

Page 1

Page 2

2
Page 3
УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Компания «Ресанта» выражает
благодарность за Ваш выбор и гарантирует высокое качество, безупречное
функционирование приобретенного Вами изделия марки «Ресанта», при
соблюдении правил его эксплуатации.
Внимание! Перед использованием данного устройства обязательно
прочтите инструкцию.
Конструкция сварочного аппарата непрерывно совершенствуется,
поэтому приобретенная Вами модель может незначительно отличаться от
описываемой здесь.
Назначение изделия
Сварочный аппарат инверторный (далее - САИ) "Ресанта" – это
специализированное устройство, предназначенное для ручной электродуговой
сварки покрытым электродом элементов конструкций выполненных из стали.
Компактность конструкции, а также небольшой вес аппарата позволяют
сварщику перемещаться по всей площади производимых работ.
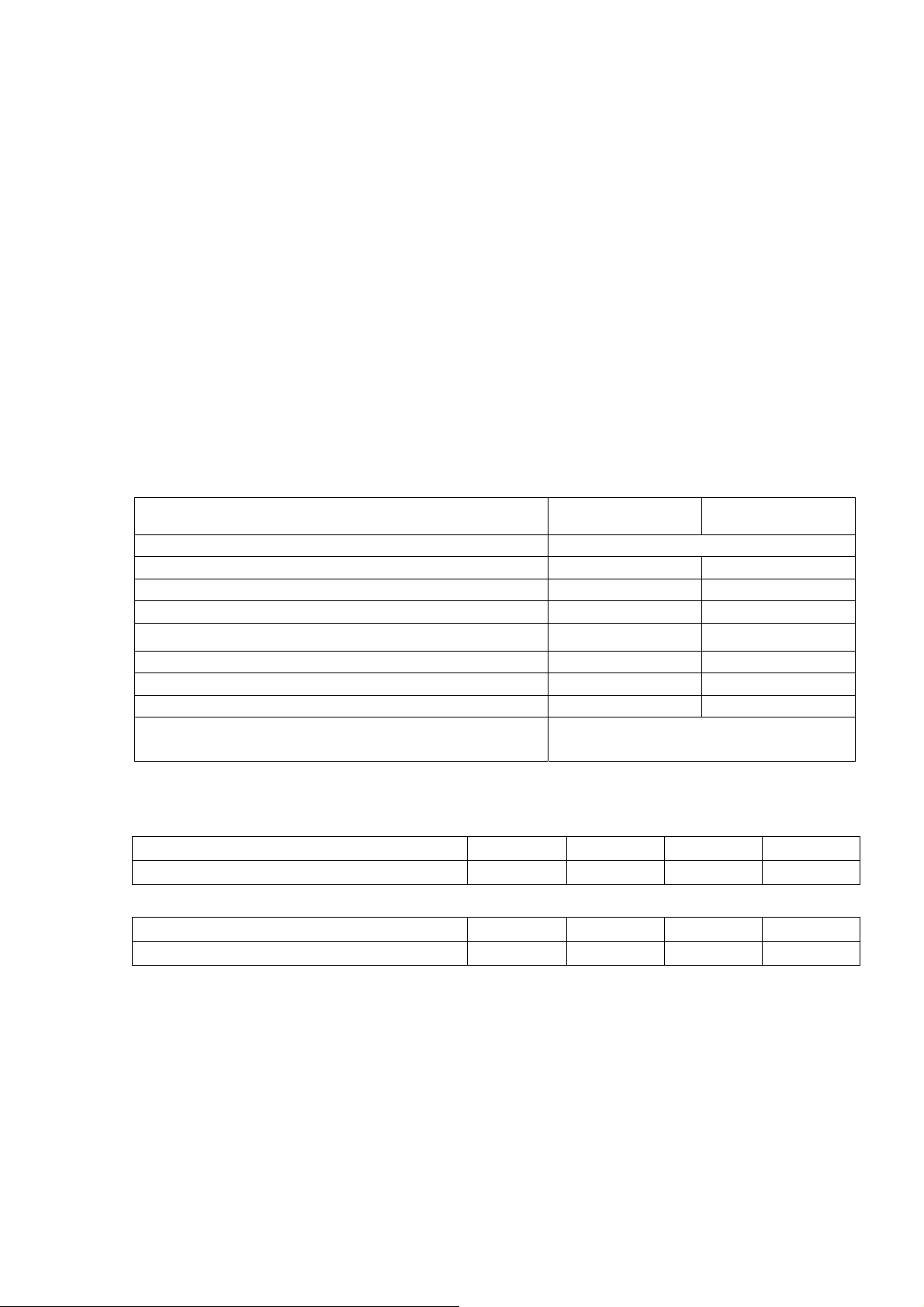
Технические характеристики аппаратов
Модель САИ-190ПРОФ САИ-250ПРОФ
Диапазон рабочего напряжения, В 100 – 260
Максимальный потребляемый ток, А 33 38
Напряжение холостого хода, В 65 65
Напряжение дуги, В 26,4 28
Диапазон регулирования сварочного тока, А 10 - 190 10 - 250
Продолжительность нагружения, % 70% 190А 70% 250А
Максимальный диаметр электрода, мм 5 6
Класс защиты IP21 IP21
Рабочий диапазон температур окружающей
среды, оС
от – 10 до + 40
Зависимость сварочного тока от входного напряжения:
САИ-190ПРОФ
Диапазон входного напряжения, В
Сварочный ток, А
100-130 130-160 160-190 190-260
120 155 165 190
САИ-250ПРОФ
Диапазон входного напряжения, В
Сварочный ток, А
100-130 130-160 160-200 200-260
138 160 200 250
Устройство и принцип работы
Устройство включает в себя сварочный аппарат, на передней панели которого
расположены регуляторы величины сварочного тока (рис.1, поз.2) и форсажа дуги
(рис.1, поз.7), силовые разъемы для подключения сварочных кабелей (рис.1,
поз.5, 6), индикаторы «сеть» и «перегрев» (рис.1, поз.3, 4), а также цифровое
табло (рис.1, поз.8), которое показывает величину сварочного тока. С помощью
регулятора сварочного тока можно выставить нужный ток в зависимости от
толщины свариваемой заготовки и диаметра электрода. Сварочные кабеля
подключаются к аппарату определенным образом — минус на кабель который
подключается к свариваемой детали, плюс на кабель с электродом. Индикатор
«сеть» загорается при включении прибора. Индикатор «перегрев» загорается при
3
Page 4
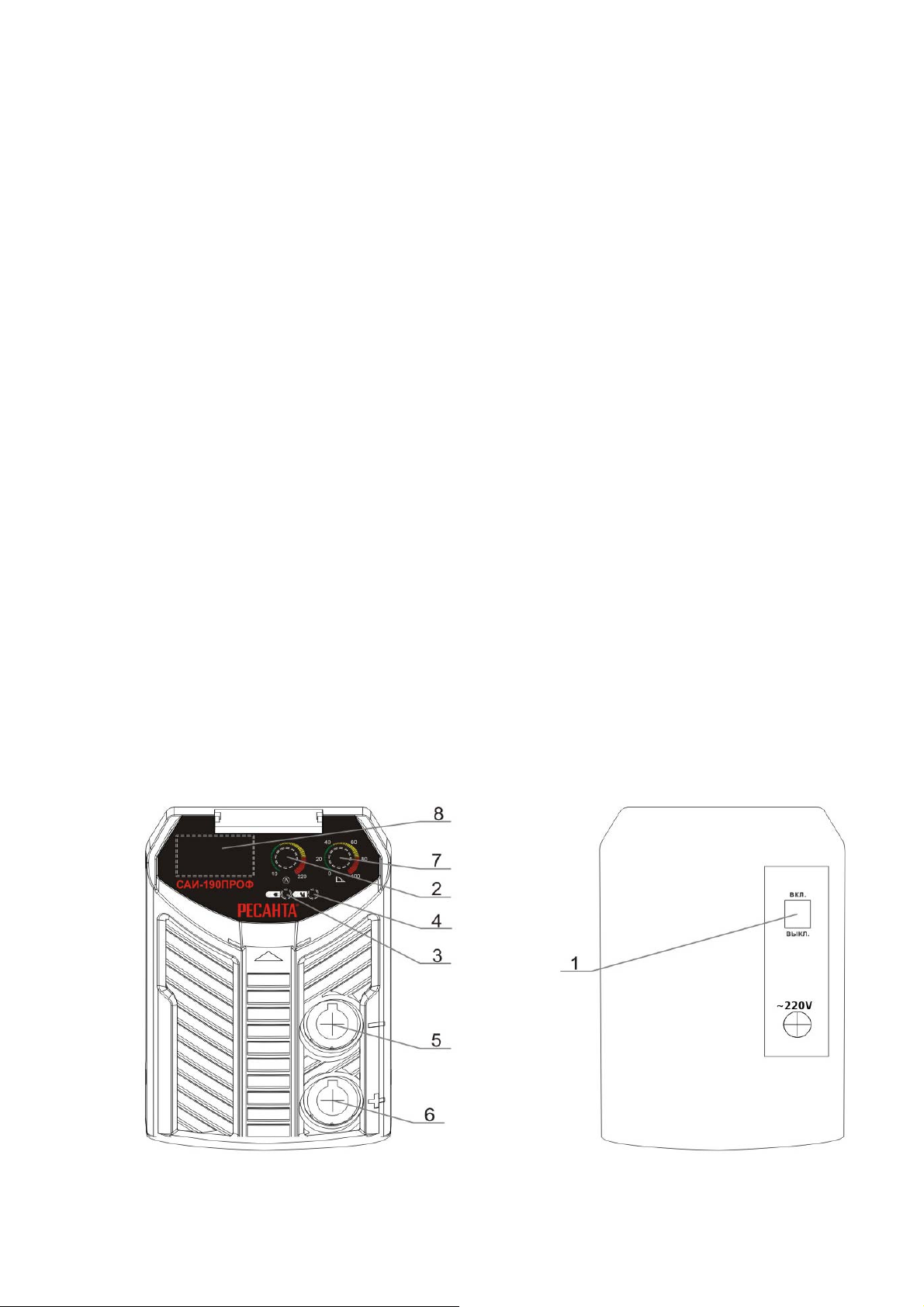
перегревании прибора и выключается после его остывания до рабочей
температуры. На задней панели расположен выключатель питания (рис.1, поз.1).
Аппарат оснащен принудительной системой вентиляции, ввиду этого,
категорически запрещается закрывать чем-либо вентиляционные отверстия в
корпусе.
Принцип работы сварочного аппарата заключается в преобразовании
переменного напряжения сети частотой 50Гц в постоянное напряжение величиной
в 400В, которое преобразуется в высокочастотное модулированное напряжение и
выпрямляется. Для регулирования сварочного тока используется широтноимпульсная модуляция высокочастотного напряжения.
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к
залипанию электрода на изделии. Инвертор, оснащенный функцией "ANTI STICK",
производит автоматическое снижение сварочного тока при "залипании" электрода.
В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет
установленные параметры сварки.
Для обеспечения лучшего поджига дуги в начале сварки, инвертор,
оснащенный функцией «HOT START», производит автоматическое повышение
сварочного тока. Это позволит значительно облегчить начало сварочного
процесса.
ARC FORCE (регулируемый форсаж дуги) – предназначена для повышения
устойчивости сварочной дуги и лучшей текучести металла. Осуществляется
повышением сварочного тока при уменьшении длины дуги.
Также САИ-190ПРОФ и САИ-250ПРОФ оснащены функцией PFC (корректор
коэффициента мощности) которая позволяет правильно отобрать ток от сети по
синусоиде (чем уменьшает просаживание сетевого напряжения) и обеспечить
стабилизацию напряжения в инверторе, за счет этого достигается широкий
диапазон входного напряжения сети 100 – 260В. Повышает надежность работы от
генератора электрического напряжения и позволяет использовать генераторы
меньшей мощности. Создает меньше электромагнитных помех и позволяет
потреблять меньше реактивной мощности от электросети, что позволяет
экономить электроэнергию на 30%.
Внешний вид
Передняя панель
рис. 1
Задняя панель
4
Page 5

*Примечание. На рисунке показана модель САИ-190ПРОФ. Панели других
моделей выглядят аналогично.
1. Выключатель "Сеть"
2. Регулятор сварочного тока
3. Индикатор "Сеть"
4. Индикатор "Перегрев"
5. Силовая клемма "-"
6. Силовая клемма "+"
7. Регулятор форсажа дуги (ARC FORCE)
8. Цифровой дисплей
Подготовка и порядок работы
1. Присоединить к силовым клеммам (см. рис.1 поз. 5 и 6) аппарата кабель с
электрододержателем и кабель заземления в зависимости от требуемой для
данной марки электрода полярности.
2. Убедиться в том, что выключатель "Сеть" (рис.1 поз. 1) находится в положении
"ВЫКЛ".
3. Подключить аппарат к сети.
4. Убедиться в том, что регулятор (рис.1 поз. 2) находится в положении
минимального сварочного тока.
5. Включить аппарат выключателем "Сеть" (рис.1 поз.1).
6. Поворотом регулятора величины сварочного тока (рис.1 поз. 2) установить
требуемое значение, согласно нижеприведенной таблице.
Диаметр электродов
(мм)
1,6 25-50
2 50-70
2,5 60-90
3,2 90-140
4 130-190
5 160-220
6 200-300
Ток (А)
7. После окончания производства сварочных работ установить регулятор (рис.1
поз. 2) в положение минимального сварочного тока.
8. Выключить аппарат выключателем "Сеть" (рис.1 поз.1).
9. Отключить аппарат от сети
10. Отсоединить от аппарата кабель с электрододержателем и кабель
заземления.
Меры безопасности
При работе с аппаратом необходимо соблюдать "Правила технической
эксплуатации электроустановок потребителей" и "Правила техники безопасности
при эксплуатации электроустановок потребителей".
По способу защиты от поражения электрическим током аппарат относится к
классу 1 по ГОСТ 12.2.007.0 (с заземлением через шнур питания). Для
исключения возможности поражения человека электрическим током необходимо
строго обеспечить правильность подключения защитного заземления к розетке.
Место проведения сварочных работ должно быть хорошо проветриваемым.
5
Page 6

Для предотвращения получения термических ожогов , сварочные работы
необходимо проводить в защитных перчатках, головном уборе, и специальной
одежде.
Для защиты лица и глаз необходимо использовать защитную маску сварщика.
При проведении сварочных работ соблюдайте меры пожарной безопасности.
Запрещается
• Использовать аппарат во время дождя или во влажном помещении.
• Использовать режущие инструменты (дрели, "болгарки", электропилы и т.п.)
рядом с включенным аппаратом это приведет к попаданию металлической
пыли внутрь и выходу его из строя.
• Производить сварочные работы при наличии повреждения изоляции
сетевого провода или сварочных кабелей.
• Перед включением необходимо выдержать аппарат не мене двух часов при
положительной температуре окружающей среды для предотвращения
появления конденсата.
Комплект поставки
САИ "Ресанта" 1 шт.
Кабель с электрододержателем 1 шт.
Кабель с клеммой заземления 1 шт.
Паспорт изделия 1 шт.
Упаковка 1 шт.
Правила хранения
Изделие должно храниться в таре предприятия-изготовителя при температуре
от –10°С до +50°С, при относительной влажности не более 80%. В помещении для
хранения не должно быть пыли, паров кислот и щелочей.
Транспортировка
Транспортировка блоков в упаковке изготовителя может производиться любым
видом транспорта на любое расстояние.
При транспортировке воздушным транспортом должно производиться в
герметизированном отсеке.
При транспортировке должна быть обеспечена защита упаковки от прямого
попадания влаги. При транспортировке не кантовать.
Возможные неполадки и методы их устранения
Неполадки Возможная причина и ее устранение
1. Не горит индикатор
"Сеть" (рис.1 поз.3)
2. Аппарат не развивает
полной мощности
1.Проверить подключение аппарата к сети
2.Проверить положение выключателя "Сеть"
1.Низкое напряжение сети.
2.Мокрый сварочный электрод
3. Загорается индикатор
"Перегрев" (рис.1 поз.4)
6
1.Превышение величины ПН
2.Повышенное скопление пыли в аппарате обратиться в сервисный центр
Page 7

Сервис-центры:
Техническая поддержка: WWW.RESANTA.RU
• Астрахань, ул. Латышева, д.7Б, тел.: (8512) 628-262.
• Архангельск, Окружное шоссе, д.6, тел.: (8182) 42-05-10.
• Барнаул, ул. Новороссийская, д.140, оф 24, тел: (3852) 464-236.
• Белгород, ул. Ворошилова, д. 2а, тел: (4722) 20-74-72.
• Брянск, ул. 2-ая Почепская, д. 34А, тел: (4832) 58-01-73.
• Владимир, ул. Мещерская, д.1, тел: (4922) 444-084.
• Волгоград, проспект Ленина д.69 "А" первый этаж, тел.: (8442) 73-49-02, 72-83-15.
• Воронеж, ул. Острогожская, 73, тел: (4732) 36-46-35, 47-00-50, 76-11-21.
• Екатеринбург, ул. Походная, д.81, склад 18, тел.: (343) 295-80-46, 295-80-47, 8-912-652-
00-06.
• Екатеринбург, ул. Д. Зверева, д 31Е, офис 31.
• Ижевск, ул. Карла Маркса, д.23а тел: (3412) 790730, 8-919-916-85-12
• Иркутск, ул. Костычева, д.32, тел: (3952) 42-16-94, 42-16-98.
• Казань, ул. Поперечно-Авангардная, д.15, тел: (843)278-43-88
• Калининград, ул. Железнодорожная, д.12, тел: (4012) 76-36-09.
• Калуга, ул. Промышленная, д.36а, стр.7, тел: (4842) 530-968.
• Кемерово, ул. Камышенская, д.3А, тел: (3842) 33-61-75.
• Киров, ул. Потребкооперации, д.17, тел: (8332) 56-74-39, 73-19-75.
• Краснодар, ул. Темрюкская, д.58, тел: (861) 222-56-58, 210-11-19.
• Красноярск, ул. Северное шоссе, 7/1, тел:(391) 293-56-69.
• Курган, пр.Машиностроителей 1, тел: (3522) 630-195.
• Курск, ул. Черняховского 52-А, тел: (4712) 37-08-17.
• Липецк, ул. Рабочая, д.8, тел: (4742) 43-32-12.
• Махачкала, ул. Первомайская, д.13, тел: 8-903-469-42-55, 8-928-529-76-18.
• Москва, Внутренний проезд, д. 8, строение 4, тел.: (495) 318-05-57.
• Москва, ул. Литовский бульвар, д.22, ТД "Ясенево"
• Мурманск, ул. Домостроительная, д. 6, склад № 09.
• Набережные Челны, база Ринкам-Н (вдоль автодороги М-7 за АЗС Лукойл в сторону
Нового города), тел.: (8552) 330-965.
• Нефтеюганск, 5-й микрорайон, д.5, тел: (3463) 227-999.
• Нижний Новгород, ул. Вятская, д.41, тел: (831) 437-17-04.
• Нижний Тагил, ул. Балакинская, д.2, офис 1, тел.: (3435) 377-339
• Новосибирск, ул. Фрунзе, д.19, тел: (383) 224-84-07, 287-37-23.
• Омск, ул. Дмитриева, д.18, тел: (3812) 72-99-50.
• Оренбург, ул. Монтажников, д.26, тел: (3532) 37-47-36.
• Пенза, ул. Измайлова, д.17а, тел: (8412) 56-23-16 / 66-01-88.
7
Page 8

• Пермь, ул. Комсомольский проспект, д.98, оф.33 тел.: (342) 298-30-08.
• Пятигорск, ул. Ермолова, д.32а, тел: (928) 328-75-16.
• Ростов-на-Дону, пр.40-летия Победы, д.75, офис 6, тел: (863) 269-27-14, 257-79-77,
269-99-26.
• Рязань, ул. Зубковой, д. 18, к.6, тел.: (4912) 22-91-60.
• Самара, ул. Авиационная, д.1 лит.А, офис 45, тел: (846) 276-33-05.
• Санкт-Петербург, ул.Крыленко, д.1 лит.А, оф.№13, тел: (812) 333-22-43, 495-41-51, 716-
58-29.
• Саранск, ул. Строительная, д.1, тел.: (8342) 291-938
• Саратов, ул. Крайняя, д.129, тел:(8452) 338-505, 338-510.
• Сочи, ул. Гастелло, д.23А, тел: (8622) 46-02-37.
• Ставрополь, Михайловское шоссе, д. 5, тел.: (8652) 500-726, 500-727, 28-03-11
• Стерлитамак, ул. Западная, д.18, литер А.
• Тамбов, ул. Мичуринская №89, д.124А, тел: (4752) 56-02-01.
• Тверь, ул. пр-кт Калинина, д.17, тел: (4822) 415-291.
• Тула, ул. Марата, д. 100, тел: (4872) 385-344.
• Тюмень, ул. Судостроителей, д.16, тел: (3452) 61-12-06.
• Ульяновск, ул. Урицкого, д.25/1, склад №3, тел: (8422) 27-06-30, 27-06-31.
• Уфа, ул. Бакалинская, 9 тел.: (347) 229-43-29.
• Хабаровск, ул. Индустриальная, д. 8а, тел: (4212) 54-44-68.
• Чебоксары, Базовый проезд, д.15, тел: (8352) 28-63-99.
• Челябинск, ул. Морская, д.6, тел: (351) 222-43-15, 222-43-16.
• Череповец, ул. Боршодская, д. 50, тел: (8202) 23-38-63.
• Ярославль, Тутаевское шоссе д.2 стр.3, тел: (4852) 58-99-42.
• Казахстан, г. Алматы, Илийский тракт 37, офис 7, тел: 8(727)239 91 54, 385-03-97.
• Украина, г. Донецк, ул. Куйбышева, д.70, склад №15, тел: 093-786-57-50, (062)-389-10-
95.
• Украина, г. Симферополь, 9 км Московского шоссе, база "WEST", тел: (0652)-70-79-31.
• Украина, г. Одесса, ул. Дальницкая, 46, тел: 8-093-363-90-02; 8-048-735-92-03.
• Украина, г. Киев, ул. Новоконстантиновская, 4, тел: (044) 239-23-37; 8-048-735-92-07.
Дополнительную информацию о порядке и месте проведения технического обслуживания и ремонта
можно получить в Единой службе технической поддержки и у организации-продавца
8
Page 9

Дорогой покупатель!
Мы выражаем Вам огромную признательность за Ваш выбор. Мы
сделали все возможное, чтобы данное изделие удовлетворяло Вашим
запросам, а качество соответствовало лучшим мировым образцам.
Компания “Ресанта” устанавливает официальный срок службы на
сварочный аппарат инверторный 5 лет, при условии соблюдения правил
эксплуатации.
При покупке изделия требуйте проверки его комплектации,
внешнего вида и правильного заполнения гарантийного талона в Вашем
присутствии.
В случае возникновения неисправностей не пытайтесь
самостоятельно ремонтировать изделие, т.к. это опасно и приводит к
утрате гарантии.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
• Изготовитель гарантирует работу сварочного аппарата на
протяжении одного года со дня продажи.
• Гарантия не распространяется на комплектующие сварочного
аппарата.
• Гарантийный ремонт не производится при нарушении
требований, изложенных в паспорте.
• Гарантийный ремонт не производится при нарушении
целостности конструкции.
• Гарантийный ремонт производится только при наличии печати
фирмы, даты продажи, подписи продавца и подписи покупателя в
Гарантийном талоне.
Данный документ не ограничивает определенные законом права
потребителя, но дополняет и уточняет оговоренные законом
обязательства, предполагающие соглашения сторон.
ВЫПОЛНЕННЫЕ РАБОТЫ ВЫПОЛНЕННЫЕ РАБОТЫ ВЫПОЛНЕННЫЕ РАБОТЫ
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
Наименование мастерской Наименование мастерской Наименование мастерской
______________________ ______________________ ______________________
______________________ ______________________ ______________________
М.П. М.П. М.П.
______________________ ______________________ ______________________
______________________ ______________________ ______________________
9
Page 10

ГАРАНТИЙНЫЙ ТАЛОН
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНЫЙ
зав №_________________
модель _________________
Дата продажи _____________________
Наименование и адрес торговой
организации__________________________
м.п.
С правилами эксплуатации и условиями гарантии ознакомлен.
Продукция получена в полной комплектации. Претензий к внешнему
виду не имею.
ФИО и подпись покупателя
ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН ГАРАНТИЙНЫЙ ТАЛОН
Описание дефекта, № прибора Описание дефекта, № прибора Описание дефекта, № прибора
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
______________________ ______________________ ______________________
ОТК изготовителя ОТК изготовителя ОТК изготовителя
______________________ ______________________ ______________________
______________________ ______________________ ______________________
М.П. М.П. М.П.
______________________ ______________________ ______________________
______________________ ______________________ ______________________
10
Page 11

11
Page 12

SIA “RESANTA”
Riga, Andreja Saharova iela, 5/1, LV-1082, Latvia
Ред.1
 Loading...
Loading...