

Page 1
Сварочный инвертор
с цифровым дисплеем
Page 2

УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Большое спасибо за доверие, которое Вы оказали нам,
купив наше оборудование СПЕЦ. Всё оборудование СПЕЦ тщательно тестируется
и подлежит строгому контролю качества. Но долговечность оборудования в большой
степени зависит от Вас. Обратите внимание на информацию этой инструкции и
прилагаемых документов. Чем бережней Вы обращаетесь с Вашим оборудованием,
тем дольше оно будет надежно служить Вам.
При покупке изделия:
− требуйте проверки его исправности путем пробного включения, а также
комплектности, согласно комплекту поставки, приведённому в разделе 3;
− убедитесь, что гарантийный талон оформлен должным образом, содержит дату
продажи, штамп магазина и подпись продавца;
Перед первым включением изделия внимательно изучите настоящую инструкцию.
Храните данную инструкцию в течение всего срока службы Вашего оборудования.
СОДЕРЖАНИЕ
1. Общие сведения
2. Технические данные
3. Комплектность
4. Устройство и принцип работы
5. Указания по технике безопасности
6. Подготовка к работе
7. Порядок работы
8. Техническое обслуживание
9. Гарантии изготовителя
1.ОБЩИЕ СВЕДЕНИЯ
Сварочный инвертор СПЕЦ: МИНИ-210ПН, МИНИ-250ПН (далее- инвертор)
предназначен для сварки и наплавки постоянным током металлоконструкций в
бытовых условиях. Инвертор позволяет осуществлять сварку всеми видами
электродов. Другие виды применения категорически исключаются.
В инверторах реализованы функции:
- антизалипания электрода (Anti Stick)-резкого снижения величины сварочного
тока до 0А, при коротком замыкании электрода;
-горячего старта (Hot Start)- кратковременного увеличения величины сварочного
тока для облегчения зажигания дуги;
-форсажа дуги (Arc Force)-кратковременного увеличения величины сварочного
тока для стабилизации дуги.
Данные модели предназначены для работы в условиях умеренного климата при
температуре от +10 до +40
о
С и относительной влажности не более 80%.
ПРИМЕЧАНИЕ: Если инвертор внесен в зимнее время в отапливаемое помещение
с улицы или из холодного помещения, то инвертор не включать в течение
6 часов, чтобы он прогрелся до температуры окружающего воздуха.
1.3. Инверторы сертифицированы на соответствие требованиям: ГОСТ 12.2.007.875,
ГОСТ Р МЭК 6097412004, ГОСТ Р 5152699.
1.4. Инверторы работают от однофазной сети переменного тока напряжением
220±20В, частотой 50 Гц.
Page 3
Возможна работа в сетях с пониженным напряжением до 160В и достаточной
силой тока, но при этом может наблюдаться некоторая потеря мощности аппарата.
1.5. Транспортирование инверторов производится в закрытых транспортных
средствах в соответствии с правилами перевозки грузов, действующих на транспорте
данного вида.
1.6. В связи с постоянной деятельностью по совершенствованию инверторов,
изготовитель оставляет за собой право вносить в их конструкцию незначительные
изменения, не отражённые в настоящей инструкции и не влияющие на эффективную
и безопасную работу инверторов. При необходимости информация об этом будет
прилагаться отдельным листом к «Инструкции».
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
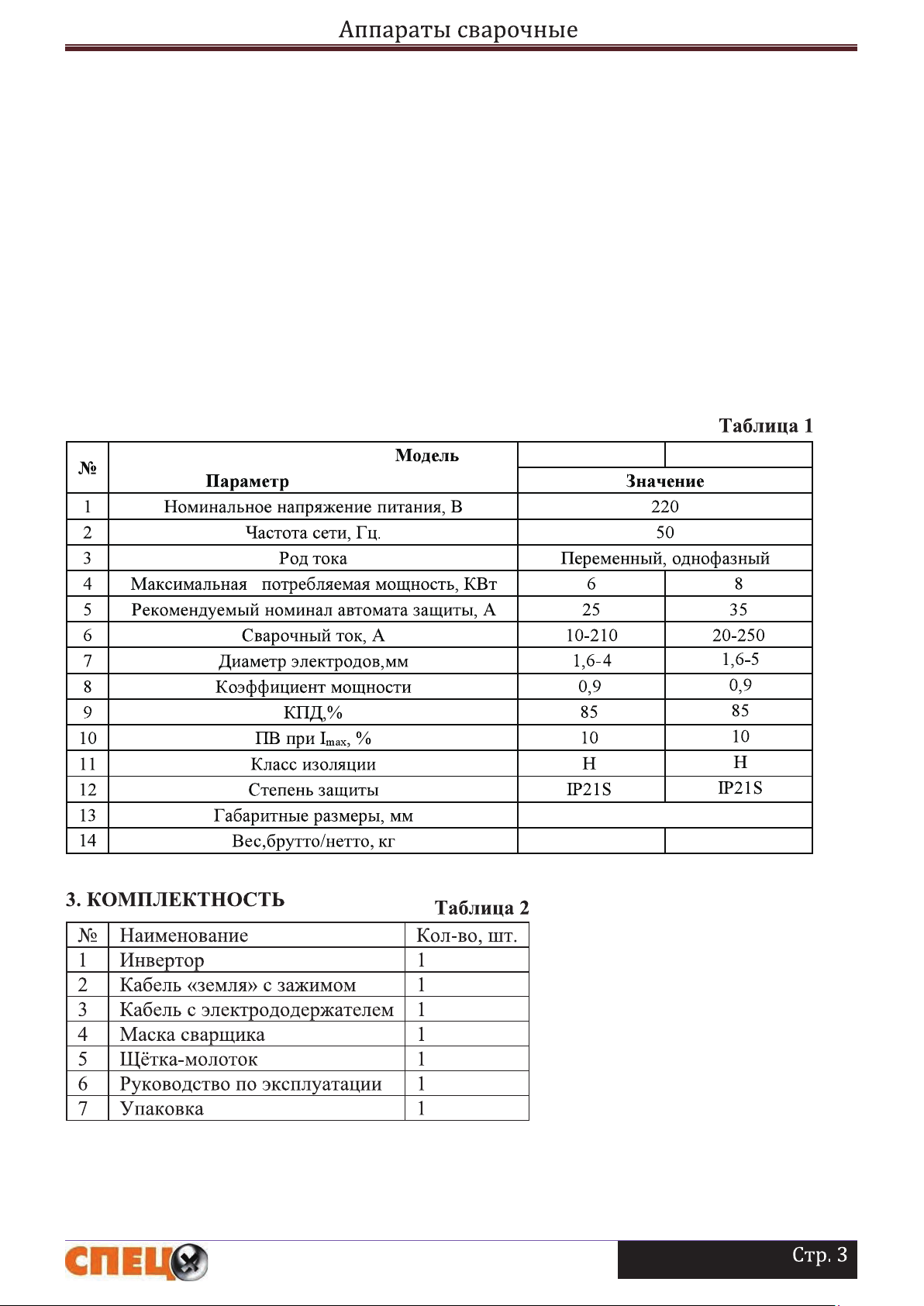
2.1 Основные параметры инверторов приведены в табл. 1
МИНИ -210ПН МИНИ -250ПН
270х180х180
3,8/4,1 3,9/4,2
Page 4
4. ПРИНЦИП РАБОТЫ
Работа инвертора основана на принципе фазового сдвига напряжения (инверсии).
Переменный ток промышленной частоты (50 Гц) подается на высокочастотный
выпрямитель, а затем – на низкочастотный фильтр. В дальнейшем полученный
постоянный ток преобразуется коммутированным инвертором на IGBT-транзисторах ,
в ток высокой частоты. Ток высокой частоты подается на силовой трансформатор,
который в свою очередь выдает необходимую для сварки мощность. Вторичный
выпрямитель преобразует переменное напряжение высокой частоты,
соответствующее величине сварочного напряжения, в постоянное напряжение,
со сглаживанием пульсаций тока. Плата управления осуществляет связь между
выходным и входным каскадами, позволяя тем самым регулировать параметры
сварочного тока на выходе аппарата.
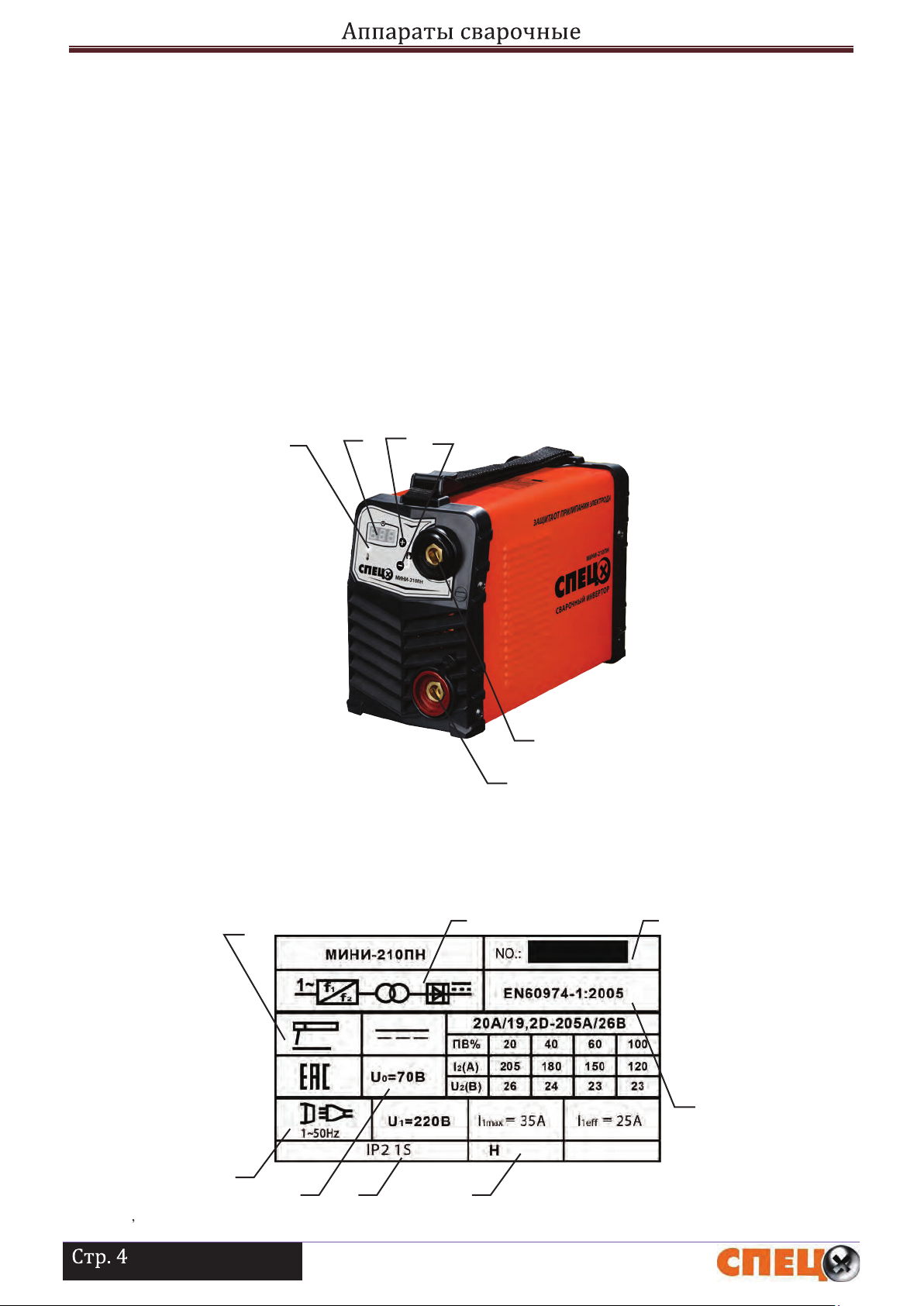
На рис1. представлен общий вид инвертора.
3
1
2
4
5
6
Рис.1. Общий вид
1-индикатор перегрузки; 2-дисплей; 3-клавиша увеличения силы тока;
4-клавиша уменьшения силы тока; 5-клемма «минус»; 6-клемма «плюс»
2
1
3
8
4
5
6
7
Рис.2. Пояснение к табличке с характеристиками
Page 5

1. Серийный номер.
2. Структурная схема аппарата.
3. Тип сварки-ручная сварка электродом.
4. Символы напряжения питающей сети: однофазный ток с частотой 50Гц.
5. Характеристики сварочного аппарата:
U0 - напряжение холостого хода;
I2, U2 - ток и напряжение на сварочных клеммах во время процесса сварки;
ПВ% - время непрерывной работы в процентах, по отношению к 10-минутному
циклу сварки при соответствующем токе сварки, например:
40% - 4 минуты при 180А, 60%-6минут при 150А;
U1, I1 - параметры питающей сети;
I1eff - максимально эффективный потребляемый ток.
6. Степень защиты.
7. Класс изоляции.
8. Соответствие нормам безопасности.
5.МЕРЫ БЕЗОПАСНОСТИ
5.1.Перед началом работы необходимо внимательно ознакомиться с настоящим
руководством и изложенными в нем правилами эксплуатации, требованиями
по технике безопасности, расположением и назначением органов управления.
5.2.При проведении сварочных работ необходимо соблюдать требования
стандарта ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности»,
а также стандартов ГОСТ 12.1.004-85, ГОСТ 12.1.010-76, ГОСТ 12.3.002-75.
5.3.К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию
по эксплуатации, изучившие его устройство, имеющие допуск к самостоятельной
работе и прошедшие инструктаж по технике безопасности.
5.4.Сварщик должен обладать необходимой квалификацией и иметь допуск по
проведению сварочных работ и группу по электробезопасности не ниже 2.
5.5.Заземлять оборудование в соответствии с правилами эксплуатации
электроустановок и техники безопасности.
5.6.Запрещается производить любые подключения под напряжением.
5.7.Категорически не допускается производить работы при поврежденной изоляции
силового кабеля, сетевого шнура и вилки.
5.8.Не касаться неизолированных деталей голыми руками. Сварщик должен
осуществлять сварку в сухих сварочных перчатках, предназначенных для сварки.
5.9.Отключать аппарат от сети при простое.
5.10.Сварочные инструменты должны быть сертифицированы, соответствовать
нормам безопасности и техническим условиям эксплуатации данного аппарата.
5.11.Рабочая зона должна хорошо вентилироваться. Стараться организовать
вытяжку непосредственно над сваркой, т. к. защитные газы, применяемые при
сварке, могут вытеснять воздух и приводить к удушью.
5.12.Не производить сварку в местах, где присутствуют пары хлорированного
углеводорода (результат обезжиривания, очистки, распыления).
Page 6

5.13.Для осуществления сварки ВСЕГДА использовать сварочную маску с
соответствующими светофильтрами и специальную одежду с длинным рукавом
вместе с перчатками и головным убором. Одежда должна быть темной и прочной,
из негорючего материала.
5.14.Должны быть приняты меры для защиты людей, находящихся в рабочей зоне
или рядом с ней.
5.15.Все воспламеняющиеся материалы должны быть удалены из рабочей зоны.
5.16.На месте проведении сварочных работ должны находиться средства
пожаротушения (огнетушитель, ведро с водой, кошма).
5.17.Запрещается сварка сосудов находящихся под давлением, емкостей, в которых
находились горючие и смазочные вещества.
5.18.Запрещается носить в карманах спецодежды легковоспламеняющиеся предметы
(спички, зажигалки),
5.19.Запрещается работать в одежде с пятнами масла, жира, бензина и других
горючих жидкостей.
5.20.Подсоединять силовые кабели как можно ближе к месту сварки.
5.21. Подсоединение кабеля «земля» к арматуре здания или другим металлическим
объектам, находящимися далеко от места сварки, приводит к возникновению
блуждающих токов, которые могут полностью вывести из строя изоляцию проводки
в доме и стать причиной пожара. Поэтому перед началом работ необходимо
удостовериться в том, что место подсоединения кабеля с зажимом на заготовке
очищено от грязи, ржавчины и краски до металлического блеска и обеспечена
непосредственная электрическая связь между заготовкой и источником тока.
5.22. После окончания сварочных работ проверить рабочее место на предмет
возгорания. Повторную проверку произвести через 2 часа.
5.23.Запрещается проводить сварочные работы в сырых помещениях или под дождём.
5.24.Не рекомендуется пользоваться сварочным инвертором лицам имеющим
жизненно необходимую электронную аппаратуру, например кардиостимулятор.
5.25. При возникновении неисправностей обратиться в сервисную службу или к
поставщику оборудования.
6.ПОДГОТОВКА К РАБОТЕ
6.1. Установить аппарат так, чтобы посторонние предметы не перекрывали приток
воздуха к месту работы для охлаждения аппарата и достаточной вентиляции.
Также необходимо следить, чтобы на аппарат не падали искры, капли расплавленного
металла, пыль и грязь; чтобы аппарат не подвергался воздействию паров кислот
и подобных агрессивных сред.
6.2. Подсоединить аппарат к электрической сети, предварительно проверив
соответствие напряжения и частоты сети техническим характеристикам,
приведенным на табличке аппарата.
6.3.Аппарат необходимо подключать к стандартной сетевой розетке, оборудованной
автоматическим выключателем, рассчитанным на потребляемый аппаратом ток.
Проверить надежность соединения сетевого кабеля. Вилка и розетка не должны
греться, искрить, розетка должна иметь плотный надежный контакт.
Page 7

6.4. Подсоединить сварочные кабели. На передней панели сварочного аппарата
имеется два панельных разъема «+» и «-». Для плотного закрепления прямого и
обратного кабелей в разъемах, необходимо вставить кабельный наконечник с
соответствующим кабелем в панельный разъем до упора и повернуть его по
часовой стрелке до упора. При неплотном подсоединении кабелей возможны
повреждения как кабельного разъема, так и источника питания.
ВНИМАНИЕ! На аппараты с неисправностями, вызванными нарушением
соединения кабелей в разъёмах, гарантия не распространяется!
6.4.1.Существует два способа подключения сварочных принадлежностей для
работы на постоянном токе :
-прямая полярность – кабель «земля» подсоединен к разъему «-», а электрододержатель к «+»;
-обратная полярность – электрододержатель подсоединен к разъему «-», а кабель «земля» к «+».
Выбирать способ подключения требуется в зависимости от конкретной ситуации
и типа электрода. Неправильное подключение оборудования может вызвать
нестабильность горения дуги, разбрызгивание расплавленного металла и
прилипание электрода.
6.4.2 Избегать использования чрезмерно длинных сварочных кабелей. При
необходимости увеличения их длины увеличивайте тогда также и сечения кабелей,
с целью уменьшения падения напряжения на кабелях. В общем случае постараться
просто придвинуть инвертор ближе к зоне сварки, для использования стандартных
кабелей из комплекта поставки.
6.5. Включить аппарат, установив выключатель сети на задней панели аппарата
в положение «Вкл.», при этом должен заработать встроенный вентилятор
охлаждения аппарата.
6.6.Установить требуемую величину сварочного тока с помощью клавиш регулятора
сварочного тока, см.рис.1.,поз.3,4, при этом выбранная сила тока отобразится на
дисплее. Обычно значения сварочного тока устанавливают в зависимости от
диаметра электрода, см.табл.№3, а также технических данных электрода,
указанных на его упаковке.
6.7. Подобрать электроды в соответствии с типом и толщиной свариваемого
металла. Электроды для сварки должны быть сухими или прокаленными в
соответствии с режимом прокалки для данных электродов, должны соответствовать
выполняемой работе, свариваемой марке стали и ее толщине, току сварки
Page 8

и полярности. Как правило, вся необходимая информация указывается на
упаковке электродов.
6.8. Свариваемые поверхности должны быть по возможности сухими, чистыми,
не иметь ржавчины, краски и прочих покрытий, затрудняющих электрический
контакт.
7.ПОРЯДОК РАБОТЫ
7.1.При сварке в обязательном порядке необходимо держать перед лицом маску.
Чтобы зажечь дугу и начать сварку, нужно прикоснуться к месту сварки концом
электрода, при этом движение по поверхности заготовки должно быть, как при
зажигании спички.
7.2.Как только дуга будет инициирована, электрод надо держать так, чтобы
расстояние от конца электрода до изделия соответствовало примерно диаметру
электрода. Для получения равномерного шва далее данную дистанцию необходимо
поддерживать постоянной. Наклон электрода должен составлять примерно 20-30%
относительно оси движения.
Заканчивая сварной шов, отвести электрод немного назад, чтобы заполнился
сварочный кратер, а затем достаточно быстро поднять его до исчезновения дуги.
7.3.Следует учитывать, что в конце сварки на коротком электроде выделяется
больше тепла, электрод сильнее разогревается, возможно появление прожогов
свариваемого металла. Будьте внимательны, выбирайте оптимальный режим сварки.
7.4. При правильном выборе скорости сварки шов получается необходимой ширины
без деформаций и кратеров, см.рис 3а.
7.5. Слишком длинная сварочная дуга вызывает искры и слабое плавление
обрабатываемого металла, при слишком короткой дуге электрод прилипает к
металлу, см.рис.3б.
7.6. В случае, если ток слишком высокий, то электрод быстро сгорает и при этом
шов получается широкий и неровный. Если ток слишком низкий, то шов получается
узкий и неровный, см.рис. 3в.
7.7. При правильном выборе скорости сварки и силы тока шов получается
необходимой ширины без деформаций и кратеров, см.рис. 3г.
Page 9

Рис.3. Типы сварочных швов
7.8. После окончания сварки удалить шлак с предварительно остывшего
сварочного шва. При удалении шлака использовать щётку-молоток из комплекта
поставки и специальные очки или маску для защиты глаз от окалины.
7.9.В режиме срабатывания защиты от перегрузок аппарат может временно
отключиться, при этом работает вентилятор для охлаждения внутренних частей
аппарата, следовательно, не нужно отсоединять аппарат от сети.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Аппарат при нормальных условиях эксплуатации не требует специального
обслуживания. Для обеспечения надежной работы в течение длительного периода
эксплуатации и хранения необходимо своевременно проводить техническое
обслуживание.
Периодически проверять все соединения аппарата (особенно силовые сварочные
разъемы). Если имеет место окисление контактов, удалите его с помощью наждачной
бумаги и подсоедините провода снова.
Регулярно удаляйте пыль с помощью чистого и сухого сжатого воздуха. Давление
сжатого воздуха должно быть уменьшено до величины не более 8атм, безопасной
для мелких деталей данного оборудования.
Не допускайте попадания в аппарат капель воды, пара и прочих жидкостей.
Периодически проверять целостность изоляции всех кабелей. Если изоляция
повреждена, заизолируйте место повреждения или замените кабель.
Если оборудование не используется в течение длительного времени, то хранить
его в оригинальной упаковке в сухом месте.
После окончания гарантийного срока следует проводить ТО (техническое
обслуживание) с целью удаления пыли и грязи, попавших в аппарат во время работы.
Техническое обслуживание включает в себя:
- внешний осмотр;
- внутреннюю чистку аппарата;
- проверку, зачистку, протяжку мест соединений силовых контактов аппарата;
- проверку работоспособности.
ВНИМАНИЕ! Техническое обслуживание (ТО) могут проводить только
квалифицированные специалисты, имеющие специальный сертификат.
Page 10

Импортер: ООО «ПОЛАРИС»
Адрес импортера: 690065,Приморский край, г.Владивосток,
ул.Стрельникова д.5, офис 602
Изготовитель: ZHEJIANG KENDE MECHANICAL & ELECTRICAL CO., LTD
Адрес изготовителя: No.2299, Luqiao Section, SHUGANG Avenue, LUQIAO DISTRICT,
TAIZHOU, ZHEJIANG, Китай
Дата изготовления указана в серийном номере.
9.ГАРАНТИИ ИЗГОТОВИТЕЛЯ
1.Предприятие-изготовитель гарантирует нормальную работу сварочного аппарата в течение
12 месяцев со дня продажи при соблюдении правил эксплуатации ухода, предусмотренных
настоящим руководством.
2.При обнаружении открытых производственных дефектов в сварочном аппарате, потребителю
следует обратиться в мастерскую гарантийного ремонта, а в случае отсутствия таковой, в
магазин, продавший сварочный аппарат, для отправки в гарантийный ремонт дилеру.
3. В течение гарантийного срока неисправности не вызванные нарушением правил эксплуатации
устраняются бесплатно.
4. При отсутствии на гарантийных талонах даты продажи, заверенной печатью магазина, срок
гарантии исчисляется от даты выпуска изделия.
5.Гарантийный талон может быть изъят только механиком предприятия, осуществляющего
гарантийный ремонт, и только при устранении дефекта в изделии.
6.Все претензии по качеству будут рассмотрены только после проверки изделия в сервисном центре.
7.Мастерская имеет право отказа от бесплатного гарантийного ремонта в следующих случаях:
-неправильно или с исправлениями заполнены свидетельство о продаже и гарантийные талоны.
-при отсутствии паспорта изделия, товарного чека, гарантийного талона.
-при использовании изделия не по назначению или с нарушениями правил эксплуатации
(см. инструкцию по эксплуатации).
-при наличии механических повреждений (трещины, сколы, следы ударов и падений, деформация
корпуса или любых других элементов конструкции).
-при наличии внутри изделия посторонних предметов.
-при наличии признаков самостоятельного ремонта.
-при наличии изменения конструкции.
-загрязнение изделия, как внутреннее, так и внешнее , ржавчина и т.д.
-дефекты, являющиеся результатом неправильной или небрежной эксплуатации, транспортировки,
хранения или являются следствием несоблюдения режима питания, стихийного бедствия, аварии и т.п.
-дефект-результат естественного износа.
8.Гарантия не распространяется на расходные материалы, а также на любые другие части изделия, имеющие
естественный ограниченный срок службы.
9.Условия гарантии не предусматривают профилактику и чистку изделия, а также выезд мастера к
месту установки изделия с целью его подключения, настройки, ремонта, консультации.
10.Транспортные расходы не входят в объём гарантийного обслуживания.
Page 11

Город Название Адрес Телефон
Page 12

Челны
Ростов-на-Дону
Page 13

Page 14

Page 15

Page 16

Page 17

 Loading...
Loading...