

Page 1

СЭДМ - 2300/250Pм+
СТАНОК ЭЛЕКТРИЧЕСКИЙ
ДЕРЕВООБРАБАТЫВАЮЩИЙ
МНОГОФУНКЦИОНАЛЬНЫЙ
Page 2

2
Уважаемый покупатель!
При покупке станка электрического деревообрабатывающего многофункционального: (модели СЭДМ - 2300/250Рм+).Убедитесь, что в талоне
на гарантийный ремонт проставлены: штамп магазина, дата продажи и
подпись продавца, а также указана модель и серийный номер станка электрического деревообрабатывающего многофункционального.
Перед включением внимательно изучите настоящее руководство по эксплуатации. В процессе эксплуатации соблюдайте требования настоящего
руководства, чтобы обеспечить оптимальное функционирование станка
электрического деревообрабатывающего многофункционального и продлить срок его службы.
Комплексное полное техническое обслуживание и ремонт в объёме,
превышающем перечисленные данным руководством операции, должны
производится квалифицированным персоналом на специализированных
предприятиях. Установка, и необходимое техническое обслуживание производится пользователем и допускается только после изучения данного
руководства по эксплуатации.
Приобретённый Вами станок электрический деревообрабатывающий
многофункциональный может иметь некоторые отличия от настоящего
руководства, связанные с изменением конструкции, не влияющие на условия его монтажа и эксплуатации.
1. Основные сведения об изделии
1.1 Станок электрический деревообрабатывающий многофункциональный (далее по тексту - станок) предназначен для выполнения следующих
бытовых работ с заготовками из древесины: строгание, снятие фаски,
пазование, пиление, сверление, вырезание шипа, изготовление проушин
и выборка «четверти».
1.2 Данная модель станка предназначена для работы в условиях умеренного климата с диапазоном рабочих температур от -10 до +40 °С и относительной влажности не более 80%.Питание от сети переменного тока
напряжением 220 В, частотой 50 Гц. Допускаемые отклонения напряжения
+/- 10%, частоты +/-5%.
1.3 Транспортировка инструмента производится в закрытых транспортных средствах в соответствии с правилами перевозки грузов, действующих на транспорте данного вида.
1.4 Габаритные размеры и вес представлены в таблице ниже:
Модель
СЭДМ - 2300/250Рм+
Габаритные размеры в упаковке, мм:
-длина 1130
-ширина
720
-высота
500
Вес (брутто/нетто), кг
210/192,0
Дополнительная информация:
1. Расшифровка серийного номера
S/N XX XXXXXXX/ XXXX
буквенно-цифровое обозначение год и месяц изготовления
2. Сертификат соответствия требованиям Технического Регламента
№ CN.ЛТ46.В.00387. Выдан органом по сертификации:
ОБЩЕСТВОМ С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
«КС СЕРТИФИКАТ»
Аттестат рег. № РОСС.RU.0001.11ЛТ46
Срок действия сертификата соответствия с 23.11.2012 по 22.11.2017
3. Производитель:
«NANJING XIANBAO INTERNATIONAL TRADE CO., LTD.»
Rm-148-1101, Bingjiang Rd, Nanjing, Китай
4. Импортёр:
ООО «Инструменты и техника «Калибр»
109147,Москва, ул. Таганская, д.36, корп.2, ком.5
Page 3
22
3
2. Технические характеристики
Основные технические характеристики представлены в таблице:
Модель
СЭДМ - 2300/250Рм+
Род тока
переменный/однофаз-
ный
Напряжение, В 220+/-10
Частота, Гц 50+/-1
Номинальная мощность двигателя, Вт 2300
Число оборотов шпинделя станка, об/мин 3500
Габаритные размеры стола мм. не более 1036x1250х930
Пиление
Наибольшая толщина распиливаемого материала, мм 85
Наибольший диаметр пильного диска, мм 250
Диаметр посадки диска, мм 25
Длина пильного стола мм, не менее 655
Ширина пильного стола, не менее 155
Сверление и другие функции
Максимальный диаметр сверла, мм 13
Квадрат долбяка, мм 16
Строгание
Количество ножей, шт 3
Размеры ножа, мм 260×30×3
Наибольшая ширина строгаемого материала, мм 250
Наибольшая глубина строгания за один проход, мм 3
Длина рабочего стола (подвижного и неподвижного) при стро-
гании, мм
1000
Ширина рабочего стола (подвижного и неподвижного) при строгании, мм
342
3. Комплектность
Станок поставляется в торговую сеть в следующей комплектации:
Кол-во, шт
1. Станок 1
2. Пильный диск 250 мм 1
3. Фрезы 2
4. Абразивный круг для заточки ножей 1
5. Абразивный круг для заточки пильного диска 1
6. Сверло 13 мм 1
7. Долбяк 1
8. Отвёртка 1
Page 4
4
9. Ключ 10×12 1
10. Ключ 14×17 1
11. Рожковый плоский ключ S 27 1
12. Шестигранный внутренний ключ 1
13. Сверлильный патрон с ключом 1,5-13 мм 1
14. Кожух пилы 1
15. Ограждение ножевого вала 2
16. Устройство крепления ножа для заточки 1
17. Устройство для заготовки при изготовлении проушин 1
18. Направляющий упор при пилении 1
19. Упор с фланцем 1
20. Шайба разделительная 2
21. Прижимная шайба 1
22. Втулка 22×17×22 1
23. Комплект крепежа 1
* в зависимости от поставки комплектация может меняться
4. Общий вид станка
4.1 Общий вид стола основного представлен на рис. 1
1. Стяжка 2. Защитная панель 3. Маховик 4. Ремень привода рейсмуса
А900 5. Болт М8х25 6. Шайба 8 7. Двигатель 8. Опора станка (правая) 9.
Ремень привода ножевого вала А100010 10. Защитная панель 11. Ролики
подачи заготовки 12. Стол для строгания 13. Стол для строгания (принимающая часть) 14. Натяжное устройство 15. Цепь 12.7-74 16. Рычаг вклю-
рис. 1
21
станка
станка
станкастанка
Page 5

20
5
чения автоматической подачи заготовки при рейсмусовании; 17. Крепёжные
винты защитной панели 18.Опора станка (левая) 19. Шайба 8-140 20. Гайка М16 21. Шкив ножевого вала. 22. Ножевой вал. 23. Рукоятка фиксации
подвижного стола. 24. Ручка регулировки высоты подвижного стола 25.
Паралельный упор.
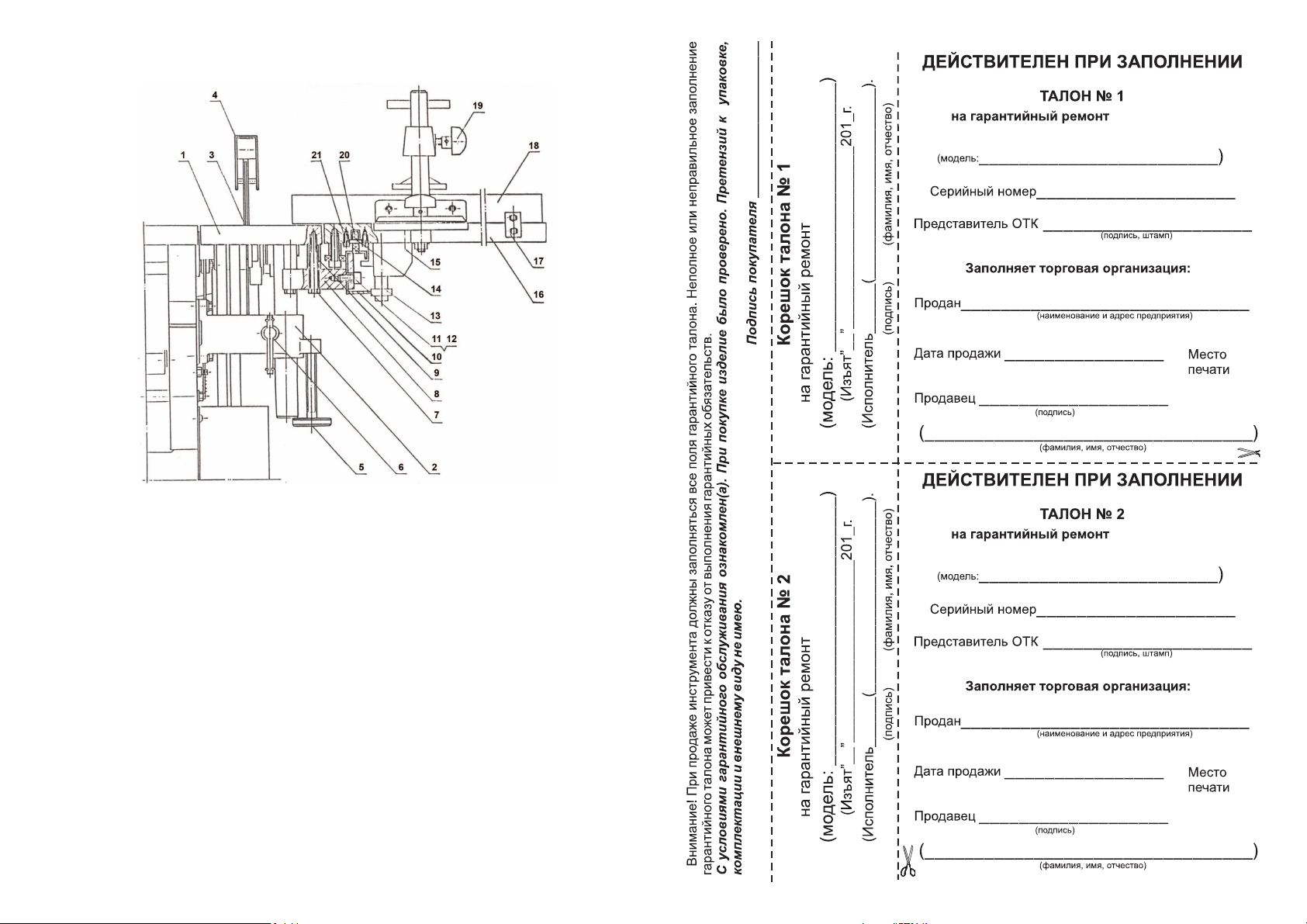
4.2 Общий вид стола сверления и пазования представлен на рис. 2
1. Болт М8х25 2. Шайба 8-140 3. Болт М6х25 4. Шайба 6 5. Гайка регу-
лировочная 6. Кронштейн стола для сверления 7. Опорная планка пилы.
8. Болт М8х10 9. 10. Болт М8х20, Шайба 8 11. Рычаги перемещения стола 12. Гайка М8 13. Болт М8х30 14. Зажим для заготовки 15. Болт М8x16
16. Суппорт стола дополнительного 17. Долбежное устройство 18. Трёхо-
севой стол 19. Релс 20. Переходник для патрона. 21. Патрон 22. Корпус 23.
Колесо регулировки высоты стола 24. Выключатель.
4.3 Общий вид стола рейсмуса представлен на рис. 3
рис. 2
рис. 3
1. Большая шестерня-
гайка 2. Опора-винт 3.
Кольцо 4. Малая шестерня 5. Болт М6х16 6. Фиксирующее кольцо 7. Рукоятка
8. Опора станка 9. Рабочий
стол рейсмуса.
Page 6
6
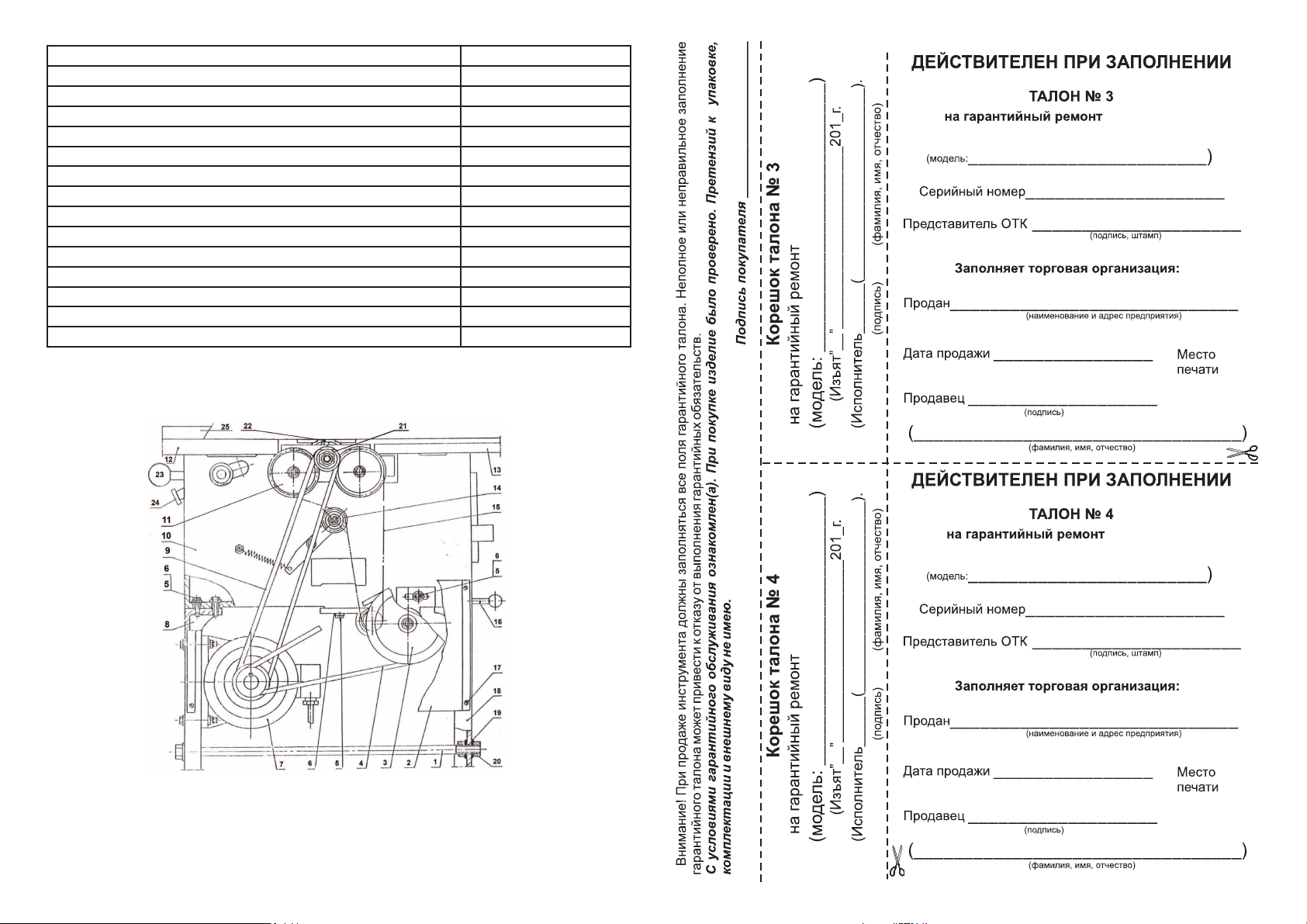
4.4 Общий вид стола для пиления и торцевания представлен на рис. 4
1. Регулируемый стол для пиления 2. Кронштейн стола для пиления. 3.
Пильный диск 4. Защитный кожух пильного диска 5. Рукоятка фиксации
регулируемого стола для пиления 6. Винт регулировочный высоты стола
7. Болт М8х70 8. Кронштейн 9. Втулка промежуточная 10. Рельс 11. Винт
12. Уплотнитель 13. Пдшипник 80100 14. Штифт С6х18 15. Кронштейн
подшипника 16. Подвижный стол 17. Соединяющая пластина 18. Напраляющий упор 19. Фиксатор тисков 20. Ролик опорный 21. Винт М5х16.
4.5 Для удобства сборки станка, поставка с завода производится узлами собранными из отдельных деталей. Станок монтируется на основании
8 и 15 (рис. 1) представляющего собой переднюю и заднюю опоры состыкованные между собой стяжкой 1 (рис. 1). На основание устанавливается корпус станка на котором установлен ножевой вал 22 (рис. 1), на ножевом валу установлены ножи, которые крепятся прижимной планкой с помощью болтов. На ножевом валу 22 (рис. 1) установлен шкив 21 (рис. 1),
который через ремень 9 получает вращение от двигателя 7 (рис. 1), который установлен внутри основания 8, 18 (рис. 1). Натяжение ремней 9 и 4
(рис. 1) осуществляется ослаблением болтов и перемещением двигателя 7
(рис. 1) внутри основания и затяжкой болтов по окончании. С левой стороны корпуса установлен стол регулируемый 12 (рис. 1) и стационарный
13 (рис. 1) для строгания.
рис. 4
19
станка
станка
станкастанка
Page 7

18
11. Возможные неисправности
11.1 Перечень возможных неисправностей приведён в таблице ниже:
Наименование
неисправности
Вероятная причина Метод устранения
1. При включении в сеть
двигатель не работает
1. Неисправна розетка
2. Обрыв в схеме подключения двигателя
3. Неисправен выключатель
1. Выявить причину и устранить
2. Устранить обрыв
3. Заменить выключатель
2. Работающий двигатель
гудит и перегревается
1. Двигатель перегружен 1. Уменьшить нагрузку
3. Двигатель внезапно остановился во время работы
1. Отсутствие напряжения в
цепи;
2. Неполадки в пусковом
механизме или двигателе;
1. Устранить причину отсутствия
2. Устранить неполадки в
пусковом механизме и в двигателе;
4. Инструмент при включённом двигателе не вращается
1. Обрыв ремня 1. Заменить ремень
5. Стук в подшипниках
1. Повреждение подшипников
1. Заменить повреждённые
подшипники
6. При включении двигатель гудит и не вращается
1. Неисправен конденсатор 1. Заменить конденсатор
7
4.6 Для установки глубины строгания ослабьте рукоятку фиксации регулируемого стола 23 (рис. 1), рукояткой 24 (рис. 1) установите требуемую
высоту регулируемого стола затем зафиксируйте стол рукояткой 23 (рис.
1). Ножевой вал сверху закрыт щитками, которые открывают ножевой вал
на ширину обработки при подаче обрабатываемого материала.
4.7 Справа от столов для строгания установлен стол 1 (рис. 4) для пиления. Высота стола пиления регулируется винтом регулировочным 6 (рис.
4), фиксируется ручкой 5 (рис. 4). Пильный диск 3 (рис. 4) закрывается
сверху защитным кожухом 4 (рис. 4), имеющим в своём составе расклинивающий нож. Стол для пиления 1 (рис. 4) имеет вставку, крепящуюся двумя винтами. При установке на валу фрезы, вставка снимается.
4.8 Внутри корпуса установлен стол 9 (рис. 3) для рейсмусования, подъ-
ем или опускание которого для установки положения рейсмусования осуществляется ручкой регулирования 7 (рис. 3).
Станок имеет функцию «Автоматическая подача заготовки», при рейсмусовании которая включается рычагом 16 (рис. 1) и происходит за счёт
вращения роликов подачи заготовки 11 (рис. 1) через цепную передачу.
Слева на корпус станка навешивается долбежное устройство 17 (рис. 2),
кронштейн стола для сверления 6 (рис. 2), на который крепится в сборе
трёхосевой стол 18 (рис. 2), зажим для заготовки 14 (рис. 2). Колесо 23
(рис. 2) предназначено для регулировки высоты стола при осуществлении
пазования, сверления и т.д., а рычагами 11 (рис. 2) осуществляется перемещение стола по горизонтальным оясям.
5. Инструкция по технике безопасности
5.1 Требования к безопасности при подготовке станка к работе.
5.1.1 Не приступайте к работе на станке не ознакомившись с руководством по эксплуатации. Необходимо твёрдо изучить назначение всех органов управления.
5.1.2 Станок располагайте на твёрдой поверхность и выбирайте собственное положение так, чтобы исключить возможность потери равновесия в процессе работы.
5.1.3 Не допускается работа станка на открытых площадках, в помещениях с взрывоопасной или химически активной средой, а также в условиях попадания капель и брызг.
5.1.4 Перед началом работы необходимо проверить надёжность крепления узлов, инструмента, защитного кожуха инструмента, исправность
шнура питания и штепсельной вилки, произвести проверку исправности
работы станка на холостом ходу. При обнаружении неисправности станок
необходимо выключить и возобновить работу только после устранения
неисправностей и причин их вызвавших.
Перед началом работы необходимо также убедится что пуск никому не
угрожает.
Page 8

8
5.1.5 Станок должен быть отключён от питающей сети штепсельной
вилкой при смене инструмента или его регулировке, перерыве в работе,
окончании работы.
5.1.6 Не допускается при закреплении на станке режущих инструментов, применение насадок на ключи, а также ударного инструмента
5.1.7 При отсутствии заземляющего контура в сети питания, необходимо
заземлить станок. Заземление вести проводом не менее 2,5 мм2 к винту заземления на корпусе станка обозначенному знаком.
5.2 Требования безопасности при работе на станке
5.2.1 Запрещается работать на станке в одежде нараспашку.
5.2.2 Запрещается во время работы станка производить какие либо регулировки, чистку, смазку и обтирку станка.
5.2.3 Необходимо периодически проверять крепления режущего инструмента при отключённом от питающей сети станке.
5.2.4 Запрещается работа на станке при возникновении во время работы хотя бы одной из следующих неисправностей:
- появления дыма или запаха характерного для горелой изоляции;
- появления повышенного шума, стука, вибрации;
- повреждения рабочего инструмента;
- повреждения штепсельной вилки, шнура питания, или при нечёткой
работе выключателя;
- поломки или появлению трещин в корпусных деталях.
5.2.5 Запрещается распиловка и строгание заготовок длинной менее
300 мм без толкателей.
5.2.6 Запрещается использовать станок не по назначению, (устанавливать не предназначенные для этого станка инструменты, абразивные, шлифовальные и полировальные круги, полировальную шкурку и т.д.), производить обработку материалов отличных от древесины (металлы, пластмассы и т.д.), а также производить обработку заготовок из древесины с габаритными размерами и массой большими указанных в данном руководстве.
5.2.7 Запрещается применять режущий инструмент, параметры которого не соответствуют требованиям, приведённым в данном руководстве.
5.3 При обработке материалов, бывших в употреблении, убедитесь в отсутствии в них гвоздей и других металлических предметов.
5.3.1 Для уменьшения неблагоприятного воздействия шума при работе
на станке необходимо использовать противошумные наушники.
5.3.2 Не оставляйте без присмотра станок, подключённый к питающей сети.
5.3.3 Не допускается работа ножами, пильными дисками, имеющими
дефекты (трещины задиры).
6. Инструкция по сборке станка
6.1 Распакуйте станок, после чего переверните его, так чтобы рабочий стол
находился снизу, как показано на рис. 5, это необходимо для удобного монта-
17
3) 140091, г. Дзержинский, М.О., ул. Энергетиков, д. 22, кор. 2 т. (495) 221-66-53
10.3 Безвозмездный ремонт или замена станка в течение гарантийного
срока эксплуатации производится при условии соблюдения потребителем
правил эксплуатации и технического обслуживания, хранения и транспортировки.
10.4 При обнаружении Покупателем каких-либо неисправностей
станка, в течение срока, указанного в п. 10.1 он должен проинформировать об этом Продавца и предоставить станок Продавцу для проверки.
Максимальный срок проверки - в соответствии с законом РФ «О защите
прав потребителей». В случае обоснованности претензий Продавец обязуется за свой счёт осуществить ремонт станка или его замену. Транспортировка станка для экспертизы, гарантийного ремонта или замены производится за счёт Покупателя.
10.5 В том случае, если неисправность станка вызвана нарушением
условий его эксплуатаций или Покупателем нарушены условия, предусмотренные п. 10.3 Продавец с согласия покупателя вправе осуществить
ремонт станка за отдельную плату.
10.6 На продавца не могут быть возложены иные, не предусмотренные
настоящим руководством, обязательства.
10.7 Гарантия не распространяется на:
- любые поломки связанные с погодными условиями (дождь, мороз,
снег);
- при появлении неисправностей, вызванных действием непреодолимой силы (несчастный случай, пожар, наводнение, удар молнии и т.п.);
- нормальный износ: станок, так же, как и все сложные технические устройства, нуждается в должном техническом обслуживании.
Гарантией не покрывается ремонт, потребность в котором возникает
вследствие нормального износа, сокращающего срок службы частей
и оборудования;
- на износ таких частей, как присоединительные контакты, провода,
ремни, и т.п;
- естественный износ (полная выработка ресурса, сильное внутреннее
или внешнее загрязнение);
- на оборудование и его части выход из строя которых стал следствием
неправильной установки, несанкционированной модификации, неправильного применения, небрежности, неправильного обслуживания,
ремонта или хранения, что неблагоприятно влияет на его характеристики
и надёжность;
10.8 На неисправности, возникшие в результате перегрузки станка
повлёкшие выход из строя электродвигателя или других узлов и деталей.
К безусловным признакам перегрузки станка относятся, помимо прочих: появление цветов побежалости, деформация или оплавления деталей
и узлов, потемнение или обугливание изоляции проводов электродвигателя под действием высокой температуры.
Page 9
16
8.6 После каждой операции при
смене вида работ, а также по завершении работы производите очистку
станка от стружки и опилок.
8.7 Не реже одного раза в три
месяца производите смазку подшипников ножевого вала станка и цепи
автоматической подачи заготовки.
8.8 С целью продления срока
службы станка и предупреждения
неполадок рекомендуется не реже 1
раза в год обращаться в специализированные мастерские для проведения общего технического осмотра.
9. Срок службы и хранение
9.1 Срок службы станка 5 лет.
9.2 Станок до начала эксплуатации должен храниться законсервированным в упаковке предприятия - изготовителя в складских помещениях при
температуре окружающей среды от 0 до +40 °С.
9.3 Указанный срок службы действителен при соблюдении потребителем требований настоящего руководства.
10. Гарантия изготовителя (поставщика).
10.1 Гарантийный срок эксплуатации станка - 12 календарных месяцев
со дня продажи.
10.2 В случае выхода станка из строя в течение гарантийного срока эксплуатации по вине изготовителя, владелец имеет право на бесплатный
гарантийный ремонт, при соблюдении следующих условий:
- отсутствие механических повреждений;
- отсутствие признаков нарушения требований руководства по эксплуатации;
- наличие в руководстве по эксплуатации отметки о продаже и наличие
подписи покупателя;
- соответствие серийного номера станка серийному номеру в гарантийном талоне;
- отсутствие следов неквалифицированного ремонта.
Удовлетворение претензий потребителя с недостатками по вине изготовителя производится в соответствии с законом РФ «О защите прав потребителей».
Адреса гарантийных мастерских:
1) 127282, г. Москва, ул. Полярная, д. 31а т. (495) 796-94-93
2) 141074, г. Королёв, М.О., ул. Пионерская, д.1б т. (495) 513-44-09
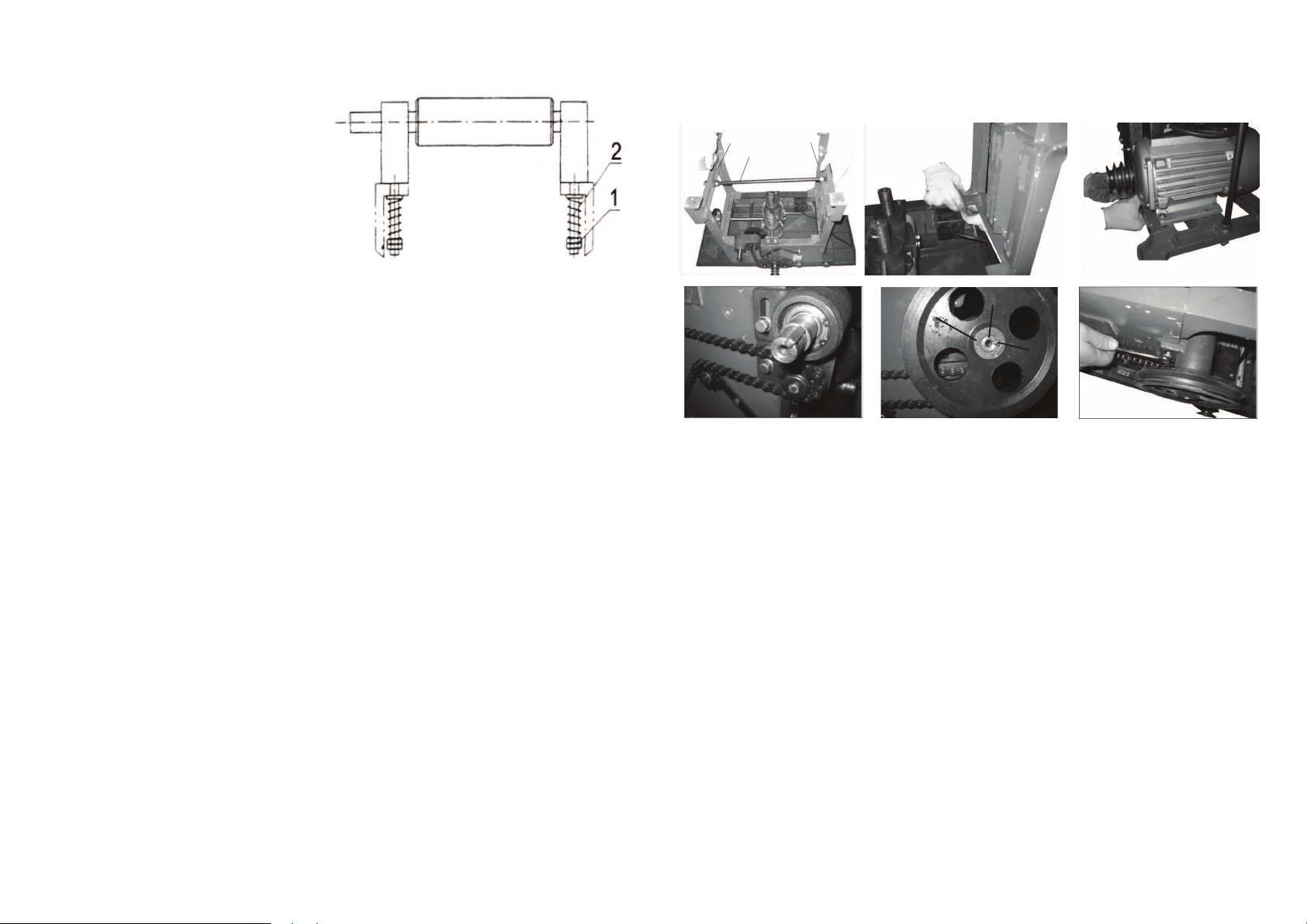
рис. 24
9
жа опор (I и II) станка. Перед тем как установить опоры к основанию станка,
необходимо закрепить их между собой стяжкой 1 (рис. 5), после чего прикре-
пить их к основанию с помощью восьми болтов и гаек, как показано на рис. 6.
6.2 После фиксации опор, закрепите двигатель на опоре № II. Для этого, переверните станок на бок как показано на рис. 7, закрепите двигатель
четырьмя болтами с гайками.
6.3 Закрепив двигатель, вставьте шпонку 3 (рис. 9) и оденьте шкив 1
(рис. 9) на ось 2 (рис. 9) привода подачи рейсмуса, после чего необходимо надеть ремни, (3 ремня), два из которых размером 1010 мм, а третий
900 мм. Наденьте их как показано на риc. 1, натяните при помощи регулировки привода подачи рейсмуса (рис. 10). Перед началом эксплуатации, в
целях безопасности установите защитный кожух ремней, прикрутив его с
помощью четырёх винтов к основанию станка.
6.4 Установка стола для пиления.
Стол для пиления крепится к станку с помощью кронштейна 2 (рис.
11) стола пиления. Привинтите кронштейн к станку с помощью 4 винтов,
как показано на (рис. 11), после чего произведите монтаж стола на кронштейн и закрепите фиксатором стола 1 (рис. 11) расположенный справа
от кронштейна пильного стола. Для регулировки стола по высоте используется колесо 5 (рис. 11) после чего следует зафиксировать его рычагом 3
(рис. 11)
6.5 Закрепите ручки для удобства регулировки и фиксации рейсмуса.
Рычаг автоматической подачи 2 (рис. 12) зафиксируйте с помощью фиксатора 1 (рис. 12), так чтобы он мог без труда включать или выключать ав-
томатическую подачу.
После этого вставьте рукоятку 3 (рис. 12) в вал ручной регулировки толщины строгания. Для удобства вращения вала ручной регулировки высоты
1
I
II
рис. 5 рис. 6 рис. 7
рис. 8 рис. 9 рис. 10
1
2
3
Page 10

10
строгания. Затем установите ограничитель размера глубины строгания рейсмуса 4 (рис. 12).
Схема сборки многофункционального стола
Схема 2
рис. 11 рис. 12
8. Обслуживание инструмента и станка
8.1 Следите за состоянием ножей и их положением на ножевом валу.
Ножи должны быть заточены равномерно по всей длине режущей кромки
и закреплены на головке так, чтобы кромка ножей при вращении не выступала над поверхностью стола 13 (рис. 1) более чем на 1,5 мм.
Для заточки затупленных ножей используйте заточное приспособление, закрепляемое на сверлильном столе (рис. 22). Приспособление крепится на верхней части стола под сверлильным патроном и обеспечивает
заточку ножа под требуемым углом. Разместите нож на заточном приспособлении, установите в патрон точильный камень(поставляемый к комплекте). Включите станок и введите нож в соприкосновение с точильным камнем. Перемещайте стол до тех пор, пока режущая кромка ножа
не будет заточена по всей длине. Повторите операцию с остальными
двумя ножами.
Выработавшие ресурс ножи должны быть заменены на новые, при этом
замена должна производиться комплектно (одновременная замена трёх ножей).
8.2 Следите за состоянием пильных дисков
Работа затупленными дисками или дисками с неправильно разведёнными зубьями приводит к ухудшению качества обработки и перегрузке
электродвигателя. Для заточки зубьев диска используйте точильный
камень входящий в комплект поставки. (рис. 23)
8.3 Следите за состоянием ремней 4 (рис. 1) и 9 (рис. 1). При выявлении износа ремня ослабьте четыре винта, крепящих двигатель к корпусу
станка, переместите двигатель так. чтобы ремень мог быть снят со шкивов, установите новый ремень и установите винты крепления двигателя.
8.4 В случае затруднённой подачи заготовки или ухудшения качества
обработки при операции рейсмусования необходимо при помощи гаек
1 (рис. 24) отрегулировать усилие четырёх пружин 2, расположенных на
стойках стола для рейсмусования.
8.5 Ежемесячно осуществляйте проверку состояния корпуса станка и
шнура питания. Повреждённый сменный инструмент или шнур питания
требуют немедленной замены.
рис. 22 рис. 23
Page 11

14
достигает уровня режущей головки, пока обработка заготовки не будет
завершена.
7.5 Рейсмусование
- Вращением ручки 7 (рис. 3) выставьте стол для рейсмусования на тре-
буемую высоту, исходя из толщины заготовки;
- включите станок и дайте и дайте двигателю набрать полное число обо-
ротов;
- введите заготовку в соприкосновение с режущей головкой станка и
подавайте её вперёд до завершения обработки.
Автоматическая подача заготовки включается рычагом 16 (рис .1).
Внимание! Изменение режима подачи заготовки (ручная/автомати-
ческая) на работающем станке недопустимо.
В зависимости от того, каким концом подаётся заготовка, качество обработки может быть не одинаковым. Для достижения наилучшего результата производите обработку по направлению волокон.
Особое внимание должно уделяться подаче заготовок, длина которых
многократно превышает длину рабочего стола станка. В этом случае необходимо позаботится об установке надёжных дополнительных опор, а не
полагаться исключительно на собственные силы или помощь других людей.
7.6 Пазование и изготовление проушин
- Отвинтите два винта и снимите металлическую вставку расположен-
ную на столе для пиления 1 (рис. 4);
- установите на шпиндель станка два пильных диска диаметром не
более 100 мм. (рис. 20,21);
- вращением винта регулировочного 6 (рис. 4) отрегулируйте высоту
стола 1 (рис. 4), предварительно ослабив ручку 5 (рис. 4);
- включите станок и дайте двигателю набрать набрать полное число
оборотов;
- введите заготовку в соприкосновении с пильными дисками подавайте
её вперёд до завершения обработки.
рис. 20
рис. 21
11
Поз. Наименование 23 шарик рукоятки рычага
1
кронштейн дополнит. рабочего
стола
24 рейка направляющая
2 суппорт рабочего стола 25 винт фиксации стола
3 салазки верхние 26 ручка фиксации стола
4 салазки нижние В1 винт стопорный М6×30
5 корпус тисков В2 болт М8×25
6 рейка зубчатая В3 болт М8×30
7 опора дополнит. рабочего стола В4 винт стопорный М6×12
8 рукоятка рычага В5 винт стопорный М10×50
9 втулка рукоятки (комплект) В6 гайка М10
10 плечо рычага В8 болт М8×15
11 основание шестерни В9 болт М6×20
12 Колесо В10 шайба стопорная 18
13 Винт вертикального перемещения В11 гайка М6
14 рукоятка малая В12 болт М8×12
15 винт тисков В13 болт М8×20
16 пиноль тисков В14 болт М8×12
17 пята тисков В15 болт М8×25
18 шестерня В16 болт М8×15
19 гайка квадратная В17 винт стопорный М6×15
20 направляющая В18 винт стопорный М6×12
21 упор В19 болт внутренний М6×12
22 шарик рукоятки малой В20 болт М8×20
После сборки стола для сверления привинтите кронштейн к раме станка
четырьмя винтами.
Внимание! Перед работой всегда проверяйте все защитные устройства
и кожухи. Они должны функционировать, если какое либо защитное устройство не действует , то работа на станке не допустима. Устраните неполадку только после этого Вы можете продолжить работу на станке.
Будьте внимательны при подключении станка к сети электрического
питания.
Следите за тем чтобы напряжение в сети соответствовало напряжению
питанию станка.
7. Инструкция по использованию
Внимание! Станок поставляется с двух полюсной вилкой, имеющей
клемму заземления, и должен подключатся к заземлённой розетке элек-
Page 12

12
трической сети, защищённой 25 А предохранителем!
7.1 Блок выключателя 24 (рис. 2) имеет три положения:
“0” выключение;
“1” включение станка с вращением шпинделя против часовой стрелки
(для выполнения сверления);
“2” включение станка с вращением шпинделя по часовой стрелке (для
выполнения всех работ кроме сверления).
Категорически запрещается реверсировать двигатель работающего
станка!
Внимание! Пильный диск, ножевой вал и сверлильный патрон расположены на одной оси шпинделя и приводятся в действие одновременного
от одного ременного привода. В целях безопасности :
- перед выполнением пиления во избежании случайного контакта рук с
вращающимся ножевым валом выставьте стол для строгания выше уровня
вала;
- перед началом строгания снимите со шпинделя пильный диск;
- удалите сверло из патрона, если текущая работа не связана со сверлением.
7.2 Сверление, долбление, пазование, шлифование. (рис. 14, 15)
Внимание! рычагом 16 (рис. 1) отключите автоматическую подачу
заготовки выведя из зацепления зубчатую передачу, в противном случае
станок будет выведен из строя!
- установите в сверлильный патрон сверло требуемого диаметра (для
долбления также закрепите на корпусе станка держатель с долбяком);
- включите станок переведя блок выключателя в положение ”1” ,
позвольте набрать станку полное число оборотов.
- расположите на столе заготовку и отрегулируйте положение стола по
высоте вращением колеса 23 (рис. 2);
- зафиксируйте заготовку тисками 14 (рис. 2).
Обработка заготовки производится перемещением суппорта стола 16 (рис.
2)при помощи рычагов 11 (рис. 2) в поперечном и продольном направлениях
соответственно.
7.3 Пиление, фрезирование, выборка “четверти” (рис. 16,17,18)
- в зависимости от выполнения работы установите на шпиндель пиль-
рис. 14
рис. 15
13
ный диск или фрезу требуемого типа;
- вращением винта регулировочного 6 (рис.
4) отрегулируйте высоту стола 1 (рис. 4), пред-
варительно ослабив ручку 5 (рис. 4) ;
- включите станок и дайте двигателю набрать
полное число оборотов.
Заготовку необходимо подавать плавно и
равномерно, без перекосов, прижимая её к
направляющей. Не следует увеличивать скорость подачи заготовки, т.к. это может привести к перегрузке двигателя и выходу его из
строя. При заедании пильного диска (фрезы)
необходимо немедленно сдать заготовку на
себя и уменьшить скорость подачи.
7.4 Строгание (рис. 19)
Осмотрите заготовку на предмет отсутствия
торчащих сучков и посторонних предметов
(гвоздей, шурупов, скоб и т.д., и в случае обнаружения удалите их. Не обрабатывайте загрязнённые заготовки они ускорят затупление и износ ножей. Не выставляйте большую глубину строгания; для обработки коробленных заготовок делайте несколько проходов
при малой глубине строгания.
- выставьте глубину строгания вращением ручки регулировки 24 (рис. 1),
предварительно ослабив ручку 23 (рис. 1);
- включите станок и дайте двигателю набрать полное число оборотов;
- подавайте заготовку со стола 12 (рис. 1), прижимая её к упору 25 (Рис.
1). Дополнительный вид (рис. 19).
Для достижения наилучшего качества обработки и обеспечения безопасности работы заготовка должна подаваться с постоянной скоростью,
чтобы избежать образования «засечек». Для этого: прижмите заготовку к
столу и упору двумя руками ( пальцы должны быть сомкнутыми), расположив левую руку перед правой;
- медленно подавайте заготовку, пока левая рука не окажется над режущей головкой, после чего, продолжая подачу заготовки правой рукой, расположите левую руку за правой рукой на заготовке;
- продолжайте менять положение рук каждый раз, когда одна из них
рис. 18
рис. 19
рис. 16
рис. 17
 Loading...
Loading...