

sherline PN 8900 User Manual
Installing the Air Spindle into the Headstock
Insert the air spindle body into the hole in the headstock
body and slide it down until the part of the body below
the knurled silver speed control portion is approximately
centered in the headstock. Using the 7/64" hex key provided,
tighten the 6-32 socket head screw to secure the spindle in
the headstock body.
Mounting the Headstock to the Saddle
Fit the headstock/spindle unit over the pin on the mill column
saddle. Make sure the alignment key (P/N 40260) is seated
in the slot in the saddle and align the corresponding slot in
the back of the headstock to fi t over the key. Tighten the
tab (P/N 89024). The point of the set screw will engage the
tapered groove in the pin to pull the headstock down tightly
against the saddle, using the alignment key to align it.
Connecting the High Speed Spindle Air Line
It is very important that you provide clean, dry air to run
your high speed spindle. Dirty and/or wet air will cause the
spindle to wear out prematurely. Follow the manufacturer's
instructions included with the spindle when connecting the
air lines. A compressor of at least 1.5 horsepower producing
about 90 PSI of air pressure is appropriate for this spindle.
Continuous high speed use requires about 3 cu.ft/min of air
volume. The manufacturer recommends a break-in period
for the fi rst 2-3 hours of use. During this period, restrict air
pressure to 50-55 PSI. Once broken in, do not use pressures
over 90 PSI, as this will also cause excessive wear.
If extending the air line provided, use 1/4" line up to 25' in
length. If length longer than that is needed, it is recommended
that you increase the line size to 3/8" to provide suffi cient
volume of air for the tool.
Precautions When Using the Spindle
Do not overload the carbide cutter by taking too heavy a cut.
In most cases it is not necessary to use the full 54,000 RPM
capacity of the spindle. 40,000-45,000 RPM will usually do
just as good a job, and the lower speed will extend the life
of your spindle bearings. Because you are using a brittle
carbide tool and the extremely high RPM, the wearing of
proper eye protection is of utmost importance.
Lubrication
The spindle manufacturer recommends using an air line
lubricator supplying SAE #10 oil at a rate of two drops per
SHERLINE
INCORPORATED 1974
8/1/12
SHERLINE PRODUCTS INC.
3235 Executive Ridge
Vista
California 92081-8527
FAX: (760) 727-7857
Toll Free Order Line: (800) 541-0735
International/Local/Tech. Assistance: (760) 727-5857
Internet: www.sherline.com
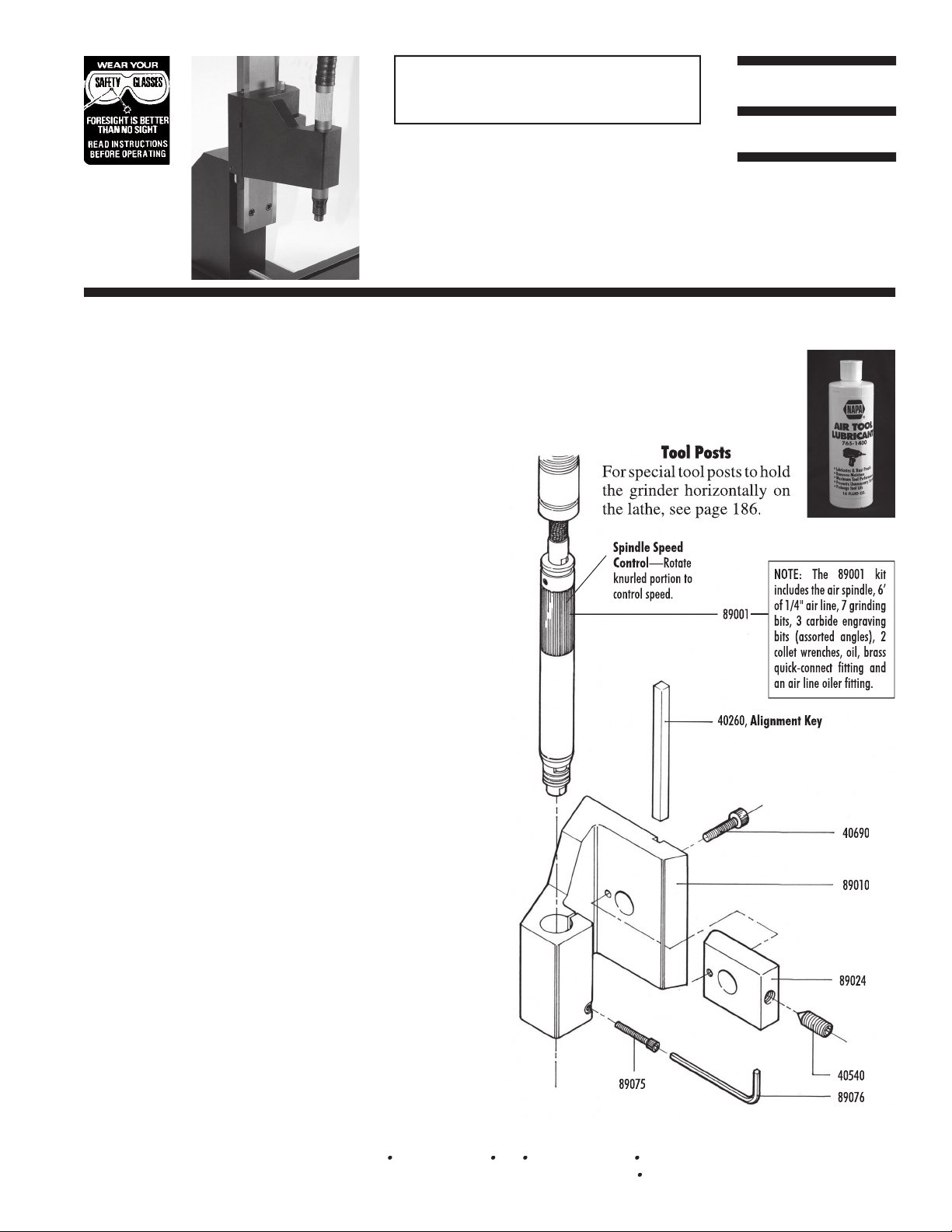
FIGURE 1—Exploded view with part numbers.
89001
40690
89010
89024
40540
89076
89075
40260,
Alignment Key
NOTE: The 89001 kit
includes the air spindle, 6'
of 1/4" air line, 7 grinding
bits, 3 carbide engraving
bits (assorted angles), 2
collet wrenches, oil, brass
quick-connect fitting and
an air line oiler fitting.
Spindle Speed
Control
—Rotate
knurled portion to
control speed.
minute. A lubricator fi tting is supplied with your spindle
kit. Also included is a small bottle of oil to get your started.
For long term use we recommend an air
tool lubricant such as the one available in
as NAPA part number 765-1400 or the
equivalent from any other supplier.
Tool Posts
For special tool posts to hold
the grinder horizontally on
the lathe, see page 186.
spindles this product is recommended for engraving,
polishing and grinding only and not for machining.

Here are a couple of free or low cost programs that
can get you started in engraving type, line art and even
pictures. Sherline does not offer technical support for
these programs, but we felt it would be helpful to our
customers to let you know these resources exist. The fi rst
program offers a great start and a lot of good features for
free. As your needs increase you may want to upgrade
to the second program which offers more sophisticated
features at a very reasonable price.
DeskEngrave (Free)
DeskEngrave allows you to enter text in any TrueType
font and export to a DXF fi le or create G-code directly
from the outline of the entered text. Text can be straight or
wrapped around a radius. When creating G-code directly
from DeskEngrave, engraving depth, rapid height, feed
rate, plunge rate, and the precision of the created text
are all controllable parameters. Exporting to a DXF (the
standard for vector drawings) gives you the opportunity
to combine multiple texts with a CAD program, allowing
for highly-complex engraving designs, which can then be
saved as a single vector image and converted to G-code
by any number of DXF-to-G-code converters.
DeskEngrave is small, easy to install, and should run
on any Windows-based system (Win95 or better). It is
included in the Utilities folder on the backup instruction
CD included with Sherline CNC systems or 8760 driver
boxes. You can also download DeskEngrave at: http://
www.deskam.com/deskengrave.html.
Direct download is at: http://www.deskam.com/DLOAD/
DeskEngrave.Exe.
Using DeskEngrave
When you open the DeskEngrave program, use the Help
feature to fi nd instructions for its use. This is a very simple
program to get started with.
DeskART—Free 30-Day Demo
DeskART is a more full-featured program than
DeskEngrave. While not free past the 30-day trial, it does
offer a larger range of features. (Current price is about
$175.00 for purchase of download version.) It can take
the most common graphics fi le formats (JPG, BMP, GIF,
TIF, and PCX) and, using the levels of brightness in the
image as a topographical projection, create G-code to mill
a 3D engraving (black areas are engraved deepest; white
areas are set as ZØ and not engraved). When creating the
G-code, the image can be rescaled to match the size of
the engraving you wish to make, and parameters such as
engraving depth, depth per pass, feed rate, rapid height,
and axis increment size can be set.
More details about DeskART and a 30-day demo, are
available at: http://www.deskam.com/deskart.html
Direct download is at: http://www.deskam.com/
DLOAD/DeskART.Exe
Using DeskART
Instructions for use of
DeskArt
are available from the
Help menu once you have installed the program. The size
of the increments you enter will determine the detail of
your image. Engraving a one-inch square image in .005
increments, for instance, will give you a more detailed
picture than one done in .010 increments, but the duration
of the engraving process will also be twice as long, since
you will be milling the image in two hundred passes
instead of one hundred.
NOTE: DeskART reduces the size of the engraving by
25%, so you will have to increase the size of the picture
you want to convert to G-code by 133% to compensate.
9/21/10
 Loading...
Loading...