

Page 1

ИНВЕРТОРНОГО АППАРАТА (TIG)
МОДЕЛИ
TIG 500 P DSP AC/DC (J1210)
Санкт-Петербург
2012
Page 2

Содержание
1. Техника безопасности 4
2. Общее описание 5
3. Электрическая схема 7
4. Вольт-амперная характеристика 8
5. Основные параметры 8
6. Устройство панелей 9
7. Установка параметров сварки 13
8. Сборка и эксплуатация 26
9. Диагностика неисправностей 33
10. Техническое обслуживание 36
11. Хранение 43
12. Транспортировка 43
Page 3
Благодарим вас за то, что вы выбрали наше сварочное оборудование,
созданное в соответствии с принципами безопасности и надежности.
Высококачественные материалы, используемые при изготовлении этих
сварочных аппаратов, гарантируют полную надежность и простоту
в техническом обслуживании.
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС
Настоящим заявляем, что данное оборудование, предназначенное для промышленного
и профессионального использования, соответствует Международному стандарту качества
ИЕС 60974 (IEC 60974).
Пожалуйста, внимательно прочтите данное руководство и разберитесь в нем перед установкой
и использованием данного оборудования.
Компания оставляет за собой право вносить изменения в данное руководство, и не обязана
предупреждать об этом заранее.
Внимание!
Перед использованием аппарата внимательно прочтите настоящую инструкцию.
Не использовать с дизельными, бензиновыми генераторами.
Не допускается внесение изменений или выполнение каких-либо действий, не предусмотрен-
ных данным руководством.
По всем возникшим вопросам, связанным с эксплуатацией и обслуживанием аппарата, вы
можете получить консультацию у специалистов сервисной компании.
Производитель не несет ответственности за травмы, ущерб, упущенную выгоду или иные
убытки, полученные в результате неправильной эксплуатации аппарата или самостоятельного
вмешательства (изменения) конструкции аппарата, а также возможные последствия незнания
или некорректного выполнения предупреждений, изложенных в руководстве.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его при
продаже и эксплуатации.
Руководство по эксплуатации издано 12 сентября 2011 года.
3
Page 4
1. Техника безопасности
Перед началом работы необходимо внимательно ознакомиться с настоящим руководством и изложенными в нем правилами эксплуатации, требованиями по технике безопасности, расположением и назначением органов управления.
При неправильной эксплуатации оборудования, процессы сварки и резки представляют собой
опасность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При проведении сварочных работ необходимо соблюдать требования стандарта ГОСТ 12.3.003-86 «Работы
электросварочные. Требования безопасности», а так же стандартов ГОСТ 12.1.004-85, ГОСТ
12.1.010-76, ГОСТ 12.3.002-75.
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по эксплуатации, изучившие его устройство. Имеющие допуск к самостоятельной работе и прошедшие инструктаж по технике безопасности. Сварщик должен обладать необходимой квалификацией и
иметь допуск по проведению сварочных работ и группу по электробезопасности не ниже 2.
Не надевайте контактные линзы, интенсивное излучение дуги может привести к их склеиванию
с роговицей.
Перед эксплуатацией оборудования необходимо пройти профессиональную подготовку.
• Используйте для сварки средства индивидуальной защиты.
Электрический ток может быть причиной серьезной травмы, и даже
смерти.
• Устанавливайте обратный кабель в соответствии с проводимыми работами.
• Заземляйте оборудование в соответствии с правилами эксплуатации
электроустановок и техники безопасности.
• Не касайтесь неизолированных деталей голыми руками. Необходимо
осуществлять работу в сухих перчатках или крагах, предназначенных для
сварки.
• Сварщик должен держать заготовку на безопасном расстоянии от себя.
Дым и газ могут быть вредны для здоровья.
• Не вдыхайте дым и газ в процессе сварки.
• Поддерживайте хорошую вентиляцию рабочего места в процессе сварки
с помощью вытяжки или вентиляционного оборудования.
Излучение дуги может быть причиной травмы глаз или ожогов.
• Одевайте специальный сварочный комбинезон, маску и очки для защиты
глаз и тела в процессе сварки.
• Пользуйтесь специальными масками или экранами для защиты окружающих.
Неправильная эксплуатация оборудования может вызвать пожар или
взрыв.
• Искры от сварки могут быть причиной пожара, поэтому, убедитесь в
4
серия TIG
Page 5

том, что поблизости нет воспламеняющихся материалов, и уделяйте особое
внимание пожарной технике безопасности.
• Рядом должны находиться средства пожаротушения, персонал обязан знать,
как ими пользоваться.
• Сварка в воздухонепроницаемых помещениях запрещена.
• Запрещается плавить трубы с помощью этого оборудования.
Горячая заготовка может стать причиной серьезных ожогов.
• Не трогайте горячую заготовку голыми руками.
• После продолжительного использования горелки необходимо дать ей остыть.
Магнитные поля могут воздействовать на электронный стимулятор
сердца.
• Люди, с электронными сердечными стимуляторами не должны допускаться в
зону сварки до консультации с врачом.
Движущиеся части оборудования могут нанести серьезные травмы.
• Держитесь на безопасном расстоянии от движущихся частей оборудования,
таких как вентилятор.
Неисправность оборудования: при возникновении любых трудностей
обращайтесь за помощью к профессионалам.
• При возникновении любых трудностей в процессе установки или эксплуатации оборудования обратитесь к соответствующему разделу настоящего руководства.
• Обратитесь в сервисный центр за профессиональной помощью, если вы не
можете до конца разобраться с возникшей проблемой, или устранить ее, после
прочтения настоящего Руководства.
2. Общее описание
Наша новая разработка - цифровой сварочный инвертор тока. Надёжен в работе и обеспечивает
высокое качество сварки. Он предназначен для сварки в среде защитных инертных газов неплавящимся электродом и может работать в таких режимах как, ручная сварка штучным (покрытым) электродом, ручная дуговая сварка неплавящимся электродом (TIG-сварка) постоянным током, импульсная TIG-сварка, точечная TIG-сварка (постоянным током или импульсная), а также, импульсная сварка
постоянным током с комбинированной формой импульса. Аппарат применим для сварки различных
металлов.
Новаторский дизайн и применение прогрессивных, испытанных технологий для создания данного
аппарата гарантируют стопроцентную окупаемость инвестиций покупателей.
Преимущества:
2.1 Современная система цифрового контроля
5
Page 6

В аппарате применяется новейший цифровой процессор (DSP), поэтому, все основные параме-
тры работы задаются с помощью программ. Сварочный аппарат с системой цифрового контроля
работает намного надежнее и эффективнее традиционных сварочных аппаратов.
2.2 Современная инверторная технология на базе IGBT -блоков
Инвертор способен преобразовывать напряжение сети (50 Гц) в высокочастотное напряже-
ние (20 кГц), благодаря чему, значительно уменьшаются габаритные размеры и вес сварочного
аппарата. Значительное уменьшение потерь металла, безусловно, увеличивает эффективность
сварки и позволяет сберечь энергию. Рабочая частота аппарата, находится вне диапазона слы-
шимости, что практически сводит на нет уровень шума.
2.3 Надежность и стабильность работы
Для сварочных аппаратов с аналоговой или комбинированной (аналоговой и цифровой)
системой контроля, режим сварки задается путем регулировки ряда параметров. Качество
сварки различных аппаратов отличается из-за непостоянства регулируемых параметров, что
относится даже к аппаратам одной марки. Вдобавок, может варьироваться, также и качество
сварки одного аппарата, так как значение различных параметров может меняться в зависимо-
сти от внешних факторов, таких как температура и влажность и т.д.
Одна из отличительных особенностей цифрового контроля – это отсутствие чувствительности
к изменению параметров, качество сварки остается неизменным при изменении внешних пара-
метров. Поэтому, сварочные аппараты с функцией цифрового контроля более надежны и ста-
бильны в работе, чем традиционные сварочные аппараты.
2.4 Простота регулировки параметров сварки и обновления программного обеспечения.
В общих чертах, для сварочных аппаратов с аналоговой или комбинированной (аналого-
вой и цифровой) системой контроля сварочной цепи, регулировка большинства параметров
сварки происходит таким образом, что чем больше параметров необходимо корректировать,
тем сложнее должна быть цепь и тем труднее это сделать. Тогда как в сварочных аппаратах с
цифровой системой контроля, регулировка параметров происходит намного проще, потому что
основной режим сварки задается с помощью программ. Чтобы изменить режимы или отдельные
параметры сварки, нет нужды в изменении цепи, просто загрузите новые программы.
2.5 Удобная для пользователя диалоговая система
Для диалога с пользователем в аппарате применяется международная система символов, которая
проста, ясна, понятна и удобна для пользователя.
2.6 Удобство выбора режима сварки
В этом аппарате пользователю дана возможность создать шесть комбинаций сварочных пара-
метров, в зависимости от техники проведения сварки, каждая из которых способна выполнять
определенную задачу в области сварки, что, без сомнения, способствует технической стандар-
тизации управления сварочным процессом.
2.7 Ручная дуговая сварка штучным электродом (ММА)
Качество ручной сварки значительно улучшилось благодаря совершенной системе контроля,
позволяющей легче производить возбуждение дуги, обеспечивающей стабильную подачу сва-
рочного тока, низкий уровень разбрызгивания металла, отсутствие залипания электрода на
изделие, хорошую форму шва и адаптацию к изменению длины и сечения сварочного кабеля.
2.8 Ручная дуговая сварка неплавящимся электродом в среде защитного газа (TIG-сварка)
6
серия TIG
Page 7

Усовершенствованная цифровая технология для работы на постоянном токе обеспечивает
низкий уровень шума и стабильно высокое качество дуги. В то же время, продуманная система
контроля предлагает пользователям возможность свободно, легко и комфортно регулировать
значение сварочного тока. В аппарате доступно 20 режимов TIG сварки, включая стандартный
двух/четырехтактный режим, четыре из них – программируемые, что дает пользователям воз-
можность легче выполнить необходимую сварку.
2.9 Различные режимы дистанционного управления
Значительно усовершенствована функция дистанционного управления сварочной горелкой.
Вдобавок, в аппарате возможен аналоговый и цифровой режимы дистанционного управления.
Аналоговый режим дистанционного управления, осуществляемый с помощью педали, может
удовлетворить требования традиционных пользователей. В режиме цифрового дистанционно-
го управления (посредством блока ДУ RS-485) может осуществляться наблюдение за процессом
сварки и регулировка его параметров в реальном времени на расстоянии до 100 м. Область при-
менения нового режима дистанционного управления достаточно широка.
2.10 Роботизированная система для осуществления автоматической сварки
Аппарат оснащен системой диалога с пользователем RS-485, так что, пользователи могут
заказать специальное программное обеспечение для комплектования автоматической свароч-
ной системы дополнительным оборудованием.
2.11 Широкий диапазон напряжения сети.
Сварка данным аппаратом может производиться при значении напряжения сети переменного
тока в пределах от 280 до 437 В.
3. Электрическая схема
Рис 3.1 Электрическая схема
7
Page 8
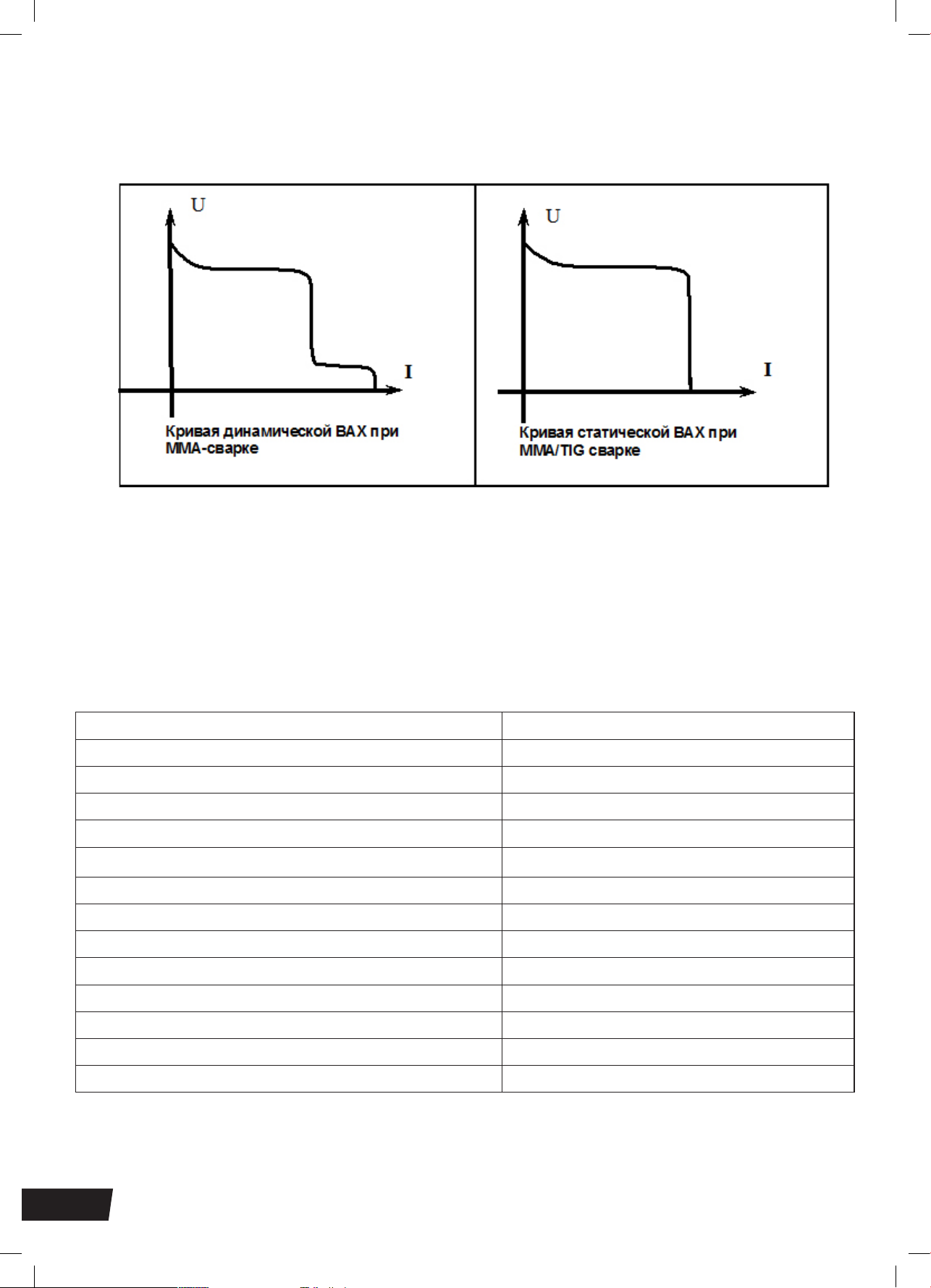
4. Вольт-амперная характеристика
Рис 4.1 Кривая ВАХ аппарата
В этом сварочном аппарате применена технология самоограничения увеличения тока. Пере-
менная составляющая тока не может быть видна из кривой статической вольт - амперной ха-
рактеристики источника тока для сварки штучным электродом (ММА сварки), а, на практике,
величина падения параметров тока будет автоматически добавляться в процессе сварки, решая
проблему несоответствия степени увеличения тока при использовании
5. Основные характеристики
Тип TIG 500 P DSP AC/DC (J1210)
Питание сети ~380В; 50/60Гц
Потребляемая мощность, кВА 18
Мощность рабочего режима, кВт 16
Номинальный ток предохранителя, А 60
Ном. ВАХ ток/напряжение, А/В TIG: 500/30; MMA: 400/36
Коэффициент мощности 0,85
КПД, % 85
Номинальное напряжение холостого хода, В 66
Номинальный ПВ, % 60
Класс изоляции F
Класс защиты IP21S
Габаритные размеры (мм) 650х340х783
Вес (кг) 63
8
серия TIG
Page 9

Параметры ручной дуговой сварки покрытым электродом ( MMA (DC, AC))
Диапазон сварочного, тока, А DC: 10-400; AC: 20-400
Ток поджига дуги, А DC: 10-400; AC: 20-400
Ток форсажа дуги, 0-250
Частота, Гц 50
Параметры ручной дуговой сварки в инертных газах и смесях (TIG (AC, DC))
Начальный диапазон тока DC: 10-510; AC: 20-250
Пиковый диапазон тока DC: 10-500; AC: 20-500
Базовый диапазон тока DC: 10-500; AC: 20-500
Ток кратера DC: 10-500; AC: 20-250
Диапазон частоты импульса, Гц 0,5-200
Отношение длительности импульсов % 10-90
Частотный диапазон 20-70
Положительное и отрицательное отношение
полуволны времени
Диапазон частоты импульса, Гц 0,5-5,0
Отношение длительности импульсов % 10-90
Повышение времени (сек) 0-60
Понижение времени (сек) 0-60
Время перед подачей тока (сек) 0-15,0
Время после подачей тока (сек) 0-20,0
Время образование зоны сварки 0,0-8,9
Режим воспламенения дуги Контактный, высокочастотный
10-60
6. Устройство панелей
Пленочная панель представляет собой операторский пульт для управления сварочным аппара-
том. Далее, приведена схема пленочной панели для аппарата TIG 500 P DSP AC/DC (J1210). Для
лучшего понимания схемы, некоторые ее части обозначены цифрами, а ниже, дается описание
функций всех компонентов.
9
Page 10
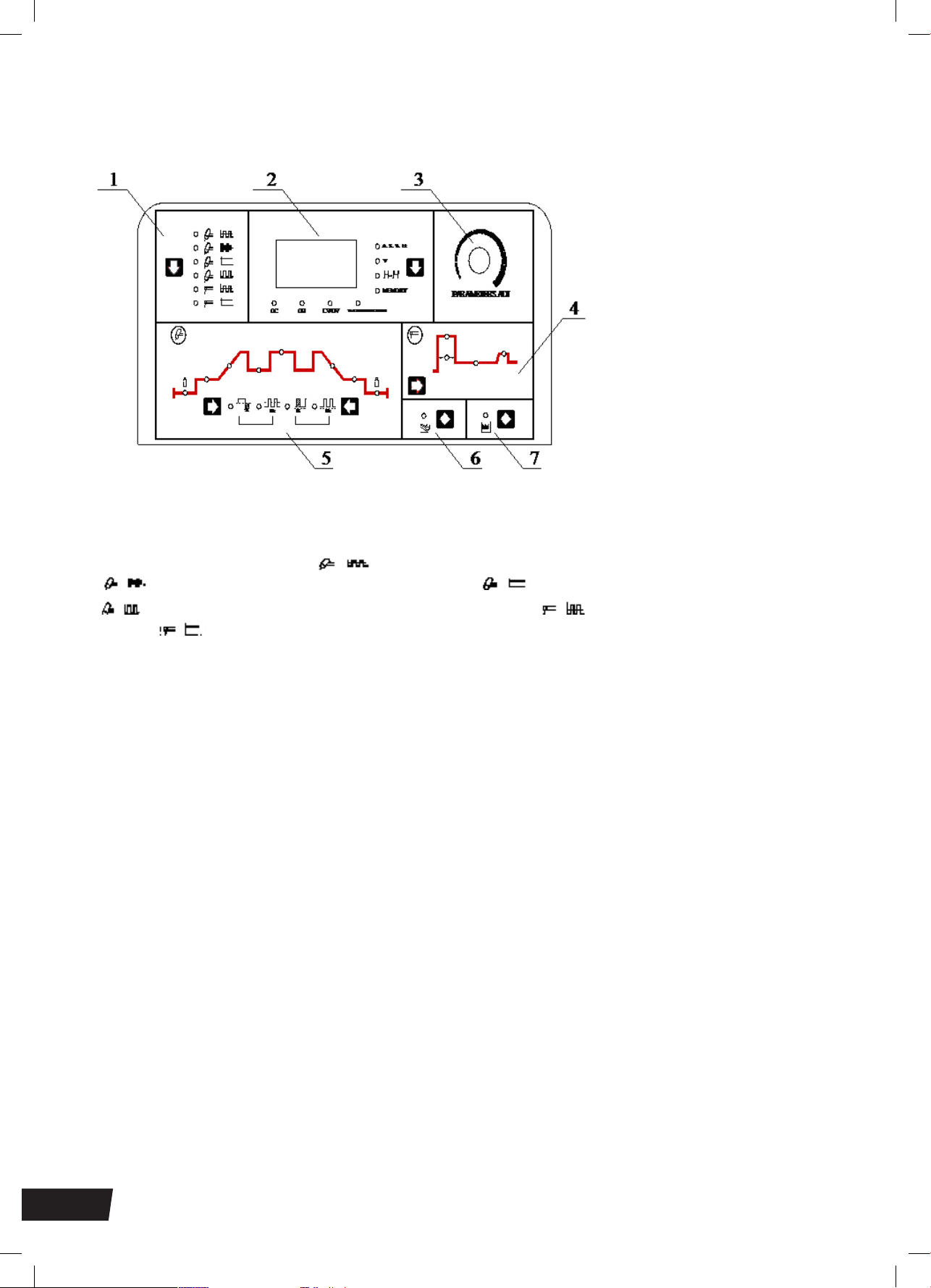
6.1. Панель управления аппарата
Рис 6.1 Панель управления аппарата
1—Зона выбора режима сварки
Используется для выбора режима сварки. Нажимайте на клавишу, расположенную в этой зоне
для выбора режима сварки: “ ” (TIG сварка переменным током волной квадратного типа),
“ ” (импульсная TIG переменным током), “ ” (TIG сварка постоянным током),
“ ” (импульсная TIG сварка постоянным током), “ ” (MMA сварка переменным
током), “ ” (MMA сварка постоянным током), при выборе одного из режимов загорается
соответствующий светодиод.
2—Дисплей со значениями параметров
А. Показывает значения параметров сварочного тока в процессе сварки, при этом, горят соответствующие светодиоды – А, сек, %, Гц. На холостом ходу, показывает установленные
значения параметров сварочного тока, а соответствующий светодиод горит в зоне 6 или 9.
Б. Отображает значение рабочего напряжения во время сварки и на холостом ходу; нажмите
клавишу на дисплее для выбора зоны 4, и загорится соответствующий светодиод «В».
В. Отображает значения параметров, заданных в процессе сварки, при этом, горят соответствующие светодиоды: А, сек, %, Гц, через 10 секунд после установки снова начинает показывать
рабочие значения параметров сварочного тока, хотя, если значения параметров были заданы
не в процессе сварки, а соответствующие светодиоды (А, сек, %, Гц) горели, то они продолжают
отображаться и после установки.
Г. Отображает номер версии программного обеспечения сразу после включения аппарата,
через 2 секунды, когда загораются соответствующие светодиоды, начинает отображать установленные значения параметров сварочного тока.
3—Зона сигнальных светодиодов
A. Сигнальные светодиоды не горят, если аппарат находится в нормальном состоянии.
Б. В режиме защиты от перегрузки по току аппарат автоматически отключается и загорается
светодиод «Перегрузка по току». Включите аппарат снова и можете продолжать сварку.
В. В режиме защиты от перепадов напряжения аппарат автоматически отключается, и загора-
ется светодиод «Перепад напряжения». Сварка может быть продолжена, как только погаснет
светодиод «Перепад напряжения», когда напряжение сети придет в норму.
10
серия TIG
Page 11

Г. Светодиод «Перегрев» загорается, если перегревается основная цепь аппарата и сварка
автоматически прекращается. В таком случае, нет необходимости выключать аппарат, нужно
просто подождать, и когда светодиод «Перегрев» погаснет можно продолжить сварку.
Д. Если установлен режим водного охлаждения горелки в зоне 8, аппарат автоматически отключается, если загорается светодиод «Сбой работы системы охлаждения», из-за получения
сигнала о неисправности в системе водного охлаждения. Когда сигнал о неисправности в
системе водного охлаждения исчезнет, светодиод «Сбой охлаждения воды» гаснет, и сварка
может быть продолжена.
4—Зона выбора параметров, отображаемых на дисплее.
Используется для выбора параметров, значения которых должны отображаться на дисплее.
Возможны следующие варианты: отображение значений параметров сварочного тока – «А,
сек., %, Гц»; отображение значения напряжения – «В»; отображение режима сварки - “ ”
и отображение комбинации параметров сварки - «группа параметров».
5—Регулятор параметров
Используется, чтобы отрегулировать или задать параметры, соответствующие светодиодам,
горящим в зонах 6 или 9, установить режим сварки“ ”, выбранный в зоне 4, и «группу
параметров» из комбинаций параметров сварки. Поверните регулятор по часовой стрелке, если
хотите увеличить значение регулируемого параметра и против часовой стрелки, если хотите
уменьшить его значение.
6—Зона установки параметров ММА-сварки
Рис 6.2 Схема зоны установки параметров сварки ММА
7—Зона выбора режима дистанционного управления (педали).
При включении педаль дистанционного управления регулировки сварочного тока, путем
нажатия клавиши в зоне 7, и загорится соответствующий светодиод. С этого момента регулировка значения сварочного тока, установленного на панели производится с помощью педали
дистанционного управления.
8—Зона выбора режима водного охлаждения
Выберите режим водного охлаждения горелки нажатием клавиши, находящейся в зоне 8 и
загорится соответствующий светодиод. Система водяного охлаждения должна быть подсоединена к полностью разомкнутому контакту выключателя. Если контакт замкнут, аппарат выключится и загорится светодиод «Сбой работы системы охлаждения» в зоне 3 (зоне сигнальных
светодиодов). Когда сигнал, подаваемый системой водного охлаждения, исчезает, светодиод
«Сбой работы системы охлаждения» гаснет, и сварка может быть продолжена. Зона выбора
режима водяного охлаждения активна только для режима TIG-сварки.
11
Page 12
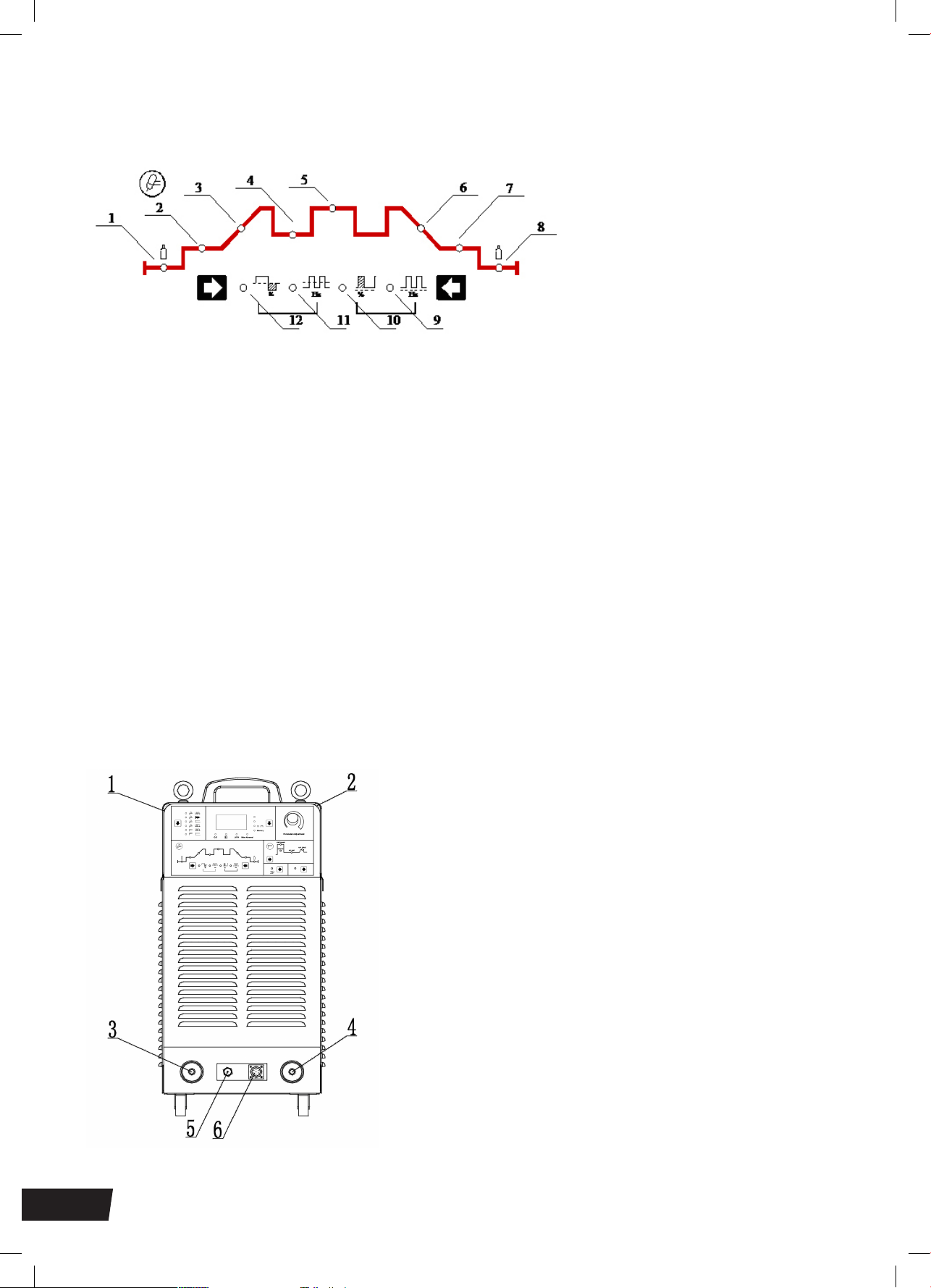
9—Зона установки параметров TIG-сварки
Рис 6.3 Схема зоны установки параметров TIG-сварки
1-Время подачи газа перед сваркой
2-Начальное значение тока
3-Время нарастания тока
4-Базовый ток (импульс)
5- Значение постоянного тока/Значение максимального тока (импульса)/Значение переменного тока
6-Время спада тока
7-Ток дежурной дуги
8-Время подачи газа после сварки
9-Частота (импульса/переменного тока)
10 – Скважность импульсов
11-Частота переменного тока
12-Ток катода
6.2 Передняя панель (на примере аппарата TIG 500PАС/DС(J1210), рисунок 6.4)
Рис 6.4 Передняя панель
1. Пленочная передняя панель
(Зона установки параметров сварки)
2. Регулятор
3. Гнездо “-”
4. Гнездо “+”
5. Выход «ГАЗ»
12
(для TIG-сварки)
6. Разъем подсоединения горелки/
педали дист. управления
серия TIG
Page 13

6.3 Задняя панель (на примере аппарата TIG 500PАС/DС(J1210), рисунок 6.5)
Рис 6.5 Задняя панель
1. 3-фазовое входное (4-проводное) поле
кабельной коробки
2. Разъём синх/автом. для дублирующей
машины синхронизции сварки, автоматического сварочного оборудования или цифрового
дистанционного управления.
3. Разъём для стока воды
4. Выключатель питания
5. Защита вентилятора
6. Клемма заземления
7. Входное отверстие для газа
8. Разъем подключения RS-485 (для связи с
дополнительным оборудованием)
7. Установка параметров сварки
Выбор и регулировка параметров сварки
Нажмите клавишу “
параметры, значения которых будут отображаться.
Нажмите клавишу “
Нажмите клавишу “ ”или “ ” в зоне установки параметров TIG сварки, чтобы выбрать нужные
параметры (доступны только в режиме TIG-сварки).
Нажмите клавишу“ ” в зоне установки параметров MMA сварки, чтобы выбрать нужные пара-
метры (доступна только в режиме MMA сварки)
Используйте регулятор для установки и корректировки значений выбранных параметров.
Сохранение заданных параметров
Заданные параметры автоматически сохраняются в текущей группе параметров (параметры не
сохраняются в случае, если после их задания сварка не производилась, и аппарат был выключен
в течение 5 секунд). При включении аппарата снова, в данной группе параметров сохраняются
значения параметров, использовавшиеся в предыдущий раз. В данном аппарате нет функции сохранения параметров вручную.
” в зоне выбора показателей, отражаемых на дисплее, чтобы выбрать
” в зоне выбора режима сварки чтобы выбрать нужный режим.
Группа параметров (Режим сварки)
Пользователям доступны 5 групп параметров для сохранения параметров сварки, все параметры MMA-сварки, TIG-сварки постоянным током и импульсной TIG-сварки могут быть сохранены
в каждой группе параметров. Каждый раз, при включении аппарата, он остается в той группе
13
Page 14
параметров, которая была выбрана в предыдущий раз. Если пользователь не выбирает другую
группу параметров, то аппарат будет продолжать работу со значениями параметров, заданными
в данной группе. Пользователь может установить свои значения параметров для каждой группы
и выбирать группу, подходящую для осуществления данного вида сварки или установить разные
группы параметров для разных сварщиков и выбирать собственную группу для осуществления
сварки в определенных условиях.
7.1 Выбор группы параметров (Режима сварки)
В режиме холостого хода нажимайте клавишу “
дисплее, пока не загорится светодиод напротив группы параметров, тогда на дисплее отразится
номер используемой группы параметров. С помощью регулятора выберите номер нужной вам
группы. После выбора группы параметров нажмите клавишу“ ” для выхода из зоны выбора
параметров, отображаемых на дисплее, или подождите 10 секунд, чтобы аппарат автоматически
вернулся в режим отображения параметров на дисплее.
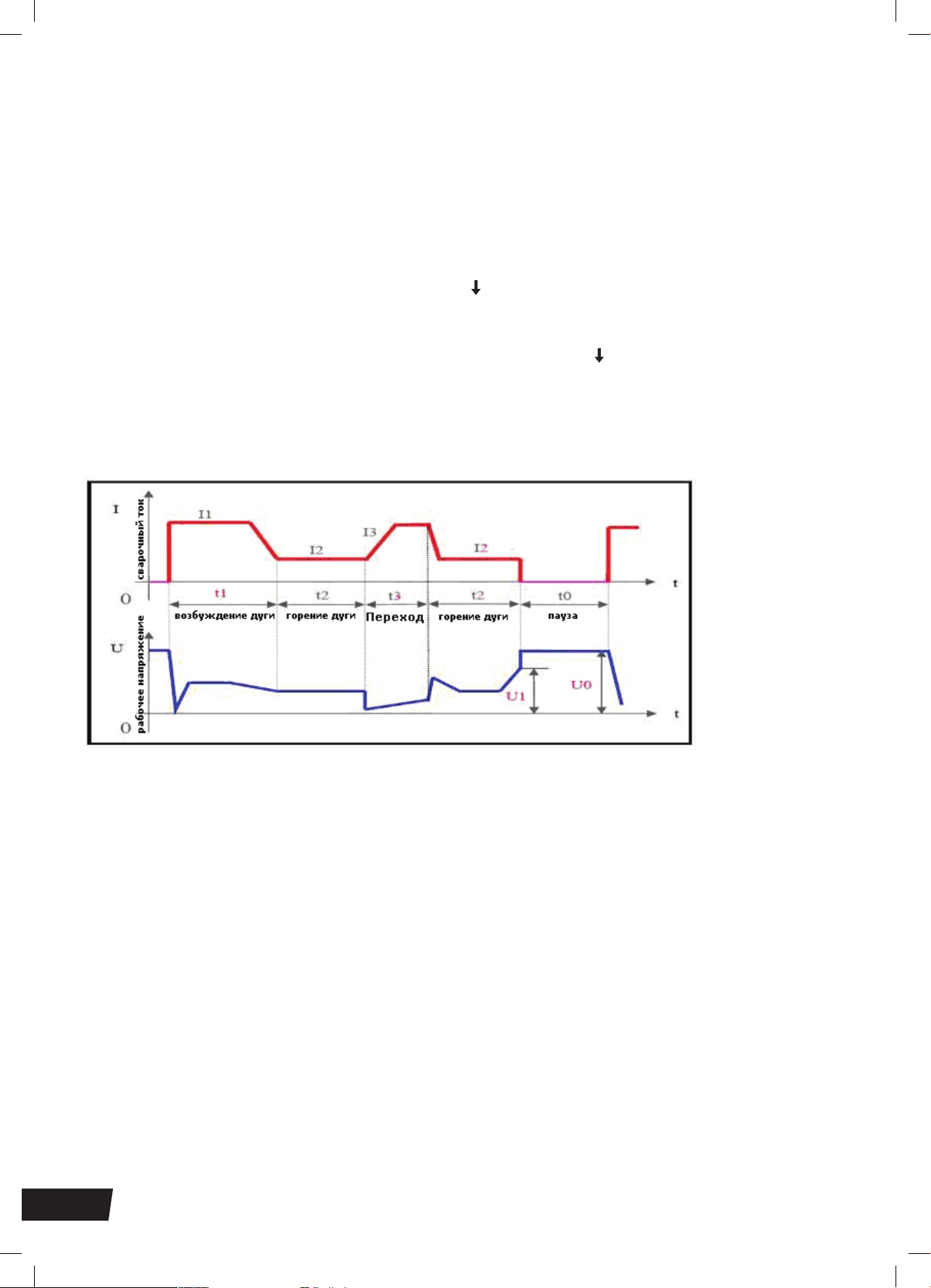
7.2 ММА - сварка электродом с покрытием
Рис. 7.2 График изменения значений тока и напряжения при сварке ММА постоянным током.
” в зоне выбора параметров, отображаемых на
Обратите внимание:
T0—Пауза. Ток не течёт по дуге, напряжение холостого хода;
T1—Возбуждение дуги: Значение сварочного тока равно значению тока возбуждения дуги (I1);
T2—Горение дуги: Значение сварочного тока равно установленному (I2);
T3—Переход к короткому замыканию:
T3 — воспламенение Дуги: Сварочный ток равен установленному (I2);
T4 — переход Короткого замыкания: Сварочный ток - ток перехода короткого замыкания (I3).
В режиме ММА сварки электродом с покрытием четыре параметра могут задаваться напрямую, а
один только программироваться. Ниже, приведены пояснения к рисунку 7.2
Ток (I2) –Сварочный ток, устанавливаемый пользователем в соответствии с применяемой
техникой сварки или таблицей 7.2.
Ôорсаж дуги – На рисунке 7.2 восходящий участок кривой, показывающий увеличение значения
тока в момент короткого замыкания, за миллисекунды значение тока увеличивается в 10 раз.
Установленное значение тока будет увеличиваться согласно графику, после возникновения короткого замыкания (например, если установленное значение тока равно 100 А, через 5 миллисекунд после возникновения короткого замыкания, значение тока будет 100+5х20=200А). Если
Значение сварочного тока равно току короткого замыкания (I3);
14
серия TIG
Page 15

короткое замыкание еще имеет место, а значение тока достигло разрешенного максимума – 250
А, то оно не будет больше увеличиваться. Если короткое замыкание длится более 0,8 секунд, то
аппарат перейдет в режим защиты от залипания электрода, и будет ждать его отсоединения от
заготовки при низком значении тока. Значение тока форсажа дуги должно выбираться в соответствии с диаметром прутка, установленным значением тока и техникой сварки. Если форсаж
сильный, электрод быстро плавится и уменьшается риск его залипания, но если форсаж слишком
сильный, то увеличивается степень разбрызгивания металла. Если форсаж слабый, то обеспечивается низкий уровень разбрызгивания металла, хорошие очертания шва, но, временами, дуга будет
слишком мягкой, или будет возникать опасность залипания электрода. Поэтому, степень форсажа
дуги должна увеличиваться при сварке электродами с большим диаметром низким током. При
обычной сварке, время форсажа может устанавливаться в районе 2-5 секунд.
Ток возбуждения дуги (I1) и время возбуждения дуги (T1): Ток возбуждения дуги – это сварочный ток аппарата в момент возбуждения дуги. Время возбуждения дуги – время, в течение
которого подается ток возбуждения дуги. При бесконтактном возбуждении дуги этими параметрами можно пренебречь. В режиме, когда значение тока возбуждения дуги велико (обычно в
1,5-3 раза больше сварочного), время возбуждения дуги – 0,02-0,05 секунды. При низком значении
тока возбуждения дуги (20-50% от значения сварочного тока), время возбуждения дуги – 0,02-0,1
секунды.
Режимы возбуждения дуги при ММА сварке покрытым электродом
Возбуждение дуги током с низким значением: Называется также, иногда «возбуждение дуги
с отрывом электрода». Задайте время возбуждения дуги отличным от нуля, а значение тока возбуждения дуги (I1) меньшим, чем значение сварочного тока (I2) и на аппарате установится режим
возбуждения дуги током с низким значением. Дотроньтесь до заготовки сварочным электродом,
после того, как появится дуга, оторвите его и начните сварку.
Возбуждение дуги током с высоким значением: Называется также «горячий старт». Задайте
время возбуждения дуги отличным от нуля, а значение тока возбуждения дуги (I1) не менее
значения сварочного тока (I2) и на аппарате установится режим возбуждения дуги током с
высоким значением. Дотроньтесь до заготовки сварочным электродом, и можно осуществлять
дальнейшую сварку без отрыва электрода.
Критическое напряжение (напряжение гашения дуги ),(U1): Этот параметр используется
в целях задания значения напряжения угасания дуги при сварке. Специально для того, чтобы
удовлетворить требования некоторых пользователей к высокочастотной импульсной сварке
в аппарате предусмотрена возможность задания этого параметра. Шаг регулировки напряжения гашения дуги – 0.1 В. Сварка может быть продолжена, если напряжение дуги меньше этого
значения, при напряжении дуги выше этого значения сварка прекращается. Этот параметр не
может быть задан также просто, как другие, алгоритм его установки приведен ниже.
Программирование значения напряжения гашения дуги
Вход в режим регулировки: Нажмите клавишу выбора параметров ММА- сварки и включите
аппарат, на дисплее будет мигать надпись “P-1”, которая исчезнет через 5 секунд. В этот момент
загорится светодиод «Напряжение» и аппарат установится в режим регулировки напряжения
гашения дуги.
Регулировка критического напряжения: После входа в режим регулировки напряжения
гашения дуги, на дисплее отображается действующее значение критического напряжения. Вы
можете установить нужное значение напряжения, поворачивая ручку регулятора.
15
Page 16

Выход из режима регулировки: Выход осуществляется путем нажатия клавиши выбора параметров ММА – сварки после регулировки. В этот момент новое значение критического напряжения вступает в силу и будет автоматически сохранено.
Обратите внимание: В обычных условиях значение критического напряжения должно быть
выше 60 В. Если его значение чрезмерно мало, то в процессе сварки будет иметь место частый
разрыв дуги.
Таблица 7.2 Рекомендуемые параметры сварки электродом (ММА)
Диаметр электрода (мм) Рекомендуемое значение
сварочного тока (A)
1.2 20 - 40 20 - 22
1.6 30 - 60 21 - 23
2.0 50 - 90 22 - 24
2.5 80 - 120 23 - 25
3.2 100 - 140 24 - 26
4.0 140 - 180 26 - 28
4.8 180 - 220 27 - 29
6.0 220 - 255 28 - 31
•Этатаблицарежимовдлясваркинизкоуглеродистойстали.Дляработысдругимиматериалами,пожалуйста,изучитесоот-
ветствующие справочные материалы.
7.3 ММА - сварка электродом с покрытием (переменный ток)
Рис. 7.3 График изменения значений тока и напряжения при сварке ММА переменным током.
Рекомендуемое значение
рабочего напряжения (В)
T0- Возбуждение дуги (0 - 1 s)
T1-Период тока (20 мс), частота = 50 Гц
I0-Стартовый ток
I1-Сварочный ток
В режиме сварки электродом с покрытием переменным током, регулировка всех параметров (см.
Рисунок 7.3) совпадает с таковой в режиме сварки электродом с покрытием постоянным током
MMA исключением того, что тяга = 0.
16
серия TIG
Page 17

7.4 TIG – сварка постоянным током
Рис. 7.4 График изменения сварочного тока в процессе TIG – сварки (ток пост.)
Обратите внимание:
I1—Начальный ток – сварочный ток в начале сварки;
I2—Нарастающий ток – сварочный ток в период нарастания;
tr – время нарастания; I3— Установленный ток –заданное значение тока;
I4—Падающий ток - сварочный ток в период спада;
td – время спада;
I5— Ток дежурной дуги – сварочный ток во время горения дежурной дуги
В режиме TIG – сварки постоянным током в аппарате предусмотрена возможность регулировки
8 параметров. Их описание приведено ниже (см. рисунок 7.4):
Ток (I3): Этот параметр устанавливаться по тех.требованиям или по таблице 7.5.
Начальный ток (I1): ток возбуждения дуги, появляющийся при нажатии кнопки на горелке,
должен устанавливаться в соответствии с требованиями технологического режима. Если
значение начального тока достаточно велико, дуга легче возбуждается. Однако не устанавливайте слишком большое значение тока при работе с тонкими заготовками, чтобы не прожечь их при
возбуждении дуги. В некоторых режимах работы значение тока не увеличивается, а остается на
уровне начального, чтобы разогреть заготовку или осветить её.
Ток дежурной дуги (I5): В некоторых режимах работы дуга не гаснет после спада тока, а остается
в виде дежурной дуги. Рабочий ток при таком состоянии дуги называется током дежурной дуги,
его значение должно устанавливаться в соответствии с требованиями технологического режима.
Время подачи газа перед сваркой - время, проходящее с открытия подачи газа путем нажатия
кнопки на горелке до возбуждения дуги при её бесконтактном возбуждении. В обычных условиях,
необходимо, минимум, 0,5 секунд для того, чтобы газ дошел до горелки в объеме достаточном для
работы, перед возбуждением дуги. Время подачи газа перед сваркой следует увеличивать при
увеличении длины газового шланга.
Время подачи газа после сварки – время, проходящее от выключения сварочного тока до перекрытия газового вентиля внутри аппарата. Слишком большой промежуток времени приводит
к потерям аргона, а слишком маленький, - к недопустимому окислению раскалённого сварочного
шва. Обычно это время устанавливают в пределах 5-10 секунд.
Время нарастания тока (tr) – Время, за которое значение тока увеличивается от 0 до заданного , должно устанавливаться в соответствии с требованиями технологии сварки.
Время спада тока (td) –Время, за которое значение тока снижается от установленного до 0,
должно устанавливаться в соответствии с требованиями технологии.
17
Page 18

Таблица 7.5 Технические требования в режиме TIG – сварки (ток постоянный)
Диаметр электрода
(мм)
1~2 1~3
2~4 3~6
7.5 Импульсная TIG - сварка
Рис. 7.5 График изменения тока в импульсной TIG – сварке
Толщина нержавею-
щей стали (мм)
Максимальный ток
80 - 120 7
121 - 160 8
161 - 200 9
201 - 300 10
Максимальный
(A)
50 5
50 - 80 6
объем подачи газа (л/
мин.)
I1 —Начальный ток;
Ib—Базовый ток;
Ip— Максимальный ток;
I5— Ток дежурной дуги;
Tp—Время максимального тока;
Tb—Время базового тока;
В этом аппарате, в режиме импульсной TIG – сварки, регулируются все параметры TIG –сварки
постоянным током, за исключением тока (I3), а также, четыре дополнительных параметра. Их
описание приведено ниже (см. рисунок 7.4):
Максимальный ток (Ip), базовый ток (Ib), продолжительность включения импульса (100*Tp/T),
частота импульса (I/T) – должны устанавливаться в соответствии с требованиями технологии
сварки.
18
серия TIG
Page 19

7.6 Точечная TIG – сварка
Рис. 7.6 Режимы точечной сварки
Выберите режим работы TIG 1 (согласно рис 7.6) для того, чтобы начать работу контактной
точечной сваркой TIG. Контактная точечная сварка доступна во всех четырех режимах TIG.
Обратите внимание, время точечного контакта составляет 1/10 времени высшей точки, и время
высшей точки – это предварительно установленные значения. Для того, чтобы получить изменения контактной TIG сварки в режиме тока и в импульсном режиме постоянным и переменным током, смотрите рисунки ниже. В режиме переменного тока предварительно установленное
значение контактной сварки будет приблизительно равно абсолютному среднему значению сварочного тока, кроме пикового значения.
7.7 Комбинированная форма импульса в режиме импульсной сварки постоянным током.
На самом деле, это вид двух-импульсной сварки, которая может удовлетворять специфическим
требованиям, предъявляемым к сварке путем наложения импульсного тока большей частоты на
импульсы максимального тока сравнительно низкой частоты. Чтобы получить комбинированную форму волны постоянного импульсного тока, необходимо выбрать правильный режим TIG
– сварки или перепрограммировать режим, руководствуясь инструкцией для пользователей по
программированию режимов TIG – сварки (см. Приложение). Исключительно, в режиме импульсной сварки можно задать комбинированную форму волны импульсного постоянного тока (см.
19
Page 20

Режимы 18 и 19). Ниже, приведена стандартная комбинированная форма волны импульсного постоянного тока в процессе сварки (см. режим 18).
Рис. 7.7. Изменение значений тока при комбинированной форме волны импульсного постоянного тока в процессе сварки
•
На рисунке 7.7, Ib и Ip обозначают базовый ток и максимальный ток импульса (в режиме импульсной сварки) соответственно. Значение Id равно значению тока дежурной дуги, но этот ток
не относится к дежурной дуге, и может рассматриваться, как вторичный базовый ток. Время T2
– продолжительность вторичного импульса. В нашем примере T2 равно 200 миллисекундам. В
режиме сварки 19, период вторичного импульса может быть изменен в любое время, путем изменения продолжительности спада тока.
7.8 Импульсная TIG-сварка переменным током.
Рис. 7.8. Изменение значений тока в режиме импульсной TIG –сварки переменным током
В режиме импульсной TIG-сварки переменным током, время нарастания и спада тока те же что и
импульсной сварке постоянным током, остальные параметры представлены на рис. 8.10.
7.9 Режимы управления TIG - сваркой
Режимы управления TIG –сварки – особые режимы, в которых сварочный ток в процессе TIG
сварки постоянным током и импульсной TIG – сварки управляется посредством различных манипуляций с кнопкой на сварочной горелке. Их введение расширило возможности применения
кнопки на сварочной горелке в качестве дистанционного управления, так что в наших аппаратах,
пользователи практически получают функцию дистанционного управления без дополнительных
затрат.
20
серия TIG
Page 21

В аппарате существует 20 режимов управления TIG сварки, режимы от 0 по 15 не могут программироваться пользователем, а режимы с 16 по 19 являются программируемыми. Если вы
хотите запрограммировать режим управления TIG-сварки, пожалуйста, изучите инструкцию по
программированию режимов TIG- сварки (см. Приложение)
Режим управления TIG-сварки должен выбираться в соответствии с техническими требованиями и профессионализмом пользователя. Все 20 режимов управления TIG сварки перечислены в
таблице 9-9, ниже приведены объяснения используемых условных обозначений:
7.10 Импульсная TIG-сварка переменным током сложной волной
Рис. 7.9. Волна импульсов переменного тока TIG сварки
tc-Время катодного тока,
tp-Период переменного тока
Tp-Пиковое значение времени импульса переменного тока,
T-Импульсный период
Импульсная TIG сварка переменным током - почти то же самое, что и прямоугольная волна переменного тока сварки TIG, отличия лишь в том, что импульсная TIG- сварка переменного тока изменяется в зависимости от импульсного и пикового тока, и базовый ток сгенерирован, так что сварочным током управляет импульс низкой частоты. Предварительно установленный пиковый ток
и основной ток приобретают пиковое значение импульса низкой частоты (среднее значение) и
базовое значение соответственно. Частота импульсов (1/T) имеет более низкое значение и может
быть скорректирована между значениями: 0.5 Гц и 5 Гц. Отношение длительности импульса
(Tp/T) может быть скорректировано между значениями: 10 % и 90 %.
Для выбора параметра прямоугольной волны переменного тока и его установок, пожалуйста,
перейдите к соответствующему режиму TIG сварки переменным током. Для получения значений
частоты импульсов и отношения длительности импульса, перейдите к параметру: импульсная TIG
сварка постоянным током.
Текущее изменение постоянного тока сложной волны импульсного сварочного тока
Эта машина может получить сложную форму волны TIG сварки, осуществляющую процесс в программируемом режиме Специальная импульсная сварка может быть получена в режиме TIG по-
21
Page 22

стоянным током. Двойная импульсная сварка может быть получена в импульсном режиме TIG, и
переменная полярность импульсной сварки, в режиме TIG переменным током. Чтобы получить
сложную форму волны сварки TIG, необходимо выбрать соответствующий режим работы TIG или
повторно программировать режим работы TIG согласно приложению, «ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ» Если взять волну постоянного тока сложной формы импульсной, сварки, например, добавляя импульсный ток с более высокой частотой к пику импульса
тока с более низкой частотой, то могут быть удовлетворены некоторые специальные сварочные
требования. Волна сложной формы постоянного импульсного тока сварки, может быть получена,
путём выбора режима работы 18/19 или запрограммирована в импульсном сварочном режиме.
Типичная форма волны сложной формы постоянного импульсного тока сварки (режим работы
18), покажет что Ib и Ip поддерживают основной текущий и пиковый ток в импульсном сварочном
режиме, соответственно значение идентификатора будет равно току экспериментальной дуги
Это можно рассмотреть как вторичный основной ток. Стенды T2 в течение периода вторичного
импульса (LF), и здесь в этом примере T2 составляют 200 мс. В режиме работы 19, период вторичного импульса (LF) может быть изменен в любой момент, корректируя наклонное время.
При чтении таблицы с описание режимов управления TIG - сварки, обратите внимание, что:
• При высокочастотном бесконтактном возбуждении дуги и при контактном возбуждении,
вне зависимости от выбранного режима сварки, после успешного возбуждения дуги сначала
подается ток, начального значения, и только позже включается режим управления сваркой.
• Выход из некоторых режимов сварки осуществляется нажатием кнопки на сварочной
горелке. После выхода из режима сварки надо отпустить кнопку на сварочной горелке.
Таким же образом, - то есть нажатием кнопки на сварочной горелке, можно войти в другой
режим сварки.
• Кривые тока для всех режимов сварки изображены исходя из предположения, что аппарат
работает в режиме TIG – сварки постоянным током, если же аппарат работает в режиме импульсной TIG- сварки, то кривая тока представляет собой меандр.
• Обычно, наиболее широко используемыми режимами TIG – сварки являются 2х-тактные 2х
и 4х-шаговые режимы, которые в точности совпадают с режимами № 2 и 4 данного аппарата,
соответственно.
• Будьте внимательнее при использовании программируемых режимов, -это достаточно
сложно.
22
серия TIG
Page 23

Таблица 7.9 Режимы TIG – сварки
23
Page 24

24
серия TIG
Page 25

25
Page 26

8. СБОРКА И ЭКСПЛУАТАЦИЯ
Внимание:
• Пожалуйста, еще раз внимательно прочтите раздел «Меры предосторожности» перед изучением
данного раздела.
• Пожалуйста, производите сборку аппарата именно в той последовательности, которая описана в на-
стоящей главе.
• Поражение электрическим током может быть причиной травм, и даже смерти.
Организация рабочего места
• Сварка должна проводиться в относительно сухих помещениях с относительной влажностью
воздуха не более 80%.
0
• Температура окружающей среды должна находиться в диапазоне от -10
C до +400C.
26
серия TIG
Page 27

• Не проводите сварку на открытом воздухе, в местах не защищенных от попадания солнечных
лучей и дождя. Ни в коем случае не допускайте попадания дождевых капель или влаги в аппарат.
• Не производите сварку в запыленных помещениях или при наличии поблизости едких химических
газов.
• Не производите сварку в среде защитных газов на сквозняке.
• Поддерживайте хорошую вентиляцию. При работе этого сварочного аппарата, предназначенного
для промышленного использования, значение сварочного тока настолько велико, что естественная
вентиляция не способна охладить его в достаточной степени, тогда как встроенный вентилятор
обеспечивает стабильную работу аппарата, осуществляя его эффективное охлаждение. Сварщик
должен следить за тем, чтобы решетки вентилятора всегда были открыты. В радиусе, как минимум
30 см. вокруг аппарата, не должно находиться никаких посторонних предметов. Хорошая вентиляция – условие критической важности для обеспечения нормальной работы аппарата и увеличения
срока его службы.
8.1 Подключение сетевого кабеля к сети.
• Действия по подсоединению электричества должны производиться после установки вы-
ключателя сети на блоке выключателя в положение «выкл.»
Параметры электросети для описываемого сварочного аппарата – 380 В, 3 фазы, 50/60 Гц, и
распределительная сеть должна соответствовать требованиям, предъявляемым к питанию
данного аппарата (площадь поперечного сечения кабеля должна быть более 4 мм 2 , а
мощность предохранителя должна быть более 40 А). Подсоедините сетевой кабель (четырехжильный, не входящий в комплект поставки) к соответствующему выходу на аппарате и блоку
выключателя. В сетевом кабеле 3 жилы, в одноцветной оплетке являются токопроводящими,
а 4-я жила, в желто-зеленой оплетке – заземляющая. Допускается варьировать длину используемых кабелей в соответствии с техническими требованиями, но площадь сечения любого
кабеля должна быть более 4 мм 2 .
8.1.1 Подсоединение сетевого кабеля к сварочному аппарату.
Откройте блок выключателя на задней панели аппарата с помощью отвертки; подсоедините
три одноцветных (токопроводящих) провода четырехжильного кабеля к соответствующим
трем разъемам; вытащите желто-зеленый провод и подсоедините его к заземляющему болту
“ ”. Проверьте надежность всех соединений. Наконец, зафиксируйте кабель с помощью
специальной скобы. Убедитесь в том, что выключатель сети аппарата находится в положении
«выкл.» перед подсоединением сетевого кабеля к блоку выключателя.
8.1.2 Подсоединение блока выключателя (см. рисунки 8.1, 8.2 и 8.3)
1. Выключатель сети на блоке выключателя
2. Предохранитель на 40 А и более
3. Сетевой кабель сварочного аппарата.
4. Желто-зеленый заземляющий провод (заземляется
1
2
4
Рис. 8.1. Подсоединение блока выключателя
3
на болт )
Обратите внимание – любые действия при
включенном электричестве запрещены
Проводите подсоединение в соответствии с приведенным рисунком или другим корректным методом.
Убедитесь в том, что питание аппарата отключено
перед осуществлением подсоединения.
27
Page 28

• Подсоединение должно осуществляться дипломированным электриком.
• Не подсоединяйте два сварочных аппарата к одному блоку выключателя.
• Не обязательно заземлять четвёртый провод сетевого кабеля, если заземлен корпус аппарата.
ВНИМАНИЕ: Последствие неправильного подключения аппарата к сети не является гарантийным случаем.
8.2 Ручная сварка штучным покрытым электродом (MMA)
8.2.1 Подсоединение кабелей (Рисунок 8.2)
• Подсоединение обратного кабеля:
Вставьте байонет-разъём обратного кабеля в разъем “ - ” («минус» источника) на передней
панели аппарата и зафиксируйте ее вращая по часовой стрелке.
• Подсоединение кабеля электрододержателя:
Вставьте кабель электрододержателя в разъем “ + ” («плюс» источника) на передней панели
аппарата и зафиксируйте его, вращая по часовой стрелке. Подсоединение, описанное выше,
называется подсоединением тока обратной полярности. Нужно использовать подсоединение
тока прямой полярности в соответствии с материалом заготовки и типом электродов, используемых для сварки. Обычно, постоянный ток прямой полярности рекомендуется использовать для
сварки электродами со щелочным покрытием, тогда как для сварки электродами с кислотным
покрытием нет никаких специальных рекомендаций.
Рис. 8.2. Сборка аппарата для режима сварки ММА
28
серия TIG
Page 29

8.2.2 Работа в режиме ММА – сварки электродами с покрытием
После подсоединения всех кабелей и проводов аппарата в соответствии с рисунками 8.1 и 8.2,
прикрепите зажим обратного кабеля на заготовку и вставьте выбранный сварочный электрод
в электродержатель. После этого, проверьте правильность подсоединения всех элементов и
установите выключатель сети в положение «вкл.» для включения аппарата. Если аппарат не
находится в режиме ММА - сварки постоянным током, то нажимайте клавишу в зоне выбора
режима сварки на передней панели аппарата чтобы выбрать режим ММА – сварки, обозначаемый значком “ ”. После установки всех параметров, описанных в разделе «Установка параметров», можно приступать к ММА – сварке. Во время сварки на дисплее отражается значение
сварочного тока, но может отражаться и рабочее напряжение на дуге, если вы выберете соответствующий параметр нажатием клавиши в зоне выбора показателей, отображаемых на дисплее.
Обратите внимание: Если форсаж дуги = 0, то возможна работа в простом режиме TIG - сварки.
8.3 TIG - сварка
8.3.1 Подсоединение выходных кабелей (Рисунок 8.3)
• Подсоединение обратного кабеля: Воткните силовую вставку обратного кабеля в разъем “+”
(«плюс» источника) на передней панели аппарата и зафиксируйте ее, вращая по часовой
стрелке.
• Подсоединение горелки: Вставьте силовой кабель сварочной горелки в разъем «-» («минус
источника») на передней панели аппарата и зафиксируйте его, поворачивая по часовой
стрелке до упора. Вставьте кабель управления горелки в соответствующий разъем на
передней панели аппарата и поверните по часовой стрелке до упора. Подсоедините газовый
шланг сварочной горелки к выходу «ГАЗ» на передней панели управления аппарата и закрутите его по часовой стрелке до упора.
• Снабжение газом: Выберите подходящий газовый шланг правильной длины и подсоедините
один конец к штуцеру «ГАЗ» на задней панели аппарата, а другой к выходу на редукторе
баллона с газом. Все соединения должны быть плотными, во избежание утечки газа.
8.3.2 Работа в режиме TIG-сварки
После того, как вы убедитесь, что все элементы подсоединены правильно, установите выключатель сети в положение «вкл.», чтобы включить аппарат. Выберите режим TIG – сварки постоянным током или импульсной TIG – сварки нажатием клавиши в зоне выбора режима сварки
на передней панели аппарата, или установите режим, например, точечной TIG – сварки или
импульсной сварки с комбинированной формой волны тока. Пользователи могут самостоятельно решать, какой режим сварки им нужен. Откройте вентиль газового баллона, отрегулируйте объем подачи газа, выберите необходимый режим охлаждения, установите все параметры,
руководствуясь соответствующим разделом по установке параметров настоящего руководства,
при выборе их значений, и можно приступать к TIG – сварке. Нажмите кнопку на сварочной
горелке, чтобы возбудить дугу и начать сварку. В процессе сварки на дисплее будет отображаться значение сварочного тока, возможно отображение значения рабочего напряжения на
дуге, если вы выберете этот параметр нажатием клавиши в зоне выбора параметров, отображаемых на дисплее.
29
Page 30

Сетевой кабель – 4х
жильный, 3 жилы –
для подсоединения
к 3х фазному
питанию и 1- для
заземления
Не заземляйте одновременно
корпус аппарата и
заземляющий провод блока
выключателя. Выберите чтото одно
В комплект не входит
газовый шланг газометр,
баллон с газом и блок
выключателя.
При использовании очень
длинных кабелей не
перегибайте их, так как это
отражается на качестве
бесконтактного возбуждения
дуги
Рис. 8.3 Сборка аппарата для режима TIG -сварки
Описанное выше подсоединение называется подсоединением тока прямой полярности. При ис-
пользовании тока обратной полярности, силовой кабель сварочной горелки и обратный кабель
меняются местами, но, не рекомендуется проводить сварку током обратной полярности, она
используется только для сварки некоторых специфических материалов.
8.4 Педаль дистанционного управления
Обычно, педаль дистанционного управления используется в режиме TIG- сварки:
Подсоедините специальный кабель педали дистанционного управления к соответствующему
разъему на передней панели аппарата.
Нажмите клавишу выбора педали дистанционного управления на передней панели аппарата,
чтобы зажегся соответствующий светодиод.
Начинайте сварку после установки необходимых значений параметров.
Если педаль дистанционного управления включена в режиме TIG – сварки - 0, то, она не работает
для установки значения тока.
Нажмите на педаль дистанционного управления, чтобы осуществить бесконтактное возбужде-
30
серия TIG
Page 31

ние дуги. После успешного возбуждения дуги, значение сварочного тока будет регулироваться
педалью дистанционного управления, а максимальное значение тока задается заранее.
Обратите внимание: Педаль дистанционного управления не входит в комплект поставки.
В случае необходимости, заказывайте ее до совершения покупки.
8.5 Цифровое дистанционное управление
Благодаря цифровому дистанционному управлению в аппарате предусмотрена возможность
двухсторонней связи (на расстоянии 100 м и более). Также, на цифровом дистанционном
управлении может отображаться динамическая информация со сварочного аппарата, такая как
текущее значение сварочного тока, рабочего напряжения, обозначения состояния и т.д., необходимая для корректировки основных параметров сварки.
Установка цифрового дистанционного управления очень проста. Все что Вам нужно, это просто
соединить кабель связи с выходом для подсоединения RS-485 на задней панели аппарата. После
этого, сварочные параметры контролируются как дистанционным управлением, так и панелью
аппарата, независимо друг от друга, и дают равные возможности их регулировки. При использовании цифрового дистанционного управления, пожалуйста, изучите инструкцию по его эксплуатации.
Обратите внимание: Дистанционное управление не входит в комплект поставки. При необходимости, заказывайте его до совершения покупки.
8.6 Режим водяного охлаждения
При осуществлении TIG - сварки (за исключением простой TIG - сварки), Вы можете установить
режим охлаждения с помощью клавиши выбора режима охлаждения. Если значение сварочного
тока низкое (ниже 200 A), Вы можете выбрать режим водяного охлаждения (светодиод режима
не горит) и использовать систему воздушного охлаждения горелки без использования внешней
емкости с водой. Если значение тока высоко (более 200 A), Вы можете выбрать режим водного
охлаждения (горит светодиод режима) и использовать горелку с водным охлаждением и соответствующей емкостью для воды. Датчик измерения уровня воды в емкости должен быть правильно подсоединен, в противном случае, сработает система защиты от сбоев в системе водного
охлаждения или горелка будет повреждена.
На задней панели аппарата есть специальный разъем для подключения и контроля выключения подачи воды, (при ее недостаточном уровне). Если этот разъем будет использоваться, то
он должен быть совместим с разъемом системы охлаждения. Сварочный аппарат воспринимает
этот разъем как вход выключателя. Когда он разомкнут, водное охлаждение проходит в нормальном режиме, когда он замкнут, водное охлаждение прекращается. Если пользователь хочет
установить такое устройство на систему подачи воды, то система водного охлаждения должна
быть приспособлена для этого, как было описано выше. Кроме того, пользователь может установить систему подачи воды независимо от сварочной горелки с системой водного охлаждения,
но в таком случае на аппарате должен быть установлен режим воздушного охлаждения и на нем
не будет контролироваться работа системы подачи воды.
Обратите внимание: Система водного охлаждения не входит в комплект поставки.
31
Page 32

8.7 Режим автоматической сварки.
Подсоедините компьютер с диалоговым интерфейсом RS-485 к аппарату, установите необходимое программное обеспечение и можно проводить автоматическую сварку под контролем компьютера. За дополнительную плату возможна поставка данного аппарата с протоколом связи,
но программное обеспечение для автоматической сварки не входит в комплект поставки.
Усиленный режим эксплуатации аппарата может привести к его перегреву.
• Дайте аппарату остыть и соблюдайте ПВ%.
• Уменьшите значение сварочного тока, перед тем как снова приступать к сварке и уменьшите
время работы.
• Не блокируйте воздушный поток, поступающий в аппарат, и не увеличивайте сопротивление потока, установкой дополнительных фильтров.
•
8.8 Синхронизация ручной и автоматической сварки дублирующей машиной
На рисунке 8.3 на есть 9-контактный соединительный разъём, отмеченный как “Синх/автом”.
на задней панели машины. Этот интерфейс для того, чтобы соединить внешний коммуникационный кабель и получать функцию синхронизируемой сварки дублирующей машины ручной и
автоматической сварки.
Для данного способа сварки требуются две машины этой модели. Соедините эти две машины
с 3-проводным коммуникационным кабелем не более 50 метров. через Контакт 1, Контакт 2
и Контакт 3 из 9-контактного соединительного разъёма. Прикрепите 1, 2 и 3 контакты одной
машины соответственно прикреплены 1.2 и 3 контактам второй машины. Синхронизированная
сварка дублирующей машиной применима только к импульсной сварке TIG переменным током
сварка и параметры дублируемых машин в этом сварочном режиме должны быть одинаковыми.
Даже если одна из машины запускает дугу, и начните варивать или дуга повреждена и погасла,
ранее чем на другой машине, сварочный ток при этом синхронизировал сварку, то на дальнейшую синхронизацию это не будет влиять. Эти две машины всегда работают синхронно сохраняют синхронизацию.
Автоматическая сварка - сварка, выполненная автоматическим оборудованием, таким как манипуляторы. Прикрепите 4 - 9 из “Синх/автом” разъёма к сигнальному вводу и выводу автоматической сварки как показано ниже.
1) Прикрепите контакт 4 и 5 к выводу сигнала ошибки. Они выводят релейный коммутирующий
сигнал. Когда ошибка происходит, контакты выводят сигнал закрытия переключателя.
2) Прикрепите контакт 6 и 7 текущему сигнальному выводу. Они выводят релейный коммути-
рующий сигнал. После того, как дуга зажжена и появляется ток, они выводят сигнал закрытия
переключателя.
3) Прикрепите контакт 8 и 9 к выводу пускового сигнала горелки. Они получают коммутирую-
щий сигнал. После того, как они получат сигнал закрытия переключателя, будет осуществлён
поток газа и дуга будет зажжена.
Обратите внимание: соединительный кабель для Синхронизация ручной и автоматической сварки дублирующей машиной является дополнительной комплектацией и поставляется отдельно.
32
серия TIG
Page 33

9. Диагностика неисправностей
ПРЕДУПРЕЖДЕНИЕ
Для осуществления действий, описанных далее, требуется обладать профессиональными
знаниями в области электрики, а также знанием техники безопасности. К работе допускаются
только лица, имеющие действующие сертификаты, подтверждающие их знания и квалификацию.
Перед вскрытием сварочного аппарата убедитесь в том, что сетевой кабель отключен от сети.
Поражение электрическим током может быть причиной серьезной травмы и, даже, смерти.
9.1 Часто возникающие неисправности (Табл. 9.1)
При явлениях, описанных ниже, возможно, придется заменить расходные материалы, которыми
Вы пользуетесь, изменить организацию рабочего места или сменить электросеть. Постарайтесь
следовать рекомендациям, чтобы избежать таких явлений в дальнейшем.
Таблица 9.1 Часто возникающие неисправности
Неисправность Возможные причины Методы устранения
Вентилятор не работает
или вращается с ненор-
мальной скоростью.
Тяжело возбу-
дить дугу
Слишком
сильная дуга
и слишком
глубокая свароч-
ная ванна
Нестабильность
MMA -сварка
горения дуги.
буждения дуги слишком
мало, или недостаточ-
буждения дуги слишком
велико, или слишком
много времени для воз-
неплотное подсоедине-
а. Неплотное подсоединение
3-х фазного сетевого кабеля к
розетке электросети.
б. Отсутствует фаза
в. Слишком низкий уровень
сетевого напряжения.
Значение тока воз-
ное времени для воз-
буждения дуги.
Значение тока воз-
буждения дуги.
Нет фазы в сети или
ние сетевого кабеля.
а. Плотно подсоедините сетевой
кабель.
б. Исправьте фазу.
в. Аппарат может придти в
рабочее состояние после восста-
новления уровня сетевого напря-
жения.
Увеличьте значение тока возбуждения дуги или
время ее возбуждения.
Уменьшите значение тока возбуждения дуги или
время ее возбуждения.
Плотно подсоедините сетевой кабель, исправьте
подключение фазы.
Залипание
прутка.
Сильный нагрев
электрододержа-
теля
Слишком маленькое
значение форсажа дуги.
Слишком маленькое
значение номинального
тока электрододержа-
теля.
Увеличьте значение тока форсажа дуги.
Замените его электрододержателем с большим
номинальным значением тока.
33
Page 34

MMA
Дуга легко
гаснет
Слишком низкое
значение критического
напряжения.
Увеличьте значение критического напряжения
При нажатии
кнопки на сва-
рочной горелке,
ток не подается
на дугу.
Нет разряда
и дуга не воз-
буждается при
нажатии кнопки
на сварочной
горелке при
высокочастотном
возбуждении
дуги.
Электрод
слишком быстро
сгорает в
процессе TIG –
сварки
Выход из некоторых
режимов TIG – сварки
осуществляется путем
нажатия кнопки на сва-
рочной горелке
Где-то в сварочной
цепи нарушен контакт.
Силовой кабель
горелки неплотно
воткнут в разъем.
Расстояние между
контактами в осцилля-
тора слишком велико.
Перепутаны кабели,
подсоединяемые к
гнездам аппарата “+” и
“-”
Отпустите кнопку на сварочной горелке и попро-
буйте снова
Проверьте сварочную цепь и при необходимости
подсоедините элементы снова.
Плотно воткните кабель сварочной горелки в со-
ответствующий разъем.
Установите расстояние между контактами в осцил-
ляторе около 0,8 мм.
Поменяйте местами силовой кабель сварочной
горелки и обратный кабель.
Черные пятна
на сварном шве.
TIG - сварка
Дуга тяжело
возбуждается и
легко гаснет
Место пятна было
плохо защищено и окис-
лилось.
Некачественный или
окисленный вольфрамо-
вый электрод.
(1) Убедитесь в том, что газовый вентиль открыт,
а газ в баллоне находится под достаточно большим
давлением. Обычно, баллоны, давление в которых
менее 0,5 МПа подлежат заправке.
(2) Проверьте подачу газа. Вы можете выбирать
объем подачи газа в зависимости вот значения
сварочного тока. Однако, если значение тока мало,
рекомендуемый объем подачи газа – не менее 5л/
мин., потому что при меньшем объеме есть риск
того, что место сварки не будет полностью покрыто
защитным газом.
(3) Проверьте систему подачи газа на наличие за-
грязнений, а также чистоту газа.
(4) Убедитесь в отсутствии сквозняков.
(1) Используйте качественный электрод
(2) Очистите электрод от окисления
(3) Установите большее время подачи газа после
сварки, чтобы избежать окисления электрода
34
(4) Установите расстояние между контактами ос-
циллятора равное 0.8 мм
серия TIG
Page 35

Перепады
рабочего тока в
процессе сварки
TIG
Сильные перепады
сетевого напряжения,
или неплотное под-
соединение сетевого
кабеля, другие электро-
приборы создают се-
рьезные помехи.
(1) Проверьте состояние электросети и подсоеди-
нение сетевого кабеля.
(2) Используйте сетевой кабель от электрообо-
рудования, создающего помехи при подсоединении
аппарата к сети.
Другие неисправ-
ности
Обратитесь к техническому персоналу нашей компании.
9.2 Сигналы тревоги и методы устранения сбоев (Таблица 9.2)
Таблица 9.2. Сигналы тревоги и методы устранения сбоев
Тип сбоя Сигнал
тревоги
Перегруз-
ка по току
(Ошибка
E-0 или E-1)
Чрез-
мерный
уровень на-
пряжения
Низкий
уровень на-
пряжения
(Ошибка
E-2)
Загорается
светодиод
«Перегрузка
по току» и раз-
дается сигнал
тревоги.
Загорается
светодиод
«Перепад на-
пряжения»
и раздается
звуковой
сигнал
тревоги.
Поведение
аппарата
Аппарат вы-
ключается
Аппарат
временно от-
ключается.
Аппарат
временно от-
ключается
Причины Методы устранения
Значение
сварочного тока
слишком велико,
или сработал
предохранитель
сети.
Перепад на-
пряжения в сети
(Сетевое напря-
жение более 437
В, перем. ток.)
Перепад на-
пряжения в сети
(Сетевое напря-
жение менее 280
В, перем. ток.)
или отсутствует
фаза.
вы не можете устранить причину
сбоя самостоятельно, выключите
аппарата и обратитесь в сервисный
автоматически после восстановле-
ния нормального уровня сетевого
напряжения, и тогда, можно про-
должать сварку; если перепады
напряжения продолжатся, об-
ратитесь к электрику, чтобы он
проверил трехфазную электросеть,
и до исправления неполадок сети
проводить сварку запрещается.
Если напряжение в сети нормальное, а звуковой сигнал тревоги не
исчезает, обратитесь в сервисный
Сигнал тревоги отключается ав-
томатически, после восстановления
нормального уровня напряжения,
и тогда, сварка может быть продол-
жена. Если перепады напряжения
продолжатся, обратитесь к электрику, чтобы он проверил трехфазную электросеть, и до исправления
неполадок сети проводить сварку
запрещается. Если напряжение в
сети нормальное, а звуковой сигнал
тревоги не исчезает, обратитесь в
Включите аппарат снова, если
центр.
Сигнал тревоги отключается
центр.
сервисный центр.
35
Page 36

Перегрев
(Ошибка E-3
или E-4)
Загорается
светодиод
перегрев и
раздается
звуковой
сигнал
тревоги.
Аппарат
временно от-
ключается
Слишком дли-
тельная работа
аппарата в
данном режиме
Нет необходимости выключать
аппарат, нужно просто дождать-
ся, когда погаснет светодиод
«Перегрев» и можно продолжать
сварку.
Сбой
работы
системы
водного ох-
лаждения
Загорается
светодиод
«Сбой работы
системы
водного ох-
лаждения»
и раздается
звуковой
сигнал
тревоги.
Аппарат
временно от-
ключается.
Неправильно
выбран режим
охлаждения
Недостаточный
уровень води или
неисправность в
системе подачи
воды.
Если в процессе TIG – сварки
применяется режим воздушного
охлаждения, с помощью клавиши
в зоне выбора режима охлажде-
ния необходимо выбрать соот-
ветствующий режим, и светодиод
системы охлаждения должен быть
выключен.
1. Если в процессе TIG – сварки
применяется режим водного ох-
лаждения, то, клавишей выбора
системы охлаждения надо выбрать
соответствующий режим и свето-
диод системы охлаждения должен
гореть.
2. Проверьте систему подачи
воды, и можно приступать к сварке
после того, как сбой в системы
водного охлаждения будет
устранен.
10. Техническое обслуживание
• Не подвергайте аппарат длительному воздействию солнечных лучей.
• Не оставляйте аппарат под дождем и не используйте его в местах с повышенным уровнем
влажности.
• Периодически проверяйте соединения внутри аппарата (особенно, разъемы). Подтягивайте неплотные соединения. При окислении контактов, очистите их с помощью наждачной
бумаги, и подсоедините снова.
• Не подносите руки, волосы и инструменты к движущимся частям аппарата, таким как вентилятор, во избежание травм и поломок аппарата.
• Периодически удаляйте загрязнения с помощью сухого и чистого сжатого воздуха. Если
рабочее место сильное задымлено и загрязнено, то аппарат необходимо очищать ежедневно. Давление сжатого воздуха должно быть подобрано таким образом, чтобы не повредить
мелкие части внутри аппарата.
• Капли дождя, воды и пара не должны попадать внутрь аппарата. Если это все-таки произошло, вытрите их насухо и проверьте изоляцию с помощью мегомметра (включая изоляцию
36
серия TIG
Page 37

самих соединений и соединений кабелей с корпусом). Сварка может производиться только в
случае, если никаких неполадок не найдено.
• Периодически проверяйте обмотку всех кабелей. При обнаружении любых повреждений заизолируйте это место или замените кабель.
• Периодически проверяйте газовый шланг на наличие трещин. При их обнаружении замените
шланг.
• Храните аппарат в заводской упаковке, если вы не используете его в течение длительного
периода времени.
При возникновении любых трудностей обращайтесь за помощью к профессионалам.
• При возникновении любых трудностей в процессе сборки или эксплуатации данного
аппарата, пожалуйста, обратитесь к соответствующему разделу настоящего руководства.
• Если после прочтения у Вас остаются вопросы или вы не можете решить возникшую проблему,
действуя в соответствии с настоящим руководством, пожалуйста, обратитесь в сервисный
центр нашей компании.
Взрыв деталей аппарата может быть причиной травм.
• Когда сварочный инвертор подключен к электричеству, неисправные детали могут взорваться или привести к взрыву других компонентов аппарата.
• Одевайте прозрачную защитную маску и одежду с длинными рукавами, при осуществлении
технического обслуживания сварочного инвертора.
Статическое электричество может повредить электронную плату.
• Пожалуйста, надевайте хорошо заземленный антистатический браслет, при работе с электронными платами и их компонентами.
• Осуществляйте хранение, перемещение и транспортировку электронных плат в специальных антистатических мешках или коробках.
Поражение электрическим током может произойти при тестировании аппарата
• Отключайте аппарат от сети перед проведением его тестирования
• Проводите тестирование с помощью инструментов, имеющих автоматически фиксируемый
зажим (auto-fixing clamp) на одном из концов.
• Ознакомьтесь с описанием тестируемого оборудования.
Аппарат может быть поврежден в процессе сварки. Техническое обслуживание аппарата должно
происходить сразу же после подтверждения наличия повреждений. К ремонту аппарата допускается только квалифицированный технический персонал. Запрещается вскрывать аппарат или
производить его ремонт непрофессионалам, во избежание дальнейших поломок и повреждений
дорогостоящих элементов аппарата.
ПРЕДУПРЕЖДЕНИЕ
Для осуществления действий, описанных далее, требуется обладать профессиональными знаниями в
области электрики, а также знанием техники безопасности. К работе допускаются только лица, имеющие
действующие сертификаты, подтверждающие их знания и квалификацию. Перед вскрытием сварочного
аппарата убедитесь в том, что сетевой кабель отключен от сети.
Поражение электрическим током может быть причиной серьезной травмы, и даже смерти.
37
Page 38

ПРИЛОЖЕНИЕ: ИНСТРУКЦИЯ ПО ПРОГРАММИРОВАНИЮ В РЕЖИМЕ TIG СВАРКИ.
Вы можете пропустить данный раздел, если не собираетесь использовать функцию программирования режима
TIG – сварки.
В сварочном аппарате предусмотрено четыре программируемых режима (№№ 16-19) и завод изготовитель не программировал ни один из этих четырех режимов. Пользователи имеют полную
свободу по программированию режимов, для выполнения своих специфических требований, руководствуясь методом, приведенным в данном разделе. Внимательно прочтите настоящий раздел
и разберитесь в нем, перед программированием или усовершенствованием режимов работы.
П.1. Управление кнопкой сварочной горелки.
Дополнительно, в аппарате предусмотрена возможность изменения формы волны тока путем
различных манипуляций с кнопкой на сварочной горелке в процессе сварки. Стандартные
варианты управления кнопкой на сварочной горелке приведены ниже:
• Нажмите копку на сварочной горелке. (
• Отпустите кнопку на сварочной горелке. (
• Нажмите и сразу же отпустите кнопку на сварочной горелке. ( )
• Отпустите и сразу же нажмите кнопку на сварочной горелке. ( )
• Нажмите кнопку на сварочной горелке в течение 0,5 сек. ( или )
• Отпустите кнопку сварочной горелки в течение 0,5 сек. ( или )
Ниже, приведены описания манипуляций кнопкой на сварочной горелке. Вдобавок, в этом
разделе приведены описания режимов, с заданием времени.
• Простая манипуляция: Нажмите или отпустите кнопку на сварочной горелке.
• Двойная манипуляция: Нажмите и отпустите кнопку на сварочной горелке в течение 0,5 сек,
или отпустите и нажмите кнопку на сварочной горелке в течение 0,5 сек.
• Тройная манипуляция: Нажмите, отпустите и нажмите кнопку на сварочной горелке в
течение 0,5 сек или отпустите, нажмите, отпустите кнопку в течение 0,5 сек.
• Четверная манипуляция: Нажмите, отпустите, нажмите и отпустите кнопку на сварочной
горелке в течение 0,5 сек., или отпустите, нажмите, отпустите, нажмите кнопку в течение 0,5
сек.
)
)
П.2. Кодирование режима работы.
В цифровом сварочном аппарате функционирование режима TIG – сварки осуществляется путем
упорядоченного запуска группы кодов. Эта упорядоченная группа кодов называется последовательность кодов рабочего режима, а коды, входящие в эту последовательность, называются
кодами рабочего режима. Разработка нового режима TIG – сварки представляет собой создание
группы последовательных кодов и запись ее в память сварочного аппарата. Последовательность
кодов рабочего режима состоит из следующих компонентов.
Последовательность кодов рабочего режима: C0, C1, C2, C3, C4, C5, C6, C7, C8, C9
Ci, где i порядковый номер кода от 0 до 9, является кодом в данной последовательности. Последовательность кодов рабочего режима состоит из 10-ти кодов, и каждый код может быть числом
от 0 до 99. Ниже приведены описания всех кодов последовательности.
38
серия TIG
Page 39

C0 – код № 0 в последовательности, который обозначает продолжительность работы в программируемом режиме:
C0=0-89 задает продолжительности работы от 0.0 до 8.9 секунд.
C0=9X задает продолжительность работы по формуле (X+1)/10 продолжительности спада тока.
C1-C9 являются кодами последовательности с порядковыми номерами от 1 до 9, соответственно,
а также задают режим работы на каждом шаге от 1 до 9. Значение кода задает режим сварки. Сто
различных значений кодов классифицированы и описаны в таблице 2, на основании их функций и
характеристик. Режим работы сварочного аппарата задается путем последовательного введения
серии кодов. Ниже, на рисунках 1 и 2 показаны основные шаги введения серии кодов.
Основные шаги для создания серии кодов рабочего режима:
• Установка режима работы: установите режим работы в соответствии с техникой сварки.
• Разложение режима: разложите режим работы, руководствуясь данными таблицы 2, и
выделите много отдельных шагов.
• Выбор кодов: выберите подходящее значение кодов для каждой из операций, руководствуясь таблицей 2.
• Составление серии: определите необходимую Вам последовательность кодов, чтобы составить их серию.
Советы по созданию серии кодов рабочего режима.
• Во время работы, пользователь входит в режим управления сваркой путем нажатия кнопки
на сварочной горелке, после успешного возбуждения дуги, так что пользователи не должны
задавать при программировании режима параметры возбуждения дуги.
• Выход из режима управления сваркой осуществляется сразу после гашения дуги. Если пользователь хочет снова войти в этот режим нужно снова возбудить дугу.
• Операционные коды «1X» и «2X» - с быстрым ответом; тогда как коды «3X», «4X» и «5X» – с
медленным, потому что для них требуется около 0,5 секунды, чтобы считать сигнал с кнопки
сварочной горелки.
• За исключением кода С0, выбор значения 0 означает отсутствие сварки или перехода к следующему шагу (например ожидание).
• Так как для данного аппарата предусмотрено сто различных операционных кодов, существует несколько вариантов последовательности для выполнения определенного технического
задания и пользователям нужно просто выбрать один из них.
39
Page 40

• Следует подчеркнуть, что не все программируемые коды могут свободно сочетаться друг
с другом. Некоторые комбинации кодов – бессмысленны, некоторые способны выполнять
специфические функции, но у пользователя нет необходимых навыков, чтобы воспользоваться этим. Поэтому, пользователь должен внимательно составлять комбинации кодов.
В данном аппарате существует двадцать вариантов режима TIG – сварки, из которых режимы
с 1 по 15 – непрограммируемые, а с 16 по 19 – программируемые. Независимо от того, является
режим программируемым или нет, каждый из них задан индивидуальной последовательностью
кодов, которая составлялась на базе «Правил кодирования рабочего режима» (см. таблицу 1).Пожалуйста, ознакомьтесь с описанием режимов работы, приведенным в настоящем руководстве
пользователя при изучении нижеприведенной таблицы.
Таблица П.1 Список последовательностей кодов в режиме TIG- сварки.
40
серия TIG
Page 41

Таблица П.2 Функции кодов в режиме TIG- сварки
КОД ВЫПОЛНЯЕМЫЕ ДЕЙСТВИЯ КОД ВЫПОЛНЯЕМЫЕ ДЕЙСТВИЯ
0X Оператор немедленного исполнения:
Выполнить команду Х немедленно
1X Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции с кнопкой на сва-
рочной горелке и выполняет команду
Х при нажатии кнопки на сварочной
горелке.
2X Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции над кнопкой на
сварочной горелке и выполняет команду
X при отпускании кнопки на сварочной
горелке.
5X Оператор перехода при манипуляциях с
кнопкой на сварочной горелке: Ждет при-
менения кнопки на сварочной горелке.
Гасит дугу в случае тройного или четвер-
ного действия; переходит к следующему
шагу, в случае одинарного или двойного
действия.
X=0: Переход к следующему шагу
X≠0: Переход к шагу X (X=0-9)
6X Оператор - таймер:
Ждет заданное время, не действует в
случае простой или двойной манипуляции
в течение этого времени, гасит дугу при
тройной или четверной манипуляции. При
отсутствии манипуляций с кнопкой на
сварочной горелке по истечении заданного
времени выполняет команду X.
7X Оператор – таймер перехода:
Ждет заданное время, переходит к следу-
ющему шагу в случае простой или двойной
манипуляции в течение этого времени,
гасит дугу при тройной или четверной ма-
нипуляции. При отсутствии манипуляций с
кнопкой на сварочной горелке:
3X Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции с кнопкой на сва-
рочной горелке. При простой манипу-
ляции - выполняет команду X, в других
случаях - гасит дугу.
4X Оператор, выполняемый при манипуля-
циях с кнопкой на сварочной горелке:
Ждет манипуляции скнопкой на сва-
рочной горелке. Не действует в случае
простой манипуляции, при двойной
манипуляции выполняет команду X, при
тройной или четверной манипуляции
гасит дугу.
Если, X=0 – переход к следующему шагу;
Если X≠0 – переходит к шагу X (X=0-9)
8X Оператор перехода в зависимости от по-
ложения кнопки на сварочной горелке
X=0: Немедленно переходит к следующе-
му шагу
X≠0: Переходит к шагу X если кнопка на
сварочной горелке нажата, в противном
случае, переходит к шагу - (X=0-9)
9X Оператор немедленного перехода:
Если Х=0, то переходит к следующему
шагу;
Если X≠0, то переходит к шагу - X
(X=0-9)
41
Page 42

Определение команды X:
X=0: Перейти к следующему шагу
X=1: Установить заданное значение начального тока и перейти к следующему шагу
X=2: Установить заданное значение сварочного тока и перейти к следующему шагу
X=3: Установить заданное значение тока дежурной дуги и перейти к следующему шагу
X=4: Начать нарастание тока и перейти к следующему шагу
X=5: Остановить нарастание тока и перейти к следующему шагу
X=6: Понизить значение тока до тока дежурной дуги и перейти к следующему шагу
X=7: Понизить значение тока до исчезновения дуги и перейти к следующему шагу
X=8: Остановить спад тока и перейти к следующему шагу
X=9: Погасить дугу
П.3. Программирование режима работы
После составления последовательности кодов работы в группе, вы сожжете войти в режим программирования режима работы и ввести последовательность кодов в аппарат. Основные шаги
программирования режима работы приведены ниже:
А) Вход в режим программирования
Нажмите правую клавишу выбора параметров в зоне TIG – сварки, чтобы включить аппарата
и на цифровом дисплее загорится “P-2”. Примерно через 5 секунд “P-2” исчезнет и высветится
число “16” , а также загорится светодиод напротив режима “ ”, что означает, вхождение в режим программирования. Обратите внимание: Если никаких действий не производится в
течение 5 секунд после входа в режим программирования, он автоматически отключается.
Б) Выбор номера режима работы
После того, как вы вошли в режим программирования, число “16”, отображаемое на цифровом
дисплее обозначает режим работы № 16, но Вы можете выбрать режим работы, который будете
программировать с помощью ручки-регулятора. (Можно выбрать режим работы с 16 по 19)
В) Вход в режим редактирования кодов
После определения номера режима работы, Вы можете нажать клавишу в зоне выбора параметров, отображаемых на дисплее, и загорится светодиод напротив режима “ ”. Это
означает, что Вы вошли в режим редактирования кодов.
Г) Выбор номера кода и задание его значения
После входа в режим задания кодов, на цифровом датчике будет отображаться трехзначное
число, в котором, самая первая цифра означает номер кода в последовательности кодов режима
работы, а две оставшихся – значение кода. Вы можете изменять номер кода от 1 до 9 путем
нажатия правой/левой клавиш выбора параметров TIG- сварки и задавать его значение от 0 до 99
с помощью ручки регулятора.
Д) Выход из режима редактирования кодов
По окончании задания кодов режима работы, вы можете выйти из этого режима путем нажатия
клавиши выбора параметров, отображаемых на дисплее.
Е) Выход из режима программирования
42
серия TIG
Page 43

Если Вы убедились в том, что значения кодов заданы верно, и не будете программировать другие
режимы, вы можете выйти из режима программирования путем нажатия клавиши выбора параметров ММА – сварки.
Аппарат вернется в нормальный рабочий режим после выхода из режима программирования.
Пользователи могут выбрать соответствующие параметры TIG – сварки и проверить выполняет ли созданная и запрограммированная последовательность кодов свою задачу, путем тестовой
сварки.
11. Хранение
12.1 Аппарат в упаковке изготовителя следует хранить в закрытых помещениях с естественной
вентиляцией при температуре от минус 30 до плюс 550С и относительной влажности воздуха до
90% при температуре плюс 200С.
12.2 Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается.
12.3 Аппарат перед закладкой на длительное хранение должен быть законсервирован.
12.4 После хранения при низкой температуре аппарат должен быть выдержан перед эксплуатацией при температуре выше 0
упаковки.
0
С не менее шести часов в упаковке и не менее двух часов – без
12. Транспортировка
13.1 Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии с
правилами перевозок, действующими на каждом виде транспорта.
13.2 Условия транспортирования при воздействии климатических факторов:
- температура окружающего воздуха от минус 30 до плюс 55
- относительная влажность воздуха до 90% при температуре плюс 20
13.3 Во время транспортирования и погрузочно-разгрузочных работ упаковка с аппаратом не
должна подвергаться резким ударам и воздействию атмосферных осадков.
13.4 Размещение и крепление транспортной тары с упакованным аппаратом в транспортных
средствах должны обеспечивать устойчивое положение и отсутствие возможности ее перемещения во время транспортирования.
ВНИМАНИЕ: Перед использованием изделия ВНИМАТЕЛЬНО изучить раздел «Техника безопас-
ности» данного руководства.
Данное руководство является неотъемлемой частью аппарата и должно сопровождать его при измене-
нии местоположения или перепродаже. Пользователь оборудования всегда отвечает за сохранность и
разборчивость данного руководства. Компания ООО «Инсварком » оставляет за собой право изменения
содержания руководства в любое время без предварительного уведомления.
0
С;
0
С.
Сварочный аппарат все время модернизируется, поэтому его дизайн может меняться (за ис-
ключением функциональных и рабочих частей).
Благодарим Вас за понимание.
43
Page 44

Под торговой маркой «Сварог» представлен широкий ассортимент сварочного
оборудования одного из ведущих мировых производителей инверторных аппаратов,
компании JASIC TECHNOLOGY CO., LTD. Компания представлена более чем в 50 странах мира, а сварочное оборудование успешно используется в судостроении, металлургической отрасли, военно-промышленном комплексе, при строительстве газопроводов, на промышленных объектах атомной энергетики и в других отраслях.
В предлагаемой линейке более 70 видов различного сварочного оборудования:
MMA TIG
TIG PULSE
+ MMA
TIG AC/DC
PULSE
MIG CUT
SAW
По вопросам оптовых поставок обращайтесь по телефону +7 (812) 325-01-05.
Адреса розничных магазинов в вашем регионе:
www.svarog-spb.ru, раздел «Кон такт ная инфор ма ция».
 Loading...
Loading...