заказа 93210
21
Для заметок
Page 5
20
2.1.1. По электробезопасности станок модели “КОРВЕТ
321” соответствует I классу защиты от поражения электрическим током.
В связи постоянным совершенствованием технических характеристик моделей оставляем за собой
право вносить изменения в конструкцию. При необходимости информация об этом будет прилагаться
отдельным листом к «Руководству»
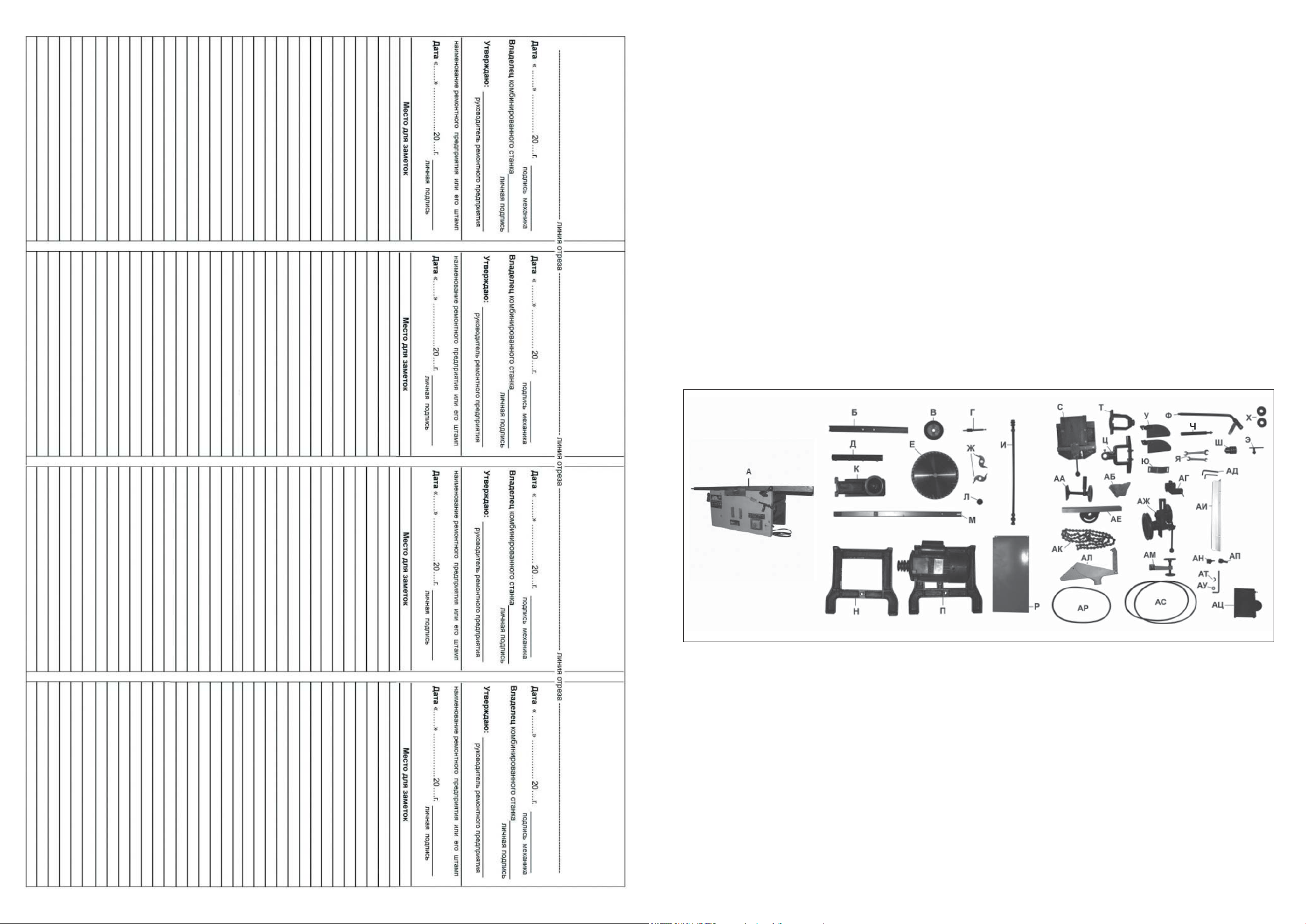
3. КОМПЛЕКТНОСТЬ СТАНКА
А. Станок «КОРВЕТ 321» 1 шт.
Б. Направляющая 1
шт.
В. Диск заточной 1 шт.
Г. Насадка пазовальная 1 шт.
Д. Держатель (строгального ножа) 1 шт.
Е. Диск пильный 1 шт.
Ж. Фреза насадная 2 шт.
И. Шпилька - стяжка 1 шт.
К. Стойка 1 шт.
Л. Рукоятка 1 шт.
М. Направляющая планка 1 шт.
Н. Стойка 1 шт.
П. Стойка с Эл. двигателем 1 шт.
Р. Кожух защитный 1 шт.
С. Стол подвижный 1 шт.
Т. Держатель (пазовальной насадки) 1 шт.
5
У. Планка защитная 2 шт.
Ф. Ручка 1 шт.
Х. Фланец 1 шт.
Ц. Стойка упорная 1 шт.
Ч. Стойка 1 шт.
Ш. Патрон сверлильный 1 шт.
Э. Ключ (сверлильного патрона) 1 шт.
Ю. Пластина защитная 1 шт.
Я. Ключ рожковый 2 шт.
А А. Устройство прижимное 1 шт.
А Б. Крепёж 1 компл.
А Г. Фланец 1 шт.
А Д. Ключ шестигранный 2 шт.
А Е. Упор угловой 1 шт.
А Ж. Редуктор 1 шт.
А И. Направляющая 1 шт.
А К. Цепь 1 шт.
А Л. Кожух защитный 1 шт.
А М. Устройство прижимное 1 шт.
А Н. Винт фиксации 1 шт.
А П. Оправка 1 шт.
А Р. Ремень передачи 1 шт.
А С. Ремень передачи 2 шт.
А Т. Гайка барашек 1 шт.
А У. Шайба 1 шт.
А Ф. Фиксатор 1 шт.
АЦ. Стол подвижный (распиловочный) 1 шт.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1. Общие указания по обеспечению безопасности
при работе со станком
ПРЕДУПРЕЖДЕНИЕ: не подключайте станок к сети
питания до тех пор, пока внимательно не ознакомитесь с изложенными в «Руководстве» рекомендациями и поэтапно не изучите все пункты настройки и
регулировки станка.
4.1.1. Ознакомьтесь с назначением и техническими возможностями вашего станка.
4.1.2. Правильно устанавливайте и всегда содержите в
рабочем состоянии все защитные устройства.
4.1.3. Выработайте в себе привычку: прежде чем включать станок убедитесь в том, что все используемые при
настройке инструменты удалены со станка.
4.1.4. Место проведения работ станка должно быть ограждено. Содержите рабочее место в чистоте, не допускайте загромождения посторонними предметами.
Не допускайте использование станка в помещениях со
Рис. 1
скользким полом, например, засыпанном опилками или
натертом воском.
4.1.5. Запрещается эксплуатация станка в помещениях
с влажностью воздуха более 80 %.
4.1.6. Дети и посторонние лица должны находиться на
безопасном расстоянии от рабочего места. Запирайте
рабочее помещение на замок. Станок не предназначен
для использования людьми (включая детей), у которых
есть физические, нервные или психические отклонения
или недостаток опыта и знаний, за исключением случаев, когда за такими лицами осуществляется надзор или
проводится их инструктирование относительно использования станка лицом, отвечающим за их безопасность.
Необходимо осуществлять надзор за детьми с целью недопущения их игр со станком.
4.1.7. Используйте станок только по назначению. Не допускается самостоятельное проведение модификаций
станка, а также использование станка для работ, на которые он не рассчитан.
Page 6
4.1.8. Одевайтесь правильно. При работе со станком не
надевайте излишне свободную одежду, перчатки, галстуки, украшения. Они могут попасть в подвижные детали станка. Всегда работайте в нескользящей обуви и
убирайте назад длинные волосы.
4.1.9. Всегда работайте в защитных очках: обычные очки
таковыми не являются, поскольку не противостоят ударам; работайте с
применением наушников для уменьше-
ния воздействия шума.
4.1.10. При работе стойте на диэлектрическом коврике.
4.1.11. При отсутствии на рабочем месте эффективных
систем пылеудаления рекомендуется использовать индивидуальные средства защиты дыхательных путей (респиратор), поскольку пыль при обработке некоторых материалов (ДСП и заготовки с пропиткой) может вызывать
аллергические осложнения.
4.1.12. Сохраняйте правильную рабочую позу и равновесие. Не наклоняйтесь над вращающимися деталями и
агрегатами, не опирайтесь на работающий станок.
4.1.13. Контролируйте исправность деталей станка, правильность регулировки подвижных деталей, соединений
подвижных деталей, правильность установок под планируемые операции. Любая неисправная деталь должна
немедленно ремонтироваться или заменяться.
4.1.14. Перед началом любых работ по настройке или
техническому обслуживанию станка отсоедините вилку
шнура питания станка от розетки электросети.
4.1.15. Используйте только рекомендованные комплектующие. Соблюдайте указания, прилагаемые к комплектующим. Применение несоответствующих комплектующих может стать причиной несчастного случая.
4.1.16. Не оставляйте станок без присмотра. Прежде чем
покинуть рабочее место, выключите станок, дождитесь
полной остановки двигателя и отключите шнур из сети.
4.1.17. Перед первым включением станка обратите внимание на правильность сборки и надежность установки
станка.
4.1.18. Если вам что-то показалось ненормальным в работе станка, немедленно прекратите его эксплуатацию.
4.1.19. Не допускайте неправильной эксплуатации шнура. Не тяните за шнур при отсоединении вилки от розетки. Оберегайте шнур от нагревания, от попадания масла
и воды и повреждения об острые кромки.
4.1.20. После запуска станка дайте ему поработать не
менее 1-2 минут на холостом ходу. Если в это время вы
услышите посторонний шум или почувствуете сильную
вибрацию, выключите станок, отсоедините вилку шнура
питания от розетки электрической сети и установите причину этого явления. Не включайте станок до выявления
и устранения причины неисправности.
4.1.21. Не работайте со станком, если принимаете лекарства или находитесь в состоянии алкогольного или
наркотического опьянения
4.2. Дополнительные указания по обеспечению безопасности при работе с деревообрабатывающим
станком.
4.2.1. Никогда не включайте станок, если не установлены защитные кожухи или крышки вращающихся узлов
и элементов и элементов электропроводки, предусмотренные конструкцией.
4.2.2. Не включайте станок с незакрепленным режущим
инструментом. Обеспечивайте необходимое крепление
и положение режущего инструмента.
4.2.3. Используйте только заточенный режущий инструмент, соответствующий предполагаемой операции.
6
4.2.4. Не включайте и не выключайте станок при не отведённой от режущего инструмента заготовке.
4.2.5. Не
пытайтесь остановить двигатель, систему пе-
редачи вращения, рабочий вал, пильный диск или фрезу
руками или какими - либо предметами.
4.2.6. Никогда не вставляйте пальцы в отверстие выхода
опилок.
4.2.7. Обеспечивайте надёжное прижатие и положение
на рабочем столе обрабатываемой заготовки.
4.2.8. Не перегружайте станок. Ваша работа будет выполнена лучше и закончится быстрее, если
вы будете
выполнять её так, чтобы станок не перегружалась. Нор-
мальной нагрузкой режима резания вашего станка
считается нагрузка до достижения номинальной потребляемой мощности (или номинального тока) в силовой
цепи электродвигателя (см. раздел.2). Не допускается
длительная работа на максимальных возможностях вашего станка.
4.2.9. Обрабатывайте только качественную древесину.
На заготовке не должно быть слабых или очень крепких сучков, гвоздей, винтов, камней или иных инородных
предметов, которые могут привести к поломке режущего
инструмента. Вылет обломков режущего инструмента
или вышеуказанных предметов может нанести травму.
4.2.10. Прижимные и направляющие устройства должны
быть установлены в соответствии с рабочим заданием.
4.2.11. При работе с узкими и короткими заготовками
пользуйтесь специальными захватами и прижимами.
4.2.12. Заготовку необходимо прижимать к столу и направляющей планке прижимными устройствами. В
остальных случаях, при ручной подаче заготовок, необходимо подавать заготовки на режущий инструмент при
помощи колодок или толкателей.
4.2.13. Длинные заготовки должны обрабатываться только с использованием дополнительных роликовых опор.
4.2.14. Никогда не стойте на одной линии с линией подачи заготовки. Во избежание травмы при отдаче заготовки
всегда стойте боку.
4.2.15. Производите измерения обрабатываемой заготовки, если она находится на столе станка, при помощи мерительных приборов и инструментов только после
полной остановки вращающихся элементов станка.
4.2.16. На станок устанавливайтетолько тот режущий
инструмент, который необходим для предстоящей обработки заготовки. При перенастройке станка на другую
операцию, перед установкой нового режущего инструмента, демонтируйте ранее установленный.
4.2.17. Ограничьте себя от попадания стружки.
4.2.18. Не допускайте скопление стружки на столе стан-
ка. Стружку убирайте при помощи крючка и щётки при
выключенном станке.
4.2.19. Останавливайте станок, проверяйте состояние
крепления и положение всех сопрягаемых деталей,
узлов и механизмов станка после 50 часов наработки.
4.2.20. При Т.О. не допускайте попадания смазочных материалов на кнопки и рычаги управления.
4.2.21. К работе со станком допускаются подготовленные и имеющие опыт работы на деревообрабатывающих станках рабочие не моложе 16 лет.
5. ПОДКЛЮЧЕНИЕ СТАНКА К ИСТОЧНИКУ ПИТАНИЯ
ВНИМАНИЕ: Проверьте соответствие напряжения источника питания и соединений требованиям вашего
станка. Для этого достаточно взглянуть на табличку
с техническими данными на двигателе станка.
19
Page 7
18
те работу и обратитесь в
сервисный центр «Корвет» или
гарантийную мастерскую.
При заключении договора купли-продажи машины (станка), указанного в настоящем гарантийном талоне, покупатель был ознакомлен:
- с гарантийным сроком, сроком службы, (сроком годности или моторесурсом, если указан) на приобретаемый
товар, а также со сведениями о необходимых действиях
покупателя по истечении указанных сроков
и возможных
последствий в случае невыполнения таких действий,
если товар по истечении указанных сроков представля-
машину (станок) на русском языке.
Машина (станок) получена в исправном состоянии в полной комплектации, указанной в руководстве по эксплуатации, проверена продавцом в моем присутствии и мной
лично. На момент продажи видимых
повреждений не
обнаружено (царапины, вмятины, трещины на корпусе
и прочие внешние недостатки). Претензий по качеству,
работоспособности и комплектации машины (станка) не
имею.
С условиями гарантийного обслуживания ознакомлен и
согласен.
ет опасность для жизни, здоровья и имущества потребителя или окружающих, или становится непригодным для
использования по назначению;
Подпись владельца: ______________________________
- с правилами эффективной и безопасной эксплуатации,
хранения, транспортировки и утилизации приобретаемой машины (станка), рекомендованными изготовителем.
Данные правила покупателю понятны. Покупатель обя-
Сервисный центр “Корвет”
тел./ факс (473) 239-24-84, 2619-645
E-mail: ivannikov@enkor.ru
E-mail: orlova@enkor.ru
зуется ознакомить с этими правилами лиц, которые будут непосредственно эксплуатировать приобретенную
машину (станок).
При заключении договора купли-продажи покупатель
ознакомлен с назначением приобретаемой машины
Изготовитель:
ШАНХАЙ ДЖОЕ ИМПОРТ ЭНД ЭКСПОРТ КО., ЛТД.
Китай-Рм 339, № 551 ЛАОШАНУЧУН, ПУДОНГ, ШАНХАЙ, П.Р.
(станка), её техническими характеристиками, номинальными и максимальными возможностями.
При заключении договора купли-продажи машины (станка), указанного в гарантийном талоне, продавец передал, а покупатель получил руководство по эксплуатации
и заполненный гарантийный талон на приобретаемую
Импортер:
ООО «ЭНКОР - Инструмент - Воронеж»:
394018,Воронеж, пл. Ленина, 8.
Тел./факс: (473) 239-03-33
E-mail: opt@enkor.ru
16. КРИТЕРИИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ, УТИЛИЗАЦИЯ
16.1. Критериями предельного состояния станка считаются поломки (износ, коррозия, деформация, старение, трещины или разрушения) узлов и деталей или их совокупность при невозможности их устранения в условиях авторизированных сервисных центров оригинальными деталями или экономическая нецелесообразность проведения
ремонта.
Критериями предельного состояния станка являются:
- трещины металлоконструкции корпуса и основания
- глубокая коррозия станка и неисправный электродвигатель.
16.2. Станок и его детали, вышедшие из строя и не подлежащие ремонту, необходимо сдавать в специальные при-
ёмные пункты по утилизации. Не выбрасывайте вышедшие из строя узлы и детали в бытовые отходы.
17. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Главным в получении оптимальных результатов при использовании станка является правильная регулировка.
Лучше всего проверить все регулировки во время устранения неисправности
Неисправность Возможная причина Действия по устранению
1. Нет напряжения в сети питания 1. Проверьте наличие напряжения в сети
1. Двигатель не
запускается
2. Неисправен выключатель 2. Проверьте выключатель
3. Сгорела обмотка двигателя
3. Обратитесь в специализированную
мастерскую для ремонта.
1. Низкое напряжение 1. Проверьте напряжение в сети
2. Двигатель не
развивает полную
скорость и не работает
на полную мощность
2. Перегрузка по сети 2. Проверьте напряжение в сети
3. Обрыв в обмотке
4. Слишком длинный
удлинительный шнур
3. Обратитесь в специализированную
мастерскую для ремонта.
4. Замените шнур на более короткий, убедитесь,
что он отвечает требованиям п. 5.2.4.
1. Уменьшите нагрузку на двигатель,
3. Двигатель
перегревается,
останавливается,
размыкает
прерыватели
предохранителей
1. Двигатель перегружен
2. Обмотки сгорели или обрыв в
обмотке
4. Предохранители или
прерыватели имеют недостаточную
мощность
соблюдайте режим работы для данной
операции.
2. Обратитесь в специализированную
мастерскую для ремонта
4. Установите предохранители или прерыватели
соответствующей мощности
5.1. Электрические соединения. Требования к шнуру
питания
5.1.1. Запрещается подключение станка к сети электропитания не оборудованной:
- автоматом защиты от самопроизвольного включения
станка после несанкционированного отключения электрического тока (электромагнитный пускатель);
- автоматом защиты электродвигателя станка от электрической перегрузки.
Подключение должен производить квалифицированный
электрик.
5.1.2. При повреждении шнура питания станка его
должен заменить изготовитель или сертифицированный
сервисный центр.
ПРЕДУПРЕЖДЕНИЕ: Этот станок предназначен для
использования только в сухом помещении. Не допускайте установку станка во влажных помещениях.
5.2. Требования к двигателю
ВНИМАНИЕ! Для исключения опасности повреждения двигателя регулярно очищайте двигатель от
стружки и пыли. Таким образом обеспечивается его
беспрепятственное охлаждение.
5.2.1. Если двигатель не запускается или внезапно ос-
Таблица 2.
Длина подводящих проводов Необходимое поперечное сечение медных проводов
До 15 м 1,5 мм
функционирования этого станка необходимо достаточное
поперечное сечение подводящих проводов. Приведённые
в таблице 2 данные о длине подводящих проводов относятся к расстоянию между распределительным щитом,
к которому подсоединен станок, и вилкой штепсельного
разъёма станка. При этом не имеет значения, осуществляется подвод электроэнергии к станку через стационарные подводящие провода, через удлинительный кабель
или через комбинацию стационарных и удлинительных
кабелей. Удлинительный провод должен иметь на одном
конце вилку с заземляющим контактом, а на другом – розетку, совместимую с вилкой вашего станка.
Предупреждение: Станок должен быть заземлен.
Запрещается подключение станка к сети электропитания не оборудованной:
- автоматом защиты от самопроизвольного включения станка после несанкционированного отключения электрического тока (электромагнитный пускатель или аналогичным);
- автоматом защиты электродвигателя станка от
электрической перегрузки.
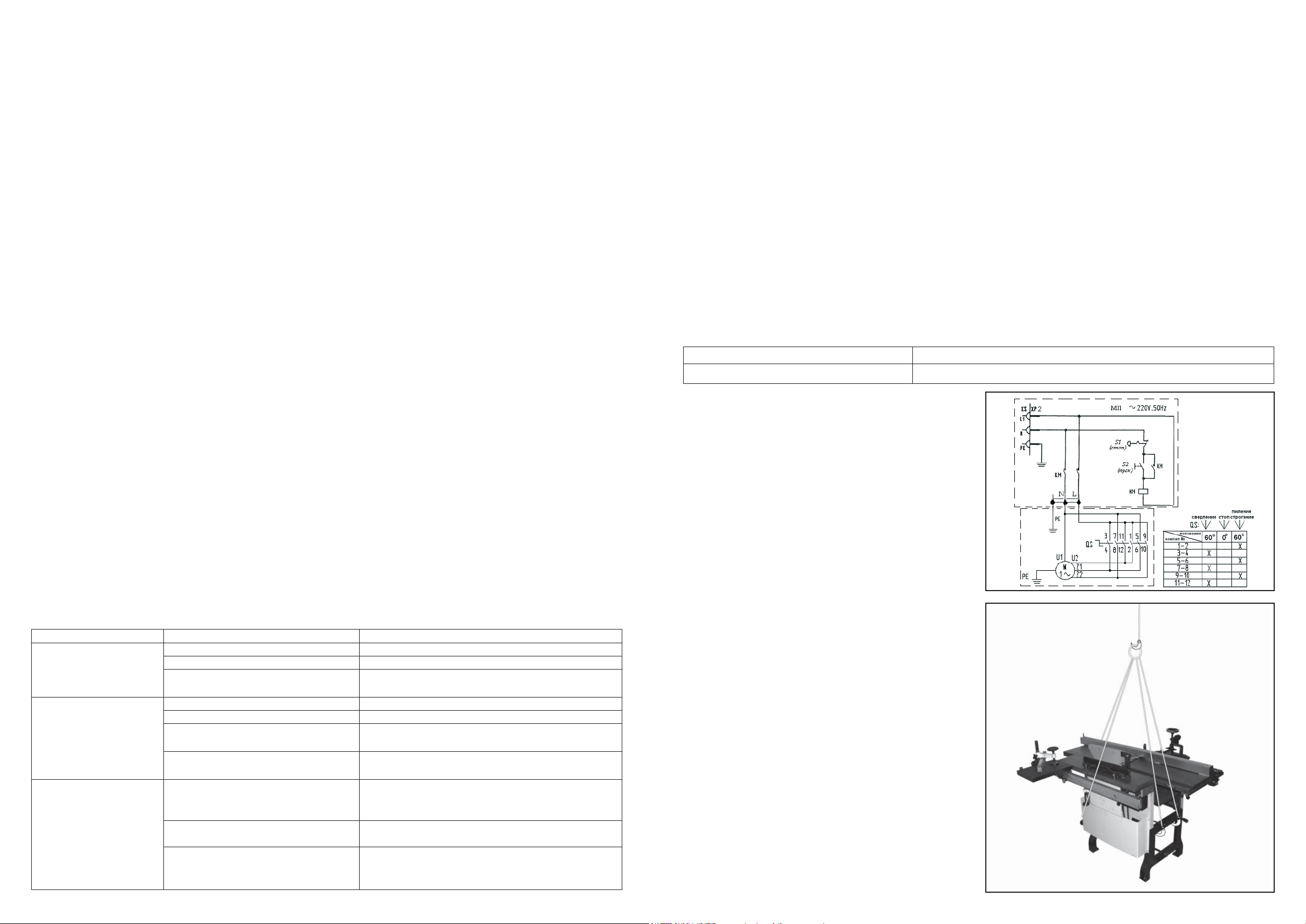
Описание работы электрической схемы
Подключайте станок только к электрическому щитку,
оборудованному автоматом защиты от самопроизвольного включения после несанкционированного отключения электрического тока (электромагнитный пускатель).
Подключайте станок к розетке с заземляющим контактом электропитания переменного тока напряжением 220
В, частотой 50 Гц c помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надежность соединения станка с заземляющим контактом
вилки.
Включение станка производится поворотом вправо/
влево на 600 (из нейтрального положения) трёхпозиционного переключателя QS. На двигатель М подаётся
напряжение, и якорь двигателя начинает вращаться. Направление вращения якоря двигателя обеспечивается
7
танавливается при работе, сразу же отключите станок.
Отсоедините вилку шнура питания станка из розетки
и попытайтесь по таблице возможных неисправностей
найти и устранить возможную причину.
5.2.2. Устройство защиты или автомат защиты необходимо регулярно проверять, если:
- двигатель постоянно перегружается;
- колебания напряжения сети в пределах ± 10 % относи-
тельно номинального значения не влияют на нормальную работу станка. Однако, при тяжёлой нагрузке необходимо, чтобы на двигатель подавалось напряжение 220
В.
5.2.3. Чаще всего проблемы с двигателем возникают
при плохих контактах в разъёмах при перегрузках, пониженном напряжении питания (возможно, вследствие
недостаточного сечения подводящих проводов). Поэтому всегда с помощью квалифицированного электрика
проверяйте все разъёмы, рабочее напряжение и потребляемый ток.
5.2.4. При большой длине и малом поперечном сечении
подводящих проводов на этих проводах происходит дополнительное падение напряжения, которое приводит
к проблемам с двигателем. Поэтому для нормального
2
Схема стопоровки
Page 8

положением трёхпозиционного переключателя QS.
Выключить двигатель можно тремя способами:
- установкой трёхпозиционного переключателя QS в
нейтральное положение «стоп»;
- нажатием на кнопку магнитного пускателя S1;
- отключением подключающей вилки XP из розетки XS.
6. РАСПАКОВКА
6.1. Откройте упаковку, извлеките станок и все комплектующие узлы и детали.
6.2. Проверьте комплектность станка согласно разделу
3.
ВНИМАНИЕ: На некоторые детали нанесено защитное покрытие. Для обеспечения правильной сборки
и работы снимите защитное покрытие уайт-спиритом
с помощью мягкой салфетки. Растворители могут
повредить поверхность. Для очистки окрашенных,
пластмассовых и резиновых деталей используйте
мыло и воду. Тщательно протрите все детали чистой
сухой салфеткой и слегка смажьте жидким маслом
все металлические неокрашенные поверхности.
6.3. При монтаже и перемещении станка рекомендуется использовать подъемные механизмы и стропы грузоподъемностью не менее 300 кг.
6.4. Перемещение станка грузоподъемными механизмами производите согласно схеме строповки.
7. УСТРОЙСТВО СТАНКА
7.1. Станок состоит из следующих сборочных единиц и
деталей (Рис.2, 3)
1. Стойка
2. Кожух защитный
3. Рабочий стол (рейсмуса)
4. Фланец
5. Стол приёмный (строгальный)
6. Направляющая планка
7. Диск пильный
8. Рассекатель
9. Кожух защитный
10. Планка защитная
11. Держатель (пазовальной насадки)
12. Прижимное устройство
13. Стойка упорная
14. Стол подвижный (суппорт)
15. Ручка (поперечного перемещения суппорта)
16. Ручка (продольного перемещения суппорта)
17. Стойка
18. Маховик (вертикального перемещения суппорта)
19. Шнур питания
20. Стойка (с эл. двигателем)
21. Направляющая
22. Электродвигатель
23. Рычаг фиксации
24. Шпилька - стяжка
25. Шайба
26. Гайка
27. Цепь
29. Винт регулировочный
30. Направляющая
31. Стол подвижный (распиловочный)
32. Винт упорный
33. Планка упорная
34. Стойка
35. Прижимное устройство
8
16. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Гарантийный срок эксплуатации машины (станка) составляет 36 месяцев с даты продажи через розничную
сеть. Назначенный срок службы машины (станка) – 5
лет.
ООО «ЭНКОР-Инструмент-Воронеж» устанавливает
«безусловную гарантию» на первые 12 месяцев, при
которой выполняется бесплатный ремонт по устранению любых дефектов машины (станка) «Корвет» только
в условиях авторизированных сервисных
центров и при
наличии правильно заполненного гарантийного талона и
свидетельства о приёмке и продаже, кроме случаев:
- механические повреждения, связанные с неаккуратной
эксплуатацией, сборкой, транспортировкой и хранением;
- после проведения самостоятельного вскрытия и ремонта, изменения конструкции или ремонта в не авторизированном сервисном центре;
Рис. 2
- если причиной поломки стала эксплуатация машины
(станка) не по назначению.
Производитель гарантирует надёжную работу машины
(станка) модели «Корвет» при соблюдении условий хра-
нения, правильности монтажа, использования по назначению, соблюдении правил эксплуатации и обслуживания, указанных в руководстве по эксплуатации.
По окончании действия «безусловной гарантии» вступают в силу следующие условия гарантийного обслуживания:
В течение последующего периода гарантийного срока
владелец имеет право на бесплатное устранение неисправностей, которые явились следствием производственных дефектов. Техническое освидетельствование
изделия на предмет установления гарантийного случая
производится только в авторизованных сервисных центрах, перечисленных в приложении или на сайте www.
Рис. 3
enkor.ru.
Гарантийный ремонт производится только при наличии
гарантийного талона. При отсутствии
отметок в «свидетельстве о приёмке и продаже», а также при незаполненном гарантийном талоне гарантийный ремонт не производится и претензии по качеству
изделия не принимаются.
Машина (станок) предоставляется в ремонт в чистом
виде, только в полной комплектации, включая рабочий
и режущий инструмент. Заменяемые по гарантии детали
Рис. 4
переходят в собственность мастерской.
Гарантийные обязательства не распространяются на
следующие случаи:
- отсутствие, повреждение или изменение заводского
номера на машине (станке) или в гарантийном талоне,
или их несоответствие;
- несоблюдение пользователем предписаний руководства по эксплуатации, ненадлежащее хранение и обслуживание, использование машины (станка) не по назначению;
- эксплуатация машины (станка) с признаками
неисправности (повышенный шум, вибрация, неравномерное
вращение, потеря мощности, снижение оборотов, сильное искрение, запах гари);
- механические повреждения (трещины, сколы, вмятины,
деформации, повреждение кабелей и т.д.);
- повреждения, вызванные действием агрессивных сред
и высоких температур или иных внешних факторов, таких как дождь, снег, повышенная влажность и др., напри-
Рис. 5
мер, коррозия металлических частей;
17
- повреждения, вызванные ненадлежащим уходом, сильным внутренним или внешним загрязнением, попаданием в машину (станок) инородных тел: например, песка,
камней, материалов и веществ, не являющихся отходами, сопровождающими применение машины (станка) по
назначению;
- повреждения и поломки вследствие эксплуатации машины (станка) без надлежащих средств пылеудаления,
предписанных
производителем в руководстве по экс-
плуатации;
- неисправности, возникшие вследствие перегрузки,
повлекшие выход из строя сопряженных или последовательных деталей, например: ротора и статора, первичной обмотки трансформаторов, а также вследствие
несоответствия параметров электросети напряжению,
указанному в таблице номинальных параметров для
данного изделия;
- неисправности, возникшие вследствие равномерного
естественного износа упорных, трущихся, передаточных
деталей и материалов;
- выход из строя (естественный износ) быстроизнашивающихся деталей и комплектующих (угольных щеток,
приводных ремней и колес, резиновых уплотнений, сальников, смазки, направляющих роликов, защитных кожухов и т.д.), сменных приспособлений (пазовальных насадок, пилок, ножей, цепей, звездочек, пильных и отрезных
дисков, пильных лент, сверл, элементов их крепления,
патронов сверлильных, цанг, подошв шлифовальных и
ленточных машин, болтов, гаек и фланцев крепления,
шлангов, фильтров и т.д.);
- обслуживание машины (станка) в условиях не авторизованного сервисного центра, очевидные попытки
вскрытия и самостоятельного ремонта (повреждены
шлицы крепежных элементов, пломбы, защитные стикеры и т.д.), при внесении самостоятельных изменений в
конструкцию (в т.ч., удлинение шнура питания и т.д.);
- ремонт с использованием неоригинальных запасных
частей;
- профилактическое обслуживание (регулировка, чистка, смазка, промывка и прочий уход).
Техническое обслуживание машины (станка), проведение регламентных работ, регулировок, указанных в руководстве по эксплуатации, диагностика не относятся к
гарантийным обязательствам и оплачиваются согласно
действующим расценкам сервисного центра;
- Эксплуатация машины (станка) при любых повреждениях изоляции шнуров питания (механических, термических) категорически запрещается в связи с опасностью
причинения вреда жизни/здоровью владельца. Владелец, подписывая настоящие условия гарантии, подтверждает право авторизованного сервисного центра,
при обнаружении указанных повреждений, осуществить
замену шнуров питания без дополнительного согласования с владельцем по действующим на момент замены
расценкам.
Предметом гарантии не является неполная комплектация машины (станка), которая могла быть выявлена при
продаже. Претензии от третьих лиц не принимаются.
Срок гарантии продлевается на время нахождения машины (станка) в гарантийном ремонте.
РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЮ:
Во всех случаях нарушения нормальной работы машины (станка), например: падение оборотов, изменение
шума, появление постороннего запаха, дыма, вибрации,
стука, повышенного искрения на коллекторе – прекрати-
Page 9

16
11. ПЫЛЕСОСЫ ДЛЯ СБОРА СТРУЖКИ И ДРЕВЕСНОЙ ПЫЛИ
Для сбора стружки и древесной пыли при
работе деревообрабатывающих станков модели «КОРВЕТ» рекомен-
дуем использовать пылесосы «КОРВЕТ» различных модификаций (Рис.37), которые обеспечат надлежащие
условия работы и сохранят ваше здоровье.
«КОРВЕТ 61» «КОРВЕТ 64» «КОРВЕТ 65» «КОРВЕТ 66» «КОРВЕТ 67»
9
36. Маховик (прижимного устройства)
37. Стол подачи (строгальный)
Напряжение питания
Потребляемая мощность
Расход воздуха
Объём пылесборника
Объём фильтра
Код для заказа
220 В, 50 Гц 220 В, 50 Гц 220 В, 50 Гц 380 В, 50 Гц 380 В, 50 Гц
750 Вт 1500 Вт 2200 Вт 3750 Вт 3750 Вт
14,2 м3/мин 42,6 м3/мин 62,3 м3/мин 70,82 м3/мин 76 м3/мин
0,064 м
0,064 м
3
3
90610 90640 90650 90660 60670
0,153 м
0,153 м
3
3
0,306 м
0,306 м
3
3
0,43 м
0,43 м
3
3
0,59 м
0,7 м
3
3
Рис. 37
Рис. 6
38. Направляющий упор
39. Стол распиловочный
40. Ручка (установки высоты стола рейсмуса)
41. Ручка (включения автоподачи)
8. СБОРКА
ВНИМАНИЕ! НЕ ПЫТАЙТЕСЬ ЭКСПЛУАТИРОВАТЬ
СТАНОК ДО ОКОНЧАНИЯ МОНТАЖНЫХ РАБОТ И
ВСЕХ ПРЕДВАРИТЕЛЬНЫХ ПРОВЕРОК В СООТВЕТ-
Рис. 8
12. РЕКОМЕНДУЕМЫЕ ПАЗОВАЛЬНЫЕ НАСАДКИ
Артикул Посадочный диаметр долота, мм Диаметр хвостовика сверла, мм Сечение долота, мм
20970 19 4,5 6,7 х 6,7
20971 19 6,0 8,0 х 8,0
20972 19 7,0 10,0 х 10,0
20973 19 9,5 13,0 х 13,0
20974 19 12,5 16,0 х 16,0
13. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предупреждение: перед выполнением обслуживания
станка для собственной безопасности необходимо выключить станок и отключить вилку от электрической розетки.
13.1. Обслуживание
13.1.1. Содержите станок и рабочее место в чистоте. Не
допускайте накапливание пыли, стружки и посторонних
предметов на станке и внутри корпуса. Освобождайте
все трущиеся узлы и детали от пыли, стружки и посторонних предметов. Периодически очищайте станок
сжатым воздухом.
13.1.2. Заменяйте изношенные детали по мере необходимости. Электрические шнуры в случае износа, повреждения, заменяйте немедленно.
13.1.3. Всегда проверяйте станок перед работой. Все неисправности должны быть устранены и регулировки выполнены. Проверьте плавность работы всех деталей.
13.1.4. После окончания работы удалите стружку со станка
и тщательно очистите все поверхности. Рабочие поверхности должны быть сухими, слегка смазанными маслом.
13.1.5. Останавливайте станок, проверяйте состояние
крепления и положения всех сопрягаемых деталей,
узлов и механизмов станка после 50 часов наработки.
13.1.6. Для смазки поверхностей станка применяйте машинное масло. Для смазки ходовых винтов применяйте
консистентную смазку.
13.1.7. Приводные ремни следует менять, когда их натяжение не может предотвратить проскальзывание шпинделя. Парные ремни должны заменяться комплектно.
14. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ И ПРОДАЖЕ
Станок модели «КОРВЕТ 321» Зав. № ______________ соответствует требованиям технического регламента «О
безопасности машин и оборудования», №753 от 15 сентября 2009 г., с изменениями, принятыми Постановлением
Правительства РФ от 24.03.2011 №205, обеспечивающим безопасность жизни, здоровья потребителей и охрану
окружающей среды и признан годным к эксплуатации.
“____”________________201 г. __________ Входной контроль ”____”________________ 201 г. ___________
(дата изготовления) (штамп ОТК) (дата проверки) (штамп вк)
Дата продажи “___”_____________ 201 г. __________________ _________________
(подпись продавца) (штамп магазина)
Рис. 7
СТВИИ С ДАННЫМ РУКОВОДСТВОМ.
8.1. Монтаж станка (Рис. 2 - 4)
8.1.1. Собирайте и устанавливайте станок на прочной
горизонтальной поверхности пола.
8.1.2. При выборе места для установки станка убедитесь, что помещение достаточно освещено, и оператор
не будет работать в собственной тени.
8.1.3. Вертикальное положение стойки (1) и стойки с
эл. двигателем (20) предварительно закрепите шпилькой - стяжкой (24), используя шайбы (25) и гайки (26).
Установите станок (А) (см. Рис.1) на стойки (1 и 20). Совместите крепёжные отверстия станка (А) и стоек (1 и
20), проверьте вертикальность установки стоек (1 и 20),
положение закрепите болтовым соединением. Проверьте параллельность установки стоек (1 и 20), закрепите
гайками (26) с обеих сторон шпильки - стяжки (24).
8.1.4. Для надёжной устойчивости станок прикрепите к
полу через отверстия стоек (1 и 20). Для этой цели применяйте анкерное соединение.
8.2. Сборка станка
8.2.1. Как показано на Рис.6, установите, и
предварительно закрепите двумя установочными болтами (45)
редуктор (42). Выведите из зацепления шестерню (44),
для чего переместите ручку (41) по направлению к ближайшей боковой панели станка, положение зафиксируй-
Рис. 9
Рис. 10
те винтом фиксации (43), Рис.5.
8.2.2. Ручкой (47) и винтом фиксации кронштейна (46)
ослабьте фиксацию положения распиловочного стола
(39). Распиловочный стол (39) демонтируйте, Рис 3, 7.
8.2.3. Как показано на Рис. 8, установите цепь (27).
8.2.4. Ослабьте фиксацию винтов (56), переместите дви-
гатель (22) в верхнее положение, зафиксируйте винты
(56). На шкивы (51 и 55) установите два ремня передачи
(48). На шкивы (53 и 55) установите ремень передачи
(54). Произведите натяжение ремней (48), для чего ос-
Page 10

лабьте фиксацию винтов (56) и переместите электродвигатель (22) вниз, положение зафиксируйте четырьмя
болтами (56).
Рис. 11
Натяжение ремня передачи (54) произведите перемещением блока редуктора (42), положение зафиксируйте
установочными болтами (45).
Слабое натяжение ремней способствует проскальзыванию на шкивах, а чрезмерное натяжение приводит к их
10
рассекатель (8), Рис.12. На рассекателе (8) установите и
закрепите защитный кожух (9), Рис. 13.
8.2.7. Для выполнения операции снятие фаски или выборки паза демонтируйте пильный диск (7) и рассекатель (8) с защитным кожухом (9). Установите и закрепите
Рис. 14
прямую или косую насадную фрезу (63) в порядке, изображённом на Рис. 11.
8.2.8. Установите и закрепите распиловочный стол (39)
в обратном порядке п. 8.2.2. Высота установки рабочей
поверхности распиловочного стола (39) относительно
верхней точки пильного диска (7) или насадной фрезы
(63) позиционируется регулировочным винтом (29) и положением кронштейна (46), Рис.7, 13.
Рис. 35
ным усилием оператора и зависит от ширины и глубины
выборки, от степени влажности и плотности древесины.
9.7.4. Долото пазовальной насадки (79) установите так,
чтобы паз в долоте выводил опилки в уже вырезанную
часть заготовки. При выполнении первоначальной части
паза будьте внимательны и предотвратите возможное
скопление внутри пазовальной насадки (79) стружки, что
может вызвать повышенную нагрузку как на режущем
инструменте, так и на электродвигателе.
9.7.5. В процессе работы удаляйте опилки с помощью
щётки и крючка, а также производите инструментальные
измерения при выключенном станке и отведённом режущем инструменте от заготовки.
9.7.6. При выполнении сверления демонтируйте пазовальную насадку (79) и держатель (11). В сверлильном
патроне (76) установите и закрепите сверло (102); установка и крепление заготовки производится, как описано
выше.
9.7.7. Продольное перемещение заготовки (88) производится ручкой (16), поперечное перемещение заготовки
(88) производится ручкой (15), установка заготовки по
15
высоте относительно режущего инструмента производится маховиком (18).
9.8. Заточка режущего инструмента (Рис. 35)
9.8.1. На оправке (АП) закрепите заточной диск (Е), Рис.
1.
9.8.2. Как показано на Рис. 35, в сверлильный патрон
(76) установите и закрепите собранный на оправке заточной диск (103).
9.8.3. В держателе (75) установите и закрепите винтами
фиксации строгальный нож (89), максимально отведите
от заточного диска (103) направляющую (21). В направляющую (21) установите держатель (75) с закреплённым
строгальным ножом (89).
9.8.4. Включите станок, аккуратно удерживая держатель
(75), подведите строгальный нож (89) к заточному диску
(103) до лёгкого касания.
9.8.5. Заточка строгального ножа (89) производится
перемещением держателя (75) по направляющей (21),
глубина шлифования устанавливается перемещением
подвижного стола (14) в поперечном направлении. Заточка (шлифование) производится сухим способом (без
охлаждающей жидкости) и при большой глубине шлифования может привести к подгоранию режущей кромки
строгального ножа (89). Производите заточку строгального ножа (89) за несколько циклов с максимальной глубиной шлифования 0,1 мм.
10. ОПОРА РОЛИКОВАЯ
Для создания удобства при работе со станком
рекомендуем приобрести опору роликовую (Рис.36),
которая облегчит работу с заготовками большой длины
как при подаче заготовки на обработку, так и передаче
готового изделия после обработки.
Рис. 12
преждевременному износу. Периодически проверяйте
натяжение ремней. Новые ремни первые 50 часов проверяйте через каждые 8 часов работы, Рис. 6-9.
Рис. 13
8.2.5. На рабочий вал (58), в соответствии с направлением вращения, установите пильный диск (7), в зависимости от посадочного отверстия (25,4 мм. или 30 мм)
установите наружный фланец (62). Для надёжного крепления пильного диска (7) перед гайкой (59) на рабочем
валу (58) установите промежуточное кольцо (60) и кольцевые прокладки или свободный фланец (61).
8.2.6. С нижней стороны распиловочного стола (39) установите и двумя установочными винтами (67) закрепите
Рис. 15
8.2.9. Совместите плоскость рассекателя (8) с плоскостью пильного диска (7), положение рассекателя (8) закрепите двумя установочными винтами (67), Рис. 2.
8.2.10. Установите и четырьмя винтами закрепите (см.
АБ - Рис.1) защитный кожух (2), Рис.2.
Рис. 36
Рис. 16
Page 11

вой стороны приёмного стола (5), для чего установите
три строгальных ножа (89) в торце рабочего вала (58)
строго в одной плоскости так, чтобы они выступали за
торцевую плоскость строгального вала (58), но не более
чем на 0,05 мм, Рис. 21, 25.
9.4.2. Установите и закрепите в выбранном положении
направляющую планку (6) строго параллельно краю
приёмного стола (5).
9.4.3. В зависимости от
глубины выборки строгание про-
изводите за несколько проходов.
9.4.4. Скорость подачи заготовки (88) обеспечивается
ручным усилием оператора. При этом учитывайте шири-
Рис. 30
ну и глубину строгания, степень влажности, плотности и
однородности древесины.
9.4.5. Перед выполнением строгания демонтируйте пильный диск (7), насадные фрезы (63), сверлильный патрон
(76); ручкой (41) отключите автоподачу, участок строгального вала (58), не принимающий участия в строгании заготовки, должен быть закрыт защитной планкой (10).
Рис. 31
9.4.6. Установка глубины строгания производится в соответствии с п. 9.2.3.
9.5. Пиление (Рис. 2, 3, 27-29)
9.5.1. На пильном валу (58) установите и закрепите пильный диск (7), см. п. 8.2.4.
9.5.2. Установите направляющий упор (38) с левой или с
правой стороны от пильного диска (7).
9.5.3. В зависимости от ширины заготовки (88) используйте направляющий упор (38) или направляющую
Рис. 32
планку (6).
9.5.4. Высота пиления регулируется подъёмом/опуска-
нием распиловочного стола (39) , см. п. 8.2.7.
9.5.5. Для поперечного пиления (торцевания) заготовку
(88) установите на подвижный стол (31), плотно прижми-
14
Рис. 33
те к упорной планке (33) и надёжно закрепите прижимным устройством (35). Угол поперечного пиления обеспечьте положением упорной планки (33) относительно
пильного диска (7) по шкале транспортира прижимного
устройства (31). Подача заготовки производится перемещением подвижного стола (31) во встречном направлении вращения пильного диска (7).
9.5.6. Скорость подачи заготовки (88) обеспечивается
ручным усилием оператора. При этом учитывайте высоту пиления, степень влажности, плотности и однородности древесины.
9.6. Выборка пазов и снятие фаски (Рис. 2, 3, 30, 31)
9.6.1. Выборка паза или фаски производится насадной
фрезой (63), установленной и закреплённой на строгальном валу (58), см.п. 8.2.5.
9.6.2. Глубину строгания регулируйте подъёмом/опусканием распиловочного стола (39), см. п. 8.2.7.
9.6.3. В зависимости от глубины выборки паза или фаски
строгание производите за несколько проходов.
9.6.4. Скорость подачи заготовки (68) обеспечивается
ручным усилием оператора. При этом учитывайте ширину и глубину строгания, степень влажности, плотности и
однородности древесины.
9.6.5. Перед выполнением строгания паза или фаски демонтируйте пильный диск (7), сверлильный патрон (76);
ручкой (41), отключите автоподачу. Две защитные план-
Рис. 34
ки (10) должны быть установлены, Рис.27.
9.7. Выборка пазов прямоугольной формы, сверление (Рис. 2, 32 - 34)
9.7.1. Для выборки отверстий, гнёзд и пазов прямоугольной формы, согласно предварительной разметке, установите заготовку (88) вплотную к упорной стойке (13) и
надёжно закрепите на рабочем столе (14) прижимным
устройством (12).
9.7.2. Установите и закрепите держатель (11). В сверлильном патроне (76) закрепите
сверло пазовальной
насадки (79). В отверстие держателя (11) установите и
винтом фиксации (77) закрепите долото пазовальной
насадки (79). Расстояние между режущими кромками
сверла и долота пазовальной насадки (79) должно составлять 0,8-1,6 мм.
9.7.3. Скорость подачи заготовки (88) определяется руч-
8.2.11. Установите направляющую (30) ограничительны-
ми винтами (65) вверх. Выкрутите ограничительный винт
(65), на направляющую (30) установите подвижный стол
(31), установите ограничительный винт (65), Рис.13. При
необходимости отрегулируйте положение подвижного
стола (31).
8.2.12. На подвижном столе (31) установите и закрепите
стойку (34), на стойку (34) установите угловой упор (33)
Рис. 17
и прижимное устройство (35), Рис.13.
8.2.13. На распиловочном столе (39), в соответствии с
выбранным
расстоянием, строго параллельно плоскости пильного диска (7) установите и закрепите двумя
установочными винтами (66) направляющий упор (38).
В зависимости от предстоящей операции - продольного
пиления или торцевого пиления с использованием подвижного стола (31) установите направляющий упор (38) с
левой или с правой стороны пильного диска (7), Рис.13.
8.2.14. В нижней части приёмного стола (5) установите и
закрепите полку (68), Рис. 14.
8.2.15. На строгальном приёмном столе (5) установите в
выбранном положении направляющую планку (6) строго
параллельно плоскости пильного диска (7). Положение
Рис. 18
Рис. 19
11
направляющей планки (6) закрепите установочным болтом (70) прижатием квадратной гайкой (71) к ребру полки
(68).
Со стороны стола подачи (37) направляющую планку (6)
закрепите барашковой гайкой (72) фиксатора (73), Рис.
13 -15.
8.2.16. Как показано на Рис. 16, установите и четырьмя
установочными винтами (74) с шайбами надёжно закрепите стойку (17).
8.2.17. На стойке (17) в соединение «ласточкин хвост»
установите подвижный стол (14), Рис. 16.
8.2.18. На подвижном столе (14) установите и закрепите
болтовым соединением упорную стойку (13) и направляющую (21) для установки держателя (75) заточки строгального ножа. В специальное отверстие упорной стойки
(13) установите и зафиксируйте прижимное устройство
(12), Рис. 16.
8.2.19. На конус рабочего вала (58) надёжно установите
сверлильный патрон (76), Рис.17.
8.2.20. Как показано на Рис. 17, установите и закрепите
болтовым соединением держатель пазовальной насадки (11).
8.2.21. В сверлильном патроне (76) закрепите сверло
пазовальной насадки (79), долото пазовальной насадки
(79) закрепите винтом фиксации (77), Рис. 17.
8.2.22. Защитные планки (10) установите в специальные
гнёзда, расположенные между столом подачи (37) и приёмным столом (5) с левой и с правой стороны, Рис. 2,
16, 21.
8.3. Подключение электродвигателя (Рис.18 - 19)
8.3.1. Подсоединение шнура питания (19) в клеммной
коробке электродвигателя (22) должен производить
электрик, имеющий соответствующую квалификацию.
8.3.2. Выкрутите два установочных винта (82), демонтируйте крышку клеммной коробки (81). Через ввод (80)
вставьте шнур питания (19), для удобства подсоединения рассоедините крышку клеммной коробки (81) с вводом (80).
Подключение производите согласно схеме, изображённой на корпусе электродвигателя.
8.3.3. Для правильного подсоединения выводы шнура
питания (19) имеют разную длину и расцветку. Короткие
выводы закрепите на клеммах (83) в соответствии с цветом, длинные выводы, соответственно, на клеммах (84).
Выводы шнура питания (19) и клеммной коробки (81) могут отличаться насыщенностью цвета и оттенками.
8.3.4. Убедитесь в правильности и надёжности электри-
Рис. 20
ческих соединений.
8.3.5. Установите и закрепите крышку клеммной коробки
(81) вниз вводом (80). Выполните заземление корпуса
станка через резьбовое отверстие, указанное стрелкой,
Page 12

или через заземляющий контакт (87).
8.3.6. Перед каждым подключением шнура питания станка к источнику питания установите ручку (85) трёхпозиционного переключателя (86) в положение «0».
8.3.7. Перед пробным включением убедитесь в отсутствии посторонних предметов на станке, в правильности
и надёжном закреплении деталей и узлов станка.
8.3.9. Шнур питания станка подключите к источнику питания. Для включения станка переведите ручку (85) в
одно из выбранных положений «1 или 2».
8.3.10. Для выполнения операций: строгание поверхности, строгание в размер по толщине, выборка четверти,
пиление, выборка пазов и снятие фаски - ручку (85) установите в положение «2».
8.3.11. Для выполнения операций: сверление и выборка
паза пазовальной насадкой - ручку (85) установите в положение «1».
8.3.12. Перед изменением направления вращения рабочего вала (58), установкой ручки (85) в положение «1»,
во избежание самооткручивания гайки (59), с рабочего
вала (58) должны быть демонтированы пильный диск
(7), насадные фрезы (63), фланцы (61, 62), кольцевые
прокладки, промежуточное кольцо (60) и гайки (59).
Перед включением проверьте станок на правильность монтажа и сборки. При включении не должно
быть посторонних шумов. Свободному вращению
шпинделя и установленному на нём режущему инструменту ничто не должно мешать.
9. ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
9.1. Подготовка к работе
9.1.1. К работе со станком допускаются подготовленные
и имеющие опыт работы с деревообрабатывающими
станками специалисты. Приступая к выполнению намеченной операции на станке, изучите руководство по
эксплуатации и устройство станка, чётко изучите на-
Рис. 21
12
значение каждого органа управления станком и технику
безопасности работы с комбинированными (многофункциональными) деревообрабатывающими станками.
9.1.2. Перед выполнением намеченной операции изучите
Рис. 22
методы и режимы предполагаемой обработки, получите
информацию в соответствующих учебных и справочных
пособиях или у квалифицированного специалиста.
9.1.3. При обработке заготовки не превышайте максимальные возможности станка. В качестве заготовок используйте древесину влажностью не более 15 %.
9.1.4. Перед началом выполнения работ на станке убе-
Рис. 23
дитесь:
- в плавности движения и равномерности прилегания
заготовки к направляющим и опорным поверхностям
(строгание и продольное пиление по направляющей
планке);
- в надёжном креплении заготовки в прижимных устройс-
твах (поперечное пиление, сверление, сверлильно-пазовальные операции);
- при обрабатывании заготовок длинной более 1000 мм
используйте роликовые опоры (см. раздел 10);
- убедитесь в правильности настроек и установок для
предполагаемой обработки заготовки.
Во время работы оператор должен использовать
защитные устройства станка. Запрещается демонтировать защитные устройства, предусмотренные
конструкцией станка.
Перед выполнением окончательной или ответственной обработки заготовки, регулировки и установки
станка производите по результатам инструментального измерения опытных образцов из обрезков заготовок того же материала.
9.2. Строгание поверхности (Рис. 2, 3, 21 - 23)
9.2.1. Строгальные ножи (89) должны быть острыми, без
сколов и деформаций. Во избежание разбалансировки
строгального вала (58) масса каждого из трех строгальных ножей (89) должна быть максимально одинакова.
9.2.2. Нормально установленными ножами (89) считается положение, когда каждый нож (89) в самой верхней
точке находится на одном уровне с приёмным столом (5)
Рис. 24
или выше него, но не более чем на 0,05 мм. Для равномерной нагрузки на узлы и детали станка и качественной обработки заготовки все три ножа (89) должны быть
выставлены одинаково.
9.2.3. Установка занижения по высоте стола подачи (37)
относительно приёмного стола (5) обеспечивает глубину
строгания. Для установки глубины строгания ручкой (94)
ослабьте фиксацию стола подачи (37), вращением ручки
(95) по указателю (93) и шкале (92) установите величину
глубины строгания. Положение стола подачи (37) зафиксируйте ручкой (94).
9.2.4. Для изготовления пиломатериалов с прямоугольными углами установите направляющую планку (6) под
прямым углом к плоскости приёмного стола (5), для чего
используйте угольник, шаблон, образец и т.п.
9.2.5. Скорость подачи заготовки (88) обеспечивается
ручным усилием оператора. При этом, учитывайте ширины и глубины строгания, степень влажности, плотности и однородности древесины.
9.2.6. Перед выполнением строгания (фугования) демонтируйте пильный диск (7), насадные фрезы (63),
сверлильный патрон (76); ручкой (41) отключите автоподачу. Участок строгального вала (58), не принимаюшего
участия в строгании заготовки, должен быть закрыт защитной планкой (10).
Рис. 25
9.3. Строгание в размер по толщине (Рис. 2, 3, 24, 25)
9.3.1. Строгание в размер по толщине (рейсмусование)
Рис. 26
заготовки (88) производите на нижнем рабочем столе (3)
с верхним расположением строгального вала (58). Для
строгания заготовки в размер по толщине на заготовке
первоначально выполните выравнивающее строгание
13
(фугование) базовой поверхности (пласти). На поверхность рабочего стола (3) кладётся фугованная поверхность заготовки (88).
9.3.2. Перед строганием промерьте толщину заготовки
по всей длине. По шкале (101) установите
максимальную толщину заготовки (88), для чего рычагом (23) ослабьте фиксацию положения рабочего стола (3); вращением вправо/влево ручки (40) переместите рабочий стол
(3) вверх/вниз, положение зафиксируйте рычагом (23),
Рис.25.
9.3.3. Для включения автоматической подачи ручкой
(41) введите в зацепление шестерни редуктора, (см. п.п.
8.2.1.)
9.3.4. Для строгания подавайте заготовку (88) толстым
концом навстречу вращению
строгального вала (58) со
стороны приёмного стола (5) до захвата её подающим
роликом (98). Надёжное положение заготовки (88) на рабочем столе (3) и равномерная скорость автоматической
подачи заготовки (88) обеспечивается антиотбрасывате-
Рис. 27
лем (97), подающим роликом (98) и приёмным роликом
(99), Рис. 24.
9.3.5. При установке глубины строгания учитывайте ши-
рину заготовки, степень влажности, плотность и однородность древесины.
9.3.6. Перед выполнением строгания в размер по высоте
демонтируйте пильный диск (7), насадные фрезы (63),
Рис. 28
сверлильный патрон (76). Две защитные планки (10)
должны быть установлены.
Рис. 29
9.4. Фальцевание (выборка четверти) (Рис. 2, 3, 21,
26)
9.4.1. Выборка четверти выполняется с левой или с пра-
Page 13

Схемы и детали сборки станка комбинированного деревообрабатывающего модели «КОРВЕТ 321»
Схема сборки «КОРВЕТ 321»
Рис. 1
Page 14

Детали сборки «КОРВЕТ 321» (Рис. 1)
№*
Код
Наименование детали
№*
Код
Наименование детали
5
132556
Стол подачи
47
132595
Втулка
6
132557
Опора
48
132596
Шкив
7
132558
Бобышка
49
132597
Фланец
8
132559
Опора
50
132598
Кольцо
9
132560
Втулка
51
132599
Кольцо
10
132561
Пружина
52
132600
Кольцо
11
132562
Пластина
53
132601
Шайба
12
132563
Шпилька
54
132602
Гайка
13
132564
Кожух защитный
55
132603
Фреза
14
132565
Пружина
56
132604
Кольцо
15
132566
Хомут
57
132605
Кольцо
16
132567
Накладка (вставка)
58
132606
Фреза
17
132568
Вилка
73
132607
Крышка подшипника
18
132569
Винт регулировочный
В5
Болт
19
132570
Кронштейн
В6
132608
Винт
20
132571
Рычаг
В7
132609
Винт
21
132572
Пружина
В8
132610
Гайка
22
132573
Планка защитная
В9
132611
Винт
23
132574
Корпус подшипника
В10
132612
Рукоятка
24
132575
Оправка
В11
132613
Подшипник
25
132576
Кольцо
В12
132614
Патрон сверлильный
26
132577
Фланец
В13
25508
Круг заточной
27
132578
Держатель
В14
132615
Болт
28
132579
Боковина
В15
132616
Сверло
29
132580
Подшипник скольжения
В16
132617
Винт
30
132581
Шпилька
В17
132618
Долото
31
132582
Вал строгальный
В18
132619
Болт
32
25539
Нож строгальный
В19
132620
Винт
33
132583
Планка прижимная
В20
132621
Винт
34
132584
Вал приѐмный
В21
132622
Винт установочный
35
132585
Боковина
В22
132623
Шпонка
36
132586
Кольцо
В23
132624
Винт
37
132587
Сегмент
В23А
132625
Болт
38
132588
Ось
В24
132626
Гайка
39
132589
Вал подающий
В25
132627
Болт
41
132590
Стол приѐмный
В26
132628
Цепь
42
132591
Пружина
В27
132629
Винт
44
132592
Звѐздочка
В29
132630
Винт
45
132593
Втулка
B30
25686
Ремень передачи
46
132594
фланец
B31
Диск пильный
*- позиция по схеме сборки
Page 15

Рис. 2
Page 16

Детали сборки «КОРВЕТ 321» (Рис. 2)
№*
Код
Наименование детали
№*
Код
Наименование детали
1
132631
Стол
В1
132672
Штифт
2
132632
Планка
В2
132673
Винт
3
132633
Рычаг
В3
132674
Болт
4
132634
Накладка
В4
132675
Рукоятка
5
132635
Шкала
В5
132676
Болт 6 132636
Кулачѐк
В6
132677
Болт 7 132637
Стяжка
В7
132678
Болт 8 132638
Колесо зубчатое
В8
132679
Болт 9 132639
Крышка
В9
132680
Винт
10
132640
Панель боковая
В10
132681
Болт
11
132641
Держатель
В11
132682
Болт
12
132642
Втулка
В12
132683
Болт
13
132643
Колесо зубчатое
В13
132684
Гайка
14
132644
Втулка (шлицевая)
В14
132685
Шпонка
14А
132645
Ось
В15
132686
Винт
14В
132646
Ручка
В17
132687
Винт
14С
132647
Рукоятка
В18
132688
Болт
17
132649
Пружина
В19
132689
Гайка
18
132650
Втулка
В20
132690
Болт
19
132651
Шайба
В21
132691
Болт
20
132652
Колесо
В23
132692
Кольцо стопорное
20А
132653
Шайба
В24
132693
Подшипник
21
132654
Винт ходовой
В25
132694
Шпонка
22
132655
Панель боковая
В26
132695
Кольцо стопорное
23
132656
Вал-шестерня
В27
132696
Болт
24
132657
Корпус
В28
25687
Ремень передачи
25
132658
Втулка
В29
132697
Болт
26
132659
Шкив
B30
132698
Болт
27
132660
Бобышка
B31
132699
Рукоятка
28
132661
Втулка
B32
132700
Болт
29
132662
Ручка
B33
132701
Болт
30
132663
Винт
B35
132702
Гайка
31
132664
Вал
B36
132703
Шпонка
32
132665
Кольцо
B37
132704
Цепь
33
132666
Втулка
B38
132705
Болт
34
132667
B39
132706
Кольцо стопорное
35
Шайба
В40
132707
Электропровод
36
132669
Колесо зубчатое
В42
132708
Электропровод
37
132670
Корпус (пускателя)
В43
132709
Болт
38
132671
Вставка
В44
132710
Магнитный пускатель
*- позиция по схеме сборки
Page 17

*- позиция по схеме сборки
№*
Код
Наименование детали
№*
Код
Наименование детали
1
132711
Кожух защитный
В3
132718
Болт
2
132712
Шпилька - стяжка
В4
132719
Гайка
3
132713
Стойка
В5
132720
Шпонка
4
132714
Шкив
В6
Ремень передачи
5
132715
Стойка
В7
Ремень передачи
В1
132716
Винт
В8
132721
Эл. двигатель
В2
132717
Гайка
Рис. 3
Детали сборки «КОРВЕТ 321» (Рис. 3)
Page 18

Детали сборки «КОРВЕТ 321» (Рис. 4)
№*
Код
Наименование детали
№*
Код
Наименование детали
1
132722
Стойка
21
132742
Пластина
2
132723
Ось
22
132743
Пластина установочная
3
132724
Рычаг
23
132744
Ползун
4
132725
Тарелка
24
132745
Шпилька
5
132726
Накладка
27
132746
Стойка
6
132727
Транспортир
28
132747
Гайка
7
132728
Пластина
29
132748
Винт регулировочный
8
132729
Планка упорная
30
132749
Держатель
9
132730
Стол
31
132750
Гайка
10
132731
Ограничитель
32
132751
Винт установочный
11
132732
Планка направляющая
33
132752
Втулка
12
132733
Ролик
34
132753
Защита
13
132734
Держатель
35
132754
Втулка
14
132735
Вставка
36
132755
Втулка
15
132736
Стол пильный
37
132756
Держатель
16
132737
Пластина защитная
B1
132757
Маховик
17
132738
Направляющая
B2
132758
Винт
18
132739
Кожух защитный
B3
132759
Винт
19
132740
Шайба
B4
132760
Ручка
20
132741
Гайка квадратная
B6
132761
Подшипник
*- позиция по схеме сборки
Рис. 4
Page 19

*- позиция по схеме сборки
№*
Код
Наименование детали
№*
Код
Наименование детали
1
132762
Планка направляющая
9
132770
Фланец
2
132763
Палец
В1
132771
Гайка - барашек
3
132764
Тяга
В2
132772
Болт 4 132765
Вставка
В3
132773
Болт
5
132766
Вставка
В4
132774
Болт 6 132767
Полка
В5
132775
Болт
7
132768
Гайка
В6
132776
Болт 8 132769
Пластина
В7
132777
Болт
Рис. 5
Детали сборки «КОРВЕТ 321» (Рис. 5)
Page 20

Рис. 6
Page 21

Детали сборки «КОРВЕТ 321» (Рис. 6)
№*
Код
Наименование детали
№*
Код
Наименование детали
1
132778
Суппорт
В3
132803
Болт 3 132779
Стакан
В4
132804
Болт
4
132780
Держатель
В5
132805
Маховик
5
132781
Винт установочный
В6
132806
Винт
6
132782
Ручка
В6А
132807
Кольцо
7
132783
Винт
В7
132808
Винт
11
132784
Пластина
В8
132809
Гайка
12
132785
Втулка
В10
132810
Болт
13
132786
Рычаг
В11
132811
Болт
14
132787
Опора
В12
132812
Болт
15
132788
Суппорт
В13
132813
Болт
16
132789
Планка
В14
132814
Кольцо стопорное
17
132790
Колесо зубчатое
В15
132815
Болт
18
132791
Шпилька
В16
132816
Ручка
19
132792
Рейка зубчатая
В17
132817
Ручка
20
132793
Стол рабочий
В18
132818
Гайка
21
132794
Стойка упорная
В19
132819
Болт
22
132795
Винт ходовой
В20
132820
Болт
23
132796
Ось (шток)
В21
132821
Болт
24
132797
Направляющая
В22
132822
Винт
25
132798
Уголок
В23
132823
Маховик
26
132799
Плита прижимная
В24
132824
Болт
27
132800
Держатель ножа
В25
132825
Болт
В1
132801
Болт
В26
132826
Болт
В2
132802
Болт
В27
132827
Винт
*- позиция по схеме сборки
 Loading...
Loading...