


Lokalnie Generowana Wysoka
Częstotliwość (LHF)
Instrukcja obsługi
80545H – wersja 0
HySpeed
®
Plasma
HSD130
™

Prosimy o zarejestrowanie nowo nabytego systemu
Hypertherm
Urządzenie można zarejestrować przez Internet – adres www.hypertherm.com/registration,
dla łatwiejszego dostępu do pomocy technicznej i usług gwarancyjnych. Będziemy w ten
sposób w stanie dostarczać informacje o nowych produktach Hypertherm, a także będziemy
mogli przesłać naszemu klientowi upominek, jako wyraz naszej wdzięczności.
Prosimy zachować niniejsze informacje
Numer seryjny: ______________________________________________________
Data zakupu: ______________________________________________________
Dystrybutor: ______________________________________________________
___________________________________________________________________
___________________________________________________________________
Uwagi na temat konserwacji:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________

HySpeed HSD130
Lokalnie Generowana Wysoka Częstotliwość
(LHF)
Instrukcja obsługi
Polski / Polish
wersja 0 –
Kwiecień, 2006
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
© Copyright 2007 Hypertherm, Inc.
Wszelkie prawa zastrzeżone
Hypertherm, HySpeed i HSD130 to zastrzeżone znaki handlowe Hypertherm, Inc.,
i mogą być zarejestrowane w Stanach Zjednoczonych i/lub w innych krajach.

1/19/07
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
info@hypertherm.com (Main Office Email)
800-643-9878 Tel (Technical Service)
technical.service@hypertherm.com (Technical Service Email)
800-737-2978 Tel (Customer Service)
customer.service@hypertherm.com (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
No. 19 Kaki Bukit Road 2
K.B. Warehouse Complex
Singapore 417847, Republic of Singapore
65 6 841 2489 Tel
65 6 841 2490 Fax
65 6 841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit 1308-09, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
Hypertherm
Branch of Hypertherm, UK, UC
PO Box 244
Wigan, Lancashire, England WN8 7WU
00 800 3324 9737 Tel
00 800 4973 7329 Fax
00 800 4973 7843 (Technical Service)
France (Representative office)
15 Impasse des Rosiers
95610 Eragny, France
00 800 3324 9737 Tel
00 800 4973 7329 Fax
Hypertherm S.r.l.
Via Torino 2
20123 Milano, Italia
39 02 725 46 312 Tel
39 02 725 46 400 Fax
39 02 725 46 314 (Technical Service)
Hypertherm Europe B.V.
Vaartveld 9
4704 SE Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 49 73 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
801 Samty Will Building
2-40 Miyahara 1-Chome,
Yodogawa-ku, Osaka
532-0003, Japan
81 6 6170 2020 Tel
81 6 6170 2015 Fax
HYPERTHERM BRASIL LTDA.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 6409 2636 Tel
55 11 6408 0462 Fax

ZGODNOŚĆ ELEKTROMAGNETYCZNA (EMC)
Wprowadzenie do EMC
Sprzęt firmy Hypertherm opatrzony znakiem CE jest
zbudowany zgodnie z normą EN60974-10. W celu
zapobiegania zakłóceniom elektromagnetycznym sprzęt
powinien być montowany i używany zgodnie z
informacjami podanymi poniżej.
Ograniczenia stawiane przez normę EN60974-10
mogą okazać się niewystarczające do całkowitego
wyeliminowania zakłóceń, gdy narażony na nie sprzęt
znajduje się w pobliżu lub odznacza się wysokim
stopniem czułości. W takim przypadku może zajść
konieczność przedsięwzięcia innych środków, aby
jeszcze bardziej obniżyć poziom zakłóceń.
Niniejszy sprzęt plazmowy został zaprojektowany
wyłącznie do użytku przemysłowego.
Instalacja i używanie
Użytkownik jest odpowiedzialny za instalację
oraz używanie sprzętu plazmowego zgodnie
z instrukcjami producenta. W razie wykrycia zakłóceń
elektromagnetycznych użytkownik zobowiązany jest
do rozwiązania problemu przy wsparciu technicznym
producenta. W niektórych przypadkach działanie
naprawcze może ograniczyć się do uziemienia obwodu
tnącego (patrz Uziemianie elementu obrabianego).
W innych przypadkach może być konieczne zbudowanie
ekranu elektromagnetycznego całkowicie otaczającego
źródło napięcia oraz obszar pracy z powiązanymi filtrami
wejściowymi. We wszystkich przypadkach zakłócenia
elektromagnetyczne należy zredukować do takiego
poziomu, aby nie stanowiły już problemu.
Ocena obszaru
Przed zainstalowaniem sprzętu użytkownik
jest zobowiązany ocenić możliwość wystąpienia
problemów elektromagnetycznych w otaczającym
obszarze. W analizie należy uwzględnić poniższe
czynniki:
a. Inne kable zasilające, kable sterujące, kable
sygnałowe i telefoniczne znajdujące się powyżej
i poniżej sprzętu tnącego oraz przylegające do niego.
b. Nadajniki i odbiorniki radiowe i telewizyjne.
c. Komputery i inny sprzęt sterujący.
d. Sprzęt krytyczny pod względem bezpieczeństwa,
na przykład chroniący wyposażenie przemysłowe.
e. Zdrowie ludzi znajdujących się w pobliżu, na przykład
używających rozrusznika serca i aparatów
słuchowych.
f. Sprzęt wykorzystywany do kalibracji lub pomiarów.
g. Odporność innego sprzętu znajdującego się w tym
środowisku pracy. Użytkownik jest zobowiązany
upewnić się, że pozostały sprzęt wykorzystywany
w tym środowisku pracy jest zgodny. Może to
wymagać dodatkowych środków ochrony.
h. Porę dnia, w której cięcie lub inne czynności będą
przeprowadzane.
Rozmiar otaczającego obszaru, który należy wziąć pod
uwagę zależy od struktury budynku i innych planowanych
czynności. Obszar otaczający może wykraczać poza
obszar nieruchomości.
Metody redukcji emisji
Zasilacz sieciowy
Sprzęt tnący musi być podłączony do zasilacza
sieciowego zgodnie z zaleceniami producenta. Jeżeli
wystąpią zakłócenia, może zajść konieczność
zastosowania dodatkowych zabezpieczeń, takich jak
filtrowanie zasilacza sieciowego. W przypadku
zainstalowanego na stałe sprzętu tnącego warto
rozważyć osłonięcie kabla sieciowego za pomocą
metalowej rurki lub jej odpowiednika. Osłona powinna
zapewniać ciągłość elektryczną na całej swojej długości.
Osłona powinna być podłączona do zasilacza sieciowego
urządzenia tnącego w sposób zapewniający dobre
połączenie elektryczne między rurką a osłoną zasilania
urządzenia tnącego.
Konserwacja sprzętu tnącego
Sprzęt tnący musi podlegać rutynowej konserwacji
zgodnie z zaleceniami producenta. Podczas pracy
sprzętu tnącego wszystkie otwory dostępowe
i obsługowe powinny być zamknięte i właściwie
zabezpieczone. Sprzętu tnącego nie należy
modyfikować; wyjątek stanowią zmiany i ustawienia,
o których mowa w instrukcji producenta. Szczególnie
ważne jest, aby iskiernik zajarzonego łuku oraz
urządzenia stabilizacyjne były regulowane zgodnie
z zaleceniami producenta.
Kable
Kable, możliwie krótkie, powinny być ułożone razem
na podłodze lub blisko podłogi.
Połączenia ekwipotencjalne
Należy rozważyć połączenie wszystkich metalowych
elementów instalacji tnącej oraz elementów z nią
sąsiadujących. Połączenie elementów metalowych z
Systemy plazmowe Hypertherm i
8-06

ZGODNOŚĆ ELEKTROMAGNETYCZNA (EMC)
elementem obrabianym zwiększy jednak ryzyko
doznania przez operatora porażenia w przypadku
jednoczesnego dotknięcia elementów metalowych i
elektrody. Operator powinien być odizolowany od takich
połączeń elementów metalowych.
Uziemianie elementu obrabianego
Jeśli element obrabiany nie jest uziemiony dla
bezpieczeństwa elektrycznego ze względu na swój
rozmiar i usytuowanie, na przykład kadłub statku lub stal
konstrukcyjna, w niektórych (ale nie wszystkich)
przypadkach utworzenie połączenia między elementem
obrabianym a ziemią może wywołać redukcję emisji.
Należy zachować ostrożność, aby zapobiec uziemieniu
elementu obrabianego i zwiększeniu w ten sposób
ryzyka obrażeń użytkowników lub uszkodzeń innego
sprzętu elektrycznego. Tam gdzie to konieczne,
podłączenie elementu obrabianego do ziemi należy
wykonać przez bezpośrednie podłączenie do elementu
obrabianego, ale w niektórych krajach, gdzie podłączenia
bezpośrednie są niedozwolone, połączenie powinno
zostać wykonane poprzez kondensatory o
pojemnosciach dobranych zgodnie z krajowymi
normami.
Informacja. Obwód tnący może być lub nie być uziemiony
dla celów bezpieczeństwa. Zmiana stanu uziemienia
powinna być autoryzowana przez osobę, która w sposób
kompetentny oceni, czy zmiany zwiększą ryzyko obrażeń,
na przykład przez dopuszczenie torów powrotnych
równoległych prądu tnącego, co może doprowadzić do
uszkodzenia obwodów uziemiających innych urządzeń.
Więcej informacji można znaleźć w dokumentach IEC
TC26 (sec)94 i IEC TC26/108A/CD Arc Welding
Equipment Installation and Use (Instalacja i używanie
sprzętu do spawania łukowego).
Ekranowanie i osłanianie
Wybiórcze ekranowanie i osłanianie innych kabli
i urządzeń znajdujących się w otaczającym obszarze
może zmniejszyć problem zakłóceń. W przypadku
zastosowań specjalnych można wziąć pod uwagę
ekranowanie całej instalacji do cięcia plazmowego.
ii Systemy plazmowe Hypertherm
8-06

GWARANCJA
Uwaga
Oryginalne części firmy Hypertherm są zalecanymi przez
producenta częściami zamiennymi do systemu firmy
Hypertherm. Jakiekolwiek uszkodzenia spowodowane
przez używanie części innych niż oryginalne części firmy
Hypertherm mogą nie być objęte gwarancją.
Użytkownik jest odpowiedzialny za bezpieczne używanie
produktu. Firma Hypertherm nie może udzielić i nie
udziela żadnych gwarancji ani poręczeń dotyczących
bezpiecznego używania produktu w środowisku
użytkownika.
Ogólne
Firma Hypertherm, Inc. gwarantuje, że jej produkt jest
pozbawiony wad materiałowych i produkcyjnych, pod
warunkiem że firma Hypertherm zostanie powiadomiona
o usterce (I) zasilacza w okresie dwóch (2) lat od daty
jego dostarczenia użytkownikowi, z wyjątkiem zasilaczy
serii Powermax, które obejmuje okres trzech (3) lat od
daty dostarczenia użytkownikowi, a także (II) palnika
oraz przewodów w okresie jednego (1) roku od daty
dostarczenia użytkownikowi. Niniejsza gwarancja nie
dotyczy produktów niewłaściwie zainstalowanych,
zmodyfikowanych czy uszkodzonych w inny sposób.
Wyłącznie firma Hypertherm może podjąć decyzję o
bezpłatnej naprawie, wymianie lub regulacji wadliwego
produktu objętego niniejszą gwarancją; produkt należy
odpowiednio zapakować i zwrócić wraz z wcześniejszą
autoryzacją firmy Hypertherm (która nie może zostać
bezpodstawnie wstrzymana) do oddziału w Hanover
w stanie New Hampshire lub do autoryzowanego
warsztatu naprawczego z opłaconymi z góry wszystkimi
kosztami, ubezpieczeniem i kosztami przewozu. Firma
Hypertherm nie ponosi odpowiedzialności za żadne
naprawy, wymiany bądź regulacje produktów objętych
niniejszą gwarancją, z wyjątkiem tych, o których mowa
w niniejszym ustępie, bądź tych, na które firma
Hypertherm wyraziła wcześniej pisemną zgodę.
Powyższa gwarancja jest jedyna i zastępuje
wszystkie inne gwarancje, wyraźne, sugerowane,
ustawowe lub inne, obowiązujące w odniesieniu do
produktu lub związane ze skutkami jego używania, a
także wszystkie sugerowane gwarancje bądź warunki
jakości, wartości handlowej lub przydatności w
określonym celu bądź gwarancje przeciw
naruszeniom. Powyższe postanowienia stanowią
jedyne i wyłączne zadośćuczynienie w przypadku
jakiekolwiek niedotrzymania warunków gwarancji
przez firmę Hypertherm. Dystrybutorzy lub partnerzy
OEM mogą oferować inne lub dodatkowe gwarancje, nie
są jednak upoważnieni do udzielania użytkownikowi
żadnych dodatkowych gwarancji bądź składania
oświadczeń, które byłyby wiążące dla firmy Hypertherm.
Znaki testów certyfikacyjnych
Produkty objęte certyfikatem są identyfikowane przez
jeden lub większą liczbę znaków testów certyfikacyjnych
udzielanych przez akredytowane laboratoria testowe.
Znaki testów certyfikacyjnych umieszczane są na tabliczce
znamionowej lub w jej pobliżu. Każdy znak testu
certyfikacyjnego oznacza, że produkt i jego komponenty
krytyczne pod względem bezpieczeństwa spełniają
odpowiednie krajowe normy bezpieczeństwa, co zostało
potwierdzone przez dane laboratorium testowe. Firma
Hypertherm umieszcza znaki testów certyfikacyjnych na
swoich produktach dopiero po wytworzeniu danego
produktu przy użyciu komponentów krytycznych pod
względem bezpieczeństwa, które zostały zatwierdzone
przez akredytowane laboratorium testowe.
Po opuszczeniu przez produkt fabryki firmy Hypertherm
znaki testu certyfikacyjnego tracą ważność, jeżeli wystąpi
jakakolwiek z poniższych sytuacji:
• Produkt uległ znaczącej modyfikacji, co spowodowało
zagrożenie lub niezgodność z normami.
• Komponenty krytyczne pod względem bezpieczeństwa
zostały wymienione na części zamienne pozbawione
autoryzacji.
• Dodano jakikolwiek pozbawiony autoryzacji zespół lub
element uzupełniający wykorzystujący lub generujący
niebezpieczne napięcie.
• Dokonano przeróbek obwodu bezpieczeństwa lub
innych elementów wbudowanych w produkt,
stanowiących o jego certyfikacji.
Oznaczenie CE stanowi deklarację producenta, że
sprzęt jest zgodny z odpowiednimi dyrektywami
i normami europejskimi. Jedynie te wersje produktów
firmy Hypertherm, które są opatrzone znakiem CE
umieszczonym na tabliczce znamionowej lub w jej pobliżu,
zostały przetestowane pod względem zgodności z
wymogami europejskiej dyrektywy niskonapięciowej (LVD)
oraz europejskiej dyrektywy w sprawie zgodności
elektromagnetycznej (EMC). Filtry EMC, które muszą
być zgodne z europejską dyrektywą EMC, są dołączane
do zasilaczy sieciowych opatrzonych znakiem CE.
Ubezpieczenie patentowe
Z wyłączeniem przypadków dotyczących produktów
niewytworzonych przez firmę Hypertherm lub
wytworzonych przez podmiot inny niż Hypertherm, które
nie są całkowicie zgodne ze specyfikacjami firmy
Hypertherm, a także przypadków dotyczących projektów,
Systemy plazmowe Hypertherm iii
6-07

GWARANCJA
procesów, formuł lub ich kombinacji nieopracowanych
lub rzekomo opracowanych przez Hypertherm, firma
Hypertherm na własny koszt podejmie się obrony lub
porozumienia w każdym procesie lub postępowaniu
prowadzonym przeciw użytkownikowi w sprawie
domniemania, że użycie produktu firmy Hypertherm,
samego lub w kombinacji z innymi produktami
niedostarczonymi przez Hypertherm, narusza
jakiekolwiek prawa patentowe stron trzecich. Użytkownik
powinien powiadomić firmę Hypertherm o jakimkolwiek
działaniu lub groźbie podjęcia działania w związku z
takim domniemaniem naruszenia praw natychmiast po
uzyskaniu takich informacji, a zobowiązanie firmy
Hypertherm do ubezpieczenia użytkownika daje firmie
Hypertherm wyłączną kontrolę, w porozumieniu i przy
współpracy ze stroną ubezpieczoną, nad sposobem
obrony przed roszczeniem.
Ograniczona odpowiedzialność
W żadnym wypadku firma Hypertherm nie może
ponosić odpowiedzialności względem jakiejkolwiek
osoby lub podmiotu za szkody przypadkowe,
wynikowe, pośrednie lub moralne (włącznie
z możliwą utratą zysków), bez względu na to, czy
jest ona oparta na niedotrzymaniu warunków
umowy, czynie niedozwolonym, odpowiedzialności
bezpośredniej, niedotrzymaniu warunków gwarancji,
niezrealizowaniu zamiarów lub czymkolwiek innym,
nawet jeżeli zostałaby powiadomiona o możliwości
takich szkód.
Ograniczenie odpowiedzialności
W żadnym wypadku odpowiedzialność firmy
Hypertherm, bez względu na to, czy jest ona oparta
na niedotrzymaniu warunków umowy, czynie
niedozwolonym, odpowiedzialności bezpośredniej,
niedotrzymaniu warunków gwarancji,
niezrealizowaniu zamiarów lub czymkolwiek innym,
w odniesieniu do jakiegokolwiek procesu lub
postępowania roszczeniowego, będąca wynikiem
użycia produktu firmy Hypertherm lub z nim
związana, nie może przekroczyć łącznej kwoty
zapłaconej za produkt, który jest podstawą takiego
roszczenia.
Przepisy krajowe i lokalne
Przepisy krajowe i lokalne w sprawie instalacji wodnokanalizacyjnych oraz elektrycznych mają pierwszeństwo
przed jakimikolwiek instrukcjami zawartymi w niniejszym
podręczniku. W żadnym wypadku firma Hypertherm
nie będzie odpowiedzialna za obrażenia osób lub
uszkodzenia mienia wynikające z naruszenia przepisów
prawnych lub niewłaściwego sposobu pracy.
Przeniesienie praw
Użytkownik może przenieść wszystkie pozostałe prawa,
które posiada, wyłącznie przy sprzedaży wszystkich lub
zasadniczo wszystkich aktywów bądź całego kapitału
akcyjnego swojemu następcy, jeżeli ten zobowiąże się
dotrzymać wszystkich warunków niniejszej gwarancji.
Właściwy sposób usuwania
produktów firmy Hypertherm
Systemy do cięcia plazmowego firmy Hypertherm,
podobnie jak wszystkie produkty elektroniczne, mogą
zawierać materiały lub elementy, na przykład obwody
drukowane, których nie wolno usuwać tak jak zwykłe
odpady. Użytkownik jest zobowiązany do usuwania
każdego produktu firmy Hypertherm lub jego elementu
w sposób akceptowalny dla środowiska naturalnego oraz
zgodnie z przepisami prawnymi krajowymi i lokalnymi.
• W Stanach Zjednoczonych – należy sprawdzić
wszystkie przepisy federalne, stanowe i lokalne.
• W Unii Europejskiej – należy sprawdzić dyrektywy
UE oraz przepisy krajowe i lokalne. Więcej informacji
na stronie internetowej www.hypertherm.com/weee.
• W innych krajach – należy sprawdzić przepisy krajowe
i lokalne.
Ubezpieczenie
W każdym przypadku użytkownik będzie posiadać
i utrzymywać polisy ubezpieczeniowe w takiej liczbie,
takiego typu oraz o takim zakresie, aby skutecznie
i właściwie chronić firmę Hypertherm w razie
jakiegokolwiek roszczenia wynikającego z użycia jej
produktów.
iv Systemy plazmowe Hypertherm
6-07

SPIS TREŚCI
HySpeed HSD130 Instrukcja obsługi v
Zgodność Elektromagnetyczna (EMC)........................................................................................................................i
Gwarancją..................................................................................................................................................................iii
Część 1 BEZPIECZEŃSTWO.................................................................................................................................1-1
Rozpoznawanie informacji związanych z bezpieczeństwem .............................................................................................1-2
Postępowanie zgodnie z instrukcjami dotyczącymi bezpieczeństwa................................................................................1-2
Cięcie może być przyczyną pożaru lub wybuchu.................................................................................................................1-2
Porażenie prądem elektrycznym może być przyczyną śmierci...........................................................................................1-3
Elektryczność statyczna może być przyczyną uszkodzenia urządzeń elektronicznych ....................................................1-3
Toksyczne opary mogą być przyczyną obrażeń lub śmierci................................................................................................1-4
Łuk plazmowy może być przyczyną obrażeń i oparzeń.......................................................................................................1-5
Promienie łuku mogą powodować oparzenia oczu i skóry.................................................................................................1-5
Bezpieczne uziemienie ........................................................................................................................................................1-5
Ochrona urządzeń ze sprężonym gazem ............................................................................................................................1-6
Uszkodzone butle gazowe mogą wybuchnąć......................................................................................................................1-6
Hałas może doprowadzić do ubytku lub utraty słuchu.......................................................................................................1-6
Rozruszniki serca i aparaty słuchowe .................................................................................................................................1-6
Łuk plazmowy może uszkodzić zamarznięte rury...............................................................................................................1-6
Etykieta ostrzegawcza..........................................................................................................................................................1-7
Część 2 SPECYFIKACJE .......................................................................................................................................2-1
Opis systemu........................................................................................................................................................................2-2
Ogólne..........................................................................................................................................................................2-2
Zasilacz........................................................................................................................................................................2-2
Konsola zapłonowa.....................................................................................................................................................2-2
Konsola gazu palnego ................................................................................................................................................2-2
Zawór odcinający ........................................................................................................................................................2-2
Palnik...........................................................................................................................................................................2-2
Diagram systemu nr 1 – bez konsoli gazu palnego..................................................................................................2-3
Diagram systemu nr 2 – z konsolą gazu palnego.....................................................................................................2-4
Specyfikacje..........................................................................................................................................................................2-5
Wymagania dotyczące systemu gazowego................................................................................................................2-5
Poziomy hałasu...........................................................................................................................................................2-6
Zasilacz........................................................................................................................................................................2-7
Konsola gazu palnego – 078201..............................................................................................................................2-8
Konsola zapłonowa.....................................................................................................................................................2-9
Standartowy zawór odcinający – 229105 ..............................................................................................................2-10
Zawór odcinający gazu palnego – 229130.............................................................................................................2-11
Palnik – 228144 ......................................................................................................................................................2-12
Część 3 INSTALACJA............................................................................................................................................3-1
Przed odbiorem ....................................................................................................................................................................3-3
Roszczenia............................................................................................................................................................................3-3
Wymagania instalacyjne ......................................................................................................................................................3-3
Rozmieszczenie elementów systemu .................................................................................................................................3-3
Specyfikacje palnika...................................................................................................................................................3-3
Wymagania instalacyjne – system standartowy ................................................................................................................3-4

SPIS TREŚCI
vi HySpeed HSD130 Instrukcja obsługi
Komponenty systemu.................................................................................................................................................3-5
Kable i węże ................................................................................................................................................................3-5
Własny kabel zasilający klienta..................................................................................................................................3-5
Węże zasilające w gaz.................................................................................................................................................3-5
Wymagania instalacyjne – system z opcjonalną konsolą gazu palnego ..........................................................................3-6
Komponenty systemu.................................................................................................................................................3-7
Kable i węże ................................................................................................................................................................3-7
Własny kabel zasilający klienta..................................................................................................................................3-7
Węże zasilające w gaz.................................................................................................................................................3-7
Zalecenia dotyczące techniki uziemiania i ekranowania...................................................................................................3-8
Wprowadzenie......................................................................................................................................................................3-8
Typy uziemienia...........................................................................................................................................................3-8
Rozwiązania ................................................................................................................................................................3-9
Diagram uziemienia..................................................................................................................................................3-12
Umieszczenie zasilacza.....................................................................................................................................................3-13
Instalacja zaworu odcinającego........................................................................................................................................3-14
Montowanie i wyrównywanie palnika ...............................................................................................................................3-15
Montowanie palnika.................................................................................................................................................3-15
Wyrównywanie palnika.............................................................................................................................................3-15
Wymagania dotyczące podnośnika palnika ............................................................................................................3-15
Instalacja konsoli gazy palnego ........................................................................................................................................3-16
Uprząż kabli i węży prowadząca od zasilacza do zaworu odcinającego..........................................................................3-17
Od zasilacza do połączeń zaworu odcinającego.....................................................................................................3-18
Od konsoli gazu palnego do połączeń zaworu odcinającego ..........................................................................................3-19
Połączenia od konsoli gazu palnego do zasilacza............................................................................................................3-20
Zespół przewodów palnika ................................................................................................................................................3-22
Podłączanie palnika do zespołu przewodów palnika..............................................................................................3-23
Przewód roboczy ................................................................................................................................................................3-26
Doprowadzenie napięcia łuku...........................................................................................................................................3-27
Kabel od zasilacza do interfejsu CNC ...............................................................................................................................3-28
Uwagi do listy ścieżek kabla interfejsu CNC............................................................................................................3-29
Przykłady obwodów wyjściowych .............................................................................................................................3-30
Przykłady obwodów wejściowych.............................................................................................................................3-31
Wymagania dotyczące zasilania .......................................................................................................................................3-32
Ogólne .......................................................................................................................................................................3-32
Przełącznik odłączenia linii ......................................................................................................................................3-32
Kabel zasilający ........................................................................................................................................................3-32
Podłączanie zasilania ........................................................................................................................................................3-33
Wymagania dotyczące chłodziwa palnika.........................................................................................................................3-34
Wymagania dotyczące czystości wody.....................................................................................................................3-34
Wlewanie chłodziwa do zasilacza .....................................................................................................................................3-35
Wymagania dotyczące gazu ..............................................................................................................................................3-36
Ustawianie regulatorów zasilających.......................................................................................................................3-36
Regulatory gazu ........................................................................................................................................................3-37
Instalacje zasilania gazem ................................................................................................................................................3-38
Podłączanie gazów zasilających........................................................................................................................................3-39

SPIS TREŚCI
HySpeed HSD130 Instrukcja obsługi vii
System standartowy .................................................................................................................................................3-39
System z gazem palnym...........................................................................................................................................3-39
Węże gazów zasilających...................................................................................................................................................3-40
Część 4 OBSŁUGA................................................................................................................................................4-1
Pokrętła i wskaźniki..............................................................................................................................................................4-2
Główny włącznik zasilania ..........................................................................................................................................4-2
Codzienny rozruch................................................................................................................................................................4-3
Sprawdzenie palnika...................................................................................................................................................4-3
Obsługa systemu..................................................................................................................................................................4-4
Wskaźnik AMPS ..........................................................................................................................................................4-4
Obsługa konsoli gazu palnego.............................................................................................................................................4-5
Wybór materiałów eksploatacyjnych...................................................................................................................................4-6
Stal miękka..................................................................................................................................................................4-6
Stal nierdzewna...........................................................................................................................................................4-6
Aluminium ...................................................................................................................................................................4-7
Instalowanie materiałów eksploatacyjnych........................................................................................................................4-8
Wykresy cięcia ......................................................................................................................................................................4-9
Szacowana kompensacja szerokości szczeliny ........................................................................................................4-9
Wymiana materiałów eksploatacyjnych............................................................................................................................4-23
Usuwanie materiałów eksploatacyjnych .................................................................................................................4-23
Przegląd materiałów eksploatacyjnych ...................................................................................................................4-24
Przegląd palnika .......................................................................................................................................................4-25
Kontrola głębokości wgłębienia elektrody...............................................................................................................4-26
Wymiana rury wodnej palnika ...........................................................................................................................................4-27
Najczęstsze przyczyny błędów podczas cięcia .................................................................................................................4-28
Jak zoptymalizować jakość cięcia.....................................................................................................................................4-29
Wskazówki związane ze stołem i palnikiem............................................................................................................4-29
Wskazówki dotyczące ustawień plazmy ..................................................................................................................4-29
Maksymalizowanie okresu trwałości materiałów eksploatacyjnych......................................................................4-29
Dodatkowe czynniki wpływające na jakości cięcia .................................................................................................4-30
Dodatkowe ulepszenia.............................................................................................................................................4-31
Część 5 KONSERWACJA ......................................................................................................................................5-1
Wprowadzenie......................................................................................................................................................................5-2
Rutynowa konserwacja........................................................................................................................................................5-2
Opis systemu........................................................................................................................................................................5-3
Kable sterujące i sygnałowe.......................................................................................................................................5-3
Sekwencja czynności ...........................................................................................................................................................5-4
Schemat blokowy PCB .........................................................................................................................................................5-5
Kody błędów .........................................................................................................................................................................5-6
Rozwiązywanie problemów z kodami błędów (1 z 8).................................................................................................5-7
Rozwiązywanie problemów z kodami błędów (2 z 8).................................................................................................5-8
Rozwiązywanie problemów z kodami błędów (3 z 8).................................................................................................5-9
Rozwiązywanie problemów z kodami błędów (4 z 8) ..............................................................................................5-10
Rozwiązywanie problemów z kodami błędów (5 z 8) ..............................................................................................5-11
Rozwiązywanie problemów z kodami błędów (6 z 8) ..............................................................................................5-12

SPIS TREŚCI
viii HySpeed HSD130 Instrukcja obsługi
Rozwiązywanie problemów z kodami błędów (7 z 8) ..............................................................................................5-13
Rozwiązywanie problemów z kodami błędów (8 z 8) ..............................................................................................5-14
Stany zasilacza...................................................................................................................................................................5-15
Działanie systemu plazmowego z przekroczeniem dopuszczalnego czasu pompy .......................................................5-16
Działanie CNC z przekroczeniem dopuszczalnego czasu pompy....................................................................................5-17
Wstępne sprawdzenie .......................................................................................................................................................5-18
Zautomatyzowane testy diagnostyczne............................................................................................................................5-19
Pomiar zasilania.................................................................................................................................................................5-20
Serwisowanie systemu chłodziwa zasilacza ....................................................................................................................5-21
Osuszanie systemu chłodziwa .................................................................................................................................5-21
Wymiana filtra chłodziwa systemu....................................................................................................................................5-22
Wymiana elementu filtra powietrza ..................................................................................................................................5-23
Procedura testu przepływu chłodziwa...............................................................................................................................5-24
Test przełącznika przepływu.....................................................................................................................................5-25
Procedura testu upływu gazu ............................................................................................................................................5-26
PCB4: Tablica sterownicza zasilacza ................................................................................................................................5-27
PCB3: Tablica rozdzielcza napięcia zasilacza...................................................................................................................5-28
PCB2: Obwód rozruchu......................................................................................................................................................5-29
Obsługa .....................................................................................................................................................................5-29
Schemat funkcjonalny obwodu rozruchu................................................................................................................5-29
Rozwiązywanie problemów z obwodem rozruchu...................................................................................................5-29
Poziomy prądu łuku pilotuącego..............................................................................................................................5-31
PCB2: Płyta kontrolna konsoli gazu palnego....................................................................................................................5-32
PCB1: Płyta rozrządu zasilania konsoli gazu palnego......................................................................................................5-33
PCB3: Płyta sterowników zaworów prądu zmiennego konsoli gazu palnego .................................................................5-34
Testy przerywacza ..............................................................................................................................................................5-35
Test wykrywania utraty fazy ...............................................................................................................................................5-38
Test przewodu palnika .......................................................................................................................................................5-40
Konserwacja profilaktyczna...............................................................................................................................................5-41
Część 6 LISTA CZĘŚCI..........................................................................................................................................6-1
Zasilacz.................................................................................................................................................................................6-2
Konsola zapłonowa LHF (lokalnie generowanej wysokiej częstotliwości).........................................................................6-8
Konsola gazu palnego..........................................................................................................................................................6-9
Zawór odcinający (standartowy)........................................................................................................................................6-10
Zawór odcinający (dla gazu palnego)................................................................................................................................6-10
Palnik HySpeed (szybkotnący)...........................................................................................................................................6-11
Podzespół palnika.....................................................................................................................................................6-11
Przewody palnika......................................................................................................................................................6-11
Zestaw części eksploatacyjnych dla stali miękkiej ..........................................................................................................6-12
Zestaw części eksploatacyjnych dla stali nierdzewnej/aluminium.................................................................................6-13
Zalecane części zapasowe ................................................................................................................................................6-14
Część 7 SCHEMATY OKABLOWANIA....................................................................................................................7-1
Wprowadzenie......................................................................................................................................................................7-1
Schematy okablowania........................................................................................................................................................7-5

SPIS TREŚCI
HySpeed HSD130 Instrukcja obsługi ix
Dodatek A DANE DOTYCZĄCE BEZPIECZEŃSTWA PRACY Z CHŁODZIWEM PALNIKA HYPERTHERM ................a-1
Część 1 Identyfikacja substancji chemicznej i przedsiębiorstwa ................................................................................a-2
Część 2 Informacja o składnikach.................................................................................................................................a-2
Część 3 Identyfikacja zagrożeń......................................................................................................................................a-2
Część 4 Pierwsza pomoc................................................................................................................................................a-3
Część 5 Postępowanie w przypadku pożaru.................................................................................................................a-3
Część 6 Postępowanie w przypadku uwolnienia do Środowiska.................................................................................a-3
Część 7 Obchodzenie się z substancją i magazynowanie............................................................................................a-3
Część 8 Kontrola narażenia/Środki ochrony indywidualnej ........................................................................................a-4
Część 9 Właściwości fizykochemiczne..........................................................................................................................a-4
Część 10 Stabilność i reaktywność..................................................................................................................................a-4
Część 11 Informacje toksykologiczne .............................................................................................................................a-4
Część 12 Informacje ekologiczen....................................................................................................................................a-5
Część 13 Postępowanie z odpadami...............................................................................................................................a-5
Część 14 Informacje o transporcie..................................................................................................................................a-5
Część 15 Informacje dotyczące uregulowań prawnych..................................................................................................a-5
Część 16 Inne informacje.................................................................................................................................................a-5
Punkt zamarzania glikolu propylenowego...........................................................................................................................a-6

8-06
Systemy plazmowe Hypertherm 1-1
Część 1
BEZPIECZEŃSTWO
W tej części:
Rozpoznawanie informacji związanych z bezpieczeństwem .............................................................................................1-2
Postępowanie zgodnie z instrukcjami dotyczącymi bezpieczeństwa................................................................................1-2
Cięcie może być przyczyną pożaru lub wybuchu.................................................................................................................1-2
Porażenie prądem elektrycznym może być przyczyną śmierci...........................................................................................1-3
Elektryczność statyczna może być przyczyną uszkodzenia urządzeń elektronicznych ....................................................1-3
Toksyczne opary mogą być przyczyną obrażeń lub śmierci................................................................................................1-4
Łuk plazmowy może być przyczyną obrażeń i oparzeń.......................................................................................................1-5
Promienie łuku mogą powodować oparzenia oczu i skóry.................................................................................................1-5
Bezpieczne uziemienie ........................................................................................................................................................1-5
Ochrona urządzeń ze sprężonym gazem ............................................................................................................................1-6
Uszkodzone butle gazowe mogą wybuchnąć......................................................................................................................1-6
Hałas może doprowadzić do ubytku lub utraty słuchu.......................................................................................................1-6
Rozruszniki serca i aparaty słuchowe .................................................................................................................................1-6
Łuk plazmowy może uszkodzić zamarznięte rury...............................................................................................................1-6
Etykieta ostrzegawcza..........................................................................................................................................................1-7

11-98
BEZPIECZEŃSTWO
1-2 Systemy plazmowe Hypertherm
Rozpoznawanie informacji
związanych z bezpieczeństwem
Symbole przedstawione w tej części są
używane do identyfikacji potencjalnych zagrożeń. Kiedy
użytkownik zobaczy na swoim urządzeniu symbole
ostrzegawcze przedstawione w niniejszym podręczniku,
powinien rozpoznać potencjalne zagrożenia doznania
obrażeń i postępować zgodnie z odpowiednimi
instrukcjami, aby tym zagrożeniom zapobiec.
Postępowanie zgodnie z instrukcjami
dotyczącymi bezpieczeństwa
Należy dokładnie zapoznać się ze wszystkimi
komunikatami ostrzegawczymi znajdującymi się
w niniejszym podręczniku oraz wszystkimi etykietami
ostrzegawczymi umieszczonymi na urządzeniu.
• Etykiety ostrzegawcze na urządzeniu powinny być utrzymane
w dobrym stanie. Należy natychmiast uzupełnić brakujące
lub uszkodzone etykiety.
• Należy nauczyć się, w jaki sposób bezpiecznie obsługiwać
urządzeniei jak korzystać z układów sterowania. Nie wolno
dopuścić, aby ktokolwiek korzystał z urządzeniabez
instrukcji.
• Należy utrzymywać urządzenie we właściwym stanie
technicznym. Nieautoryzowane modyfikacje urządzenia
mogą wpłynąć na bezpieczeństwo i długość jego okresu
eksploatacji.
NIEBEZPIECZEŃSTWO OSTRZEŻENIE PRZESTROGA
Wyraz NIEBEZPIECZEŃSTWO lub OSTRZEŻENIE używany jest
wraz z symbolem ostrzegawczym. NIEBEZPIECZEŃSTWO
określa najpoważniejsze zagrożenia.
• Etykiety ostrzegawcze NIEBEZPIECZEŃSTWO i OSTRZEŻENIE
są umieszczane na maszynach w pobliżu określonych
zagrożeń.
• Komunikaty ostrzegawcze OSTRZEŻENIE są umieszczane
przed instrukcjami, których nieprzestrzeganie może
prowadzić do obrażeń lub śmierci.
• Komunikaty ostrzegawcze PRZESTROGA są umieszczane
przed instrukcjami, których nieprzestrzeganie może
prowadzić do uszkodzeń sprzętu.
Zapobieganie pożarom
• Przed każdym cięciem należy upewnić się, że obszar wokół
stanowiska pracy jest bezpieczny. Należy trzymać w pobliżu
gaśnicę.
• Wszystkie materiały łatwopalne w promieniu 10 m od
obszaru cięcia należy usunąć.
• Należy zahartować gorący metal bądź pozwolić mu
wystygnąć przed dalszą obróbką lub przed jego
zetknięciem z materiałami palnymi.
• Nigdy nie należy ciąć zbiorników, które zawierają materiały
potencjalnie palne. Należy je wcześniej usunąć, a zbiornik
odpowiednio wyczyścić.
• Przed rozpoczęciem cięcia należy przewietrzyć
potencjalnie palną atmosferę.
• Podczas cięcia z użyciem tlenu jako gazu plazmowego
wymagany jest system wentylacji wyciągowej.
Zapobieganie wybuchom
• Nie należy używać systemu plazmowego, jeżeli w pobliżu
znajdują się wybuchowe pyły lub opary.
• Nie wolno ciąć butli, rur ani żadnych zamkniętych
zbiorników pod ciśnieniem.
• Nie należy ciąć zbiorników, w których przechowywane były
materiały palne.
Cięcie może być przyczyną pożaru lub wybuchu
OSTRZEŻENIE
Niebezpieczeństwo wybuchu
Argon-wodór i metan
Wodór i metan są gazami palnymi, które stwarzają zagrożenie
wybuchem. Butle i węże zawierające mieszanki z metanem lub
wodorem powinny znajdować się z dala od ognia. Podczas
używania plazmy z metanu lub z mieszanki argon-wodór należy
unikać ognia i iskier w pobliżupalnika.
OSTRZEŻENIE
Wybuch wodoru przy
cięciu aluminium
• Podczas cięcia aluminium pod wodą, a także w przypadku
gdy woda styka się z dolną częścią elementu aluminiowego,
wolny wodór może zbierać się pod elementem obrabianym i
doprowadzić do wybuchu podczas cięcia plazmowego.
• Aby wyeliminować ryzyko wybuchu wodoru, należy
zainstalować kolektor napowietrzający na dnie stołu
wodnego. Więcej informacji o kolektorze napowietrzającym
można znaleźć w dodatku do niniejszego podręcznika.

8-06
BEZPIECZEŃSTWO
Systemy plazmowe Hypertherm 1-3
Dotknięcie części znajdujących się pod napięciem może być
przyczyną śmiertelnego porażenia lub poważnego oparzenia.
• Podczas pracy system plazmowy zamyka obwód
elektryczny między palnikiem a elementem obrabianym.
Element obrabiany i wszystkie stykające się z nim
komponenty stanowią część obwodu elektrycznego.
• Nie należy nigdy dotykać korpusu palnika ani wody
znajdującej się na stole wodnym podczas pracy systemu
plazmowego.
Zapobieganie porażeniom prądem elektrycznym
We wszystkich systemach plazmowych firmy
Hypertherm podczas procesu cięcia używa się
prądu o wysokim napięciu (powszechnie stosuje się
prąd stały o napięciu od 200 do 400 V). Podczas
pracy z tym systemem należy zachować
następujące środki ostrożności:
• Należy używać rękawic izolujących i obuwia, oraz dbać by
ciało i ubranie były suche.
• Podczas pracy z systemem plazmowym nie należy stać,
siedzieć lub leżeć na jakiejkolwiek mokrej powierzchni ani
takiej powierzchni dotykać.
• Należy odizolować się od obrabianej części i ziemi przez
użycie suchych mat izolacyjnych lub nakryć dostatecznie
dużych, aby zapobiec jakiemukolwiek fizycznemu
kontaktowi z obrabianą częścią lub ziemią. Należy
zachować wyjątkową ostrożność w razie konieczności
pracy w obszarze wilgotnym lub w jego pobliżu.
• W pobliżu zasilacza należy zamocować wyłącznik
wyposażony w odpowiednio dobrane bezpieczniki.
Wyłącznik ten pozwala operatorowi na szybkie wyłączenie
zasilania w razie wystąpienia sytuacji niebezpiecznej.
• Podczas pracy z użyciem stołu wodnego należy upewnić
się, że jest on odpowiednio uziemiony.
Porażenie prądem elektrycznym może być przyczyną śmierci
• Sprzęt ten należy instalować i uziemiać zgodnie z
wytycznymi znajdującymi się w niniejszej instrukcji obsługi
oraz zgodnie z krajowymi i lokalnymi przepisami prawnymi.
• Należy dokonywać regularnych przeglądów przewodów
zasilania pod względem uszkodzeń lub pęknięć izolacji.
Należy natychmiast wymienić uszkodzony przewód.
Nieizolowany przewód może być przyczyną
śmierci.
• Należy dokonywać przeglądów przewodów palnika i
wymieniać każdy przewód zużyty lub uszkodzony.
• Podczas cięcia nie należy podnosić elementu obrabianego
ani jego skrawków. Podczas cięcia należy pozostawić
element obrabiany z dołączonym kablem roboczym na
miejscu lub na stole warsztatowym.
• Przed dokonaniem sprawdzenia, czyszczenia lub wymiany
elementów palnika należy odłączyć główne zasilanie lub
wyłączyć zasilacz z sieci.
• Nigdy nie należy omijać ani zwierać blokad
bezpieczeństwa.
• Przed usunięciem jakiegokolwiek zasilacza lub osłony
systemu należy odłączyć zasilanie wejściowe. Po
odłączeniu głównego zasilania należy odczekać 5 minut,
aby rozładować kondensatory.
• Nigdy nie należy używać systemu plazmowego, jeśli osłona
zasilacza nie znajduje się na swoim miejscu. Odsłonięte
styki zasilacza stanowią poważne zagrożenie porażeniem
elektrycznym.
• Przed podłączeniem złączy wejściowych należy najpierw
właściwie podłączyć uziemienie.
• Każdy system plazmowy firmy Hypertherm jest
przeznaczony do użytku wyłącznie z określonymi palnikami
firmy Hypertherm. Nie należy używać innych palników,
które mogą się przegrzewać i stanowić zagrożenie dla
bezpieczeństwa.
Podczas pracy z obwodami drukowanymi (PC) należy
stosować odpowiednie środki ostrożności.
Elektryczność statyczna może być przyczyną
uszkodzenia urządzeń elektronicznych
• Obwody drukowane należy przechowywać w pojemnikach
antystatycznych.
• Podczas pracy z obwodami drukowanymi należy nosić na
nadgarstku uziemioną opaskę antystatyczną.

8-06
BEZPIECZEŃSTWO
1-4 Systemy plazmowe Hypertherm
Łuk plazmowy jest źródłem ciepła używanym do cięcia.
Dlatego też, mimo że łuk plazmowy nie jest uważany za źródło
toksycznych oparów, cięty materiał może być źródłem
toksycznych oparów lub gazów, które zmniejszają ilość tlenu.
Wytwarzane opary mogą się różnić w zależności od rodzaju
ciętego metalu. Do metali, które mogą być źródłem
toksycznych oparów, należą między innymi: stal nierdzewna,
stal węglowa, cynk (galwanizowany) oraz miedź.
W niektórych przypadkach metal może być powleczony
substancją, która powoduje uwolnienie toksycznych oparów.
Do toksycznych powłok zalicza się między innymi: ołów
(w niektórych lakierach), kadm (w niektórych lakierach i
wypełniaczach) oraz beryl.
Gazy powstające podczas cięcia plazmowego mogą się różnić
w zależności od ciętego materiału oraz metody cięcia; mogą
zawierać ozon, tlenki azotu, sześciowartościowy chrom,
wodór i inne substancje, jeżeli te są zawarte w ciętym
materiale lub przez ten materiał uwolnione.
Należy zachować ostrożność, aby zminimalizować narażenie
na opary powstające w trakcie procesu przemysłowego. W
zależności od składu chemicznego i stężenia oparów (oraz
innych czynników, takich jak wentylacja), może zaistnieć
ryzyko wystąpienia chorób, takich jak wady okołoporodowe
lub rak.
Właściciel sprzętu oraz miejsca pracy zobowiązany jest do
testowania powietrza w miejscu, w którym jest używany
sprzęt, w celu sprawdzenia, czy skład powietrza w miejscu
pracy spełnia wszystkie lokalne i krajowe normy i regulacje
prawne.
Jakość powietrza w miejscu pracy zależy od określonych dla
danego miejsca czynników, takich jak:
• Rodzaj stołu (mokry, suchy, podwodny).
• Skład materiału, wykończenie powierzchni oraz skład
powłok.
• Objętość usuniętego materiału.
Toksyczne opary mogą być przyczyną obrażeń lub śmierci
• Czas cięcia lub żłobienia.
• Rozmiar, objętość powietrza, wentylacja oraz filtracja
obszaru pracy.
• Sprzęt ochrony osobistej.
• Liczba systemów tnących i spawających będących w
użyciu.
• Inne procesy, które mogą być źródłem oparów.
Jeżeli miejsce pracy musi odpowiadać krajowym lub lokalnym
regulacjom prawnym, jedynie monitorowanie lub testowanie
wykonywane na miejscu może dać odpowiedź, czy
odpowiednie parametry znajdują się powyżej czy poniżej
dopuszczalnego poziomu.
Aby zredukować ryzyko związane z narażeniem na działanie
oparów:
• Przed rozpoczęciem cięcia należy usunąć z metalu
wszystkie powłoki i rozpuszczalniki.
• Należy używać lokalnej instalacji wyciągowej w celu
usunięcia oparów z powietrza.
• Nie należy wdychać oparów. Podczas cięcia metalu
pokrytego powłoką, zawierającego lub mogącego zawierać
materiały toksyczne, należy używać maskę ochronną
zapewniającądopływ powietrza.
• Należy upewnić się, że osoby używające sprzętu do
spawania lub cięcia oraz masek ochronnych
zapewniających dopływ powietrza mają odpowiednie
kwalifikacje i są przeszkolone w zakresie prawidłowego
używania takiego sprzętu.
• Nigdy nie należy ciąć zbiorników zawierających materiały
potencjalnie toksyczne. Należy najpierw zbiornik opróżnić i
właściwie wyczyścić.
• W razie potrzeby należy monitorować i testować jakość
powietrza w miejscu pracy.
• Należy skonsultować się z ekspertem, aby wdrożyć plan
zagospodarowania przestrzeni zapewniający bezpieczną
jakość powietrza.
5-02
BEZPIECZEŃSTWO
Systemy plazmowe Hypertherm 1-5
Palniki zapalane natychmiast
Łuk plazmowy pojawia się natychmiast po aktywowaniu
przełącznika palnika.
Łuk plazmowy może być przyczyną obrażeń i oparzeń
Łuk plazmowy może szybko przeciąć rękawice i skórę.
• Należy trzymać się z dala od czubka palnika.
• Nie należy trzymać metalu w pobliżu ścieżki cięcia.
• Nigdy nie należy kierować palnika na siebie lub w kierunku
innych osób.
Ochrona oczu
Promienie łuku plazmowego wytwarzają
widoczne i niewidoczne (w zakresie ultrafioletu i
podczerwieni) promieniowanie o wysokim natężeniu, które
może wywołać oparzenia oczu i skóry.
• Należy stosować sprzęt ochrony oczu zgodny z
odpowiednimi przepisami prawnymi krajowymi i lokalnymi.
• Należy nosić sprzęt ochrony oczu (okulary lub gogle
ochronne z bocznymi płytkami oraz kask spawalniczy)
wyposażony w odpowiednio przyciemniane soczewki
chroniące oczy przed promieniowaniem ultrafioletowym i
podczerwonym pochodzącym z łuku.
Cieniowanie soczewek
Prąd łuku AWS (USA) ISO 4850
Do 100 A No. 8 No. 11
100-200 A No. 10 No. 11-12
200-400 A No. 12 No. 13
> 400 A No. 14 No. 14
Promienie łuku mogą powodować oparzenia oczu i skóry
Ochrona skóry
Należy nosić odzież ochronną
zabezpieczającą przed oparzeniami wywołanymi przez
ultrafiolet, iskry i gorący metal.
• Rękawice ochronne, buty ochronne oraz kask.
• Ubranie wykonane z materiału niepalnego, zakrywające
wszystkie narażone obszary ciała.
• Spodnie bez mankietu w celu zapobieżenia dostawaniu się
iskier i żużlu.
• Przed rozpoczęciem cięcia należy usunąć z kieszeni
wszystkie materiały palne, jak zapałki czy zapalniczki.
Obszar cięcia
Należy tak przygotować obszar cięcia, aby
ograniczyć odbicia i rozprzestrzenianie się ultrafioletu:
• Ściany i inne powierzchnie powinny być pomalowane na
ciemne kolory, aby zmniejszyć odbicia.
• Należy korzystać z ekranów ochronnych lub barier, aby
zabezpieczyć inne osoby przed błyskami i oślepiającym
światłem.
• Należy ostrzec inne osoby, aby nie patrzyły na łuk. Należy
używać plakatów lub znaków ostrzegawczych.
Kabel roboczy
Kabel roboczy powinien być bezpiecznie
podłączony do elementu obrabianego lub stołu roboczego za
pomocą pewnego połączenia metal-metal. Nie należy go
podłączać do elementu, który po zakończeniu cięcia
odpadnie.
Stół roboczy
Należy podłączyć stół roboczy do uziemienia
zgodnie z odpowiednimi krajowymi lub lokalnymi przepisami
prawnymi dotyczącymi instalacji elektrycznych.
Bezpieczne uziemienie
Prąd wejściowy
• Należy upewnić się, że przewód uziemiający kabla
zasilającego został podłączony do uziemienia panelu
zasilania.
• Jeżeli instalacja systemu plazmowego wymaga
podłączenia przewodu zasilającego do zasilacza, należy
dopilnować właściwego podłączenia przewodu
uziemiającego kabla zasilającego.
• Do śruby uziemiającej należy najpierw podłączyć przewód
uziemiający kabla zasilającego, a dopiero później, na
uziemieniu kabla zasilającego, inne przewody uziemiające.
Nakrętka zatrzymująca powinna być mocno dokręcona.
• Należy dokręcić wszystkie połączenia elektryczne, aby
zapobiec nadmiernemu nagrzewaniu.

11-98
BEZPIECZEŃSTWO
• Nigdy nie należy smarować zaworów butli ani regulatorów
olejem lub smarem.
• Należy korzystać wyłącznie z odpowiednich do danego
zadania butli gazowych, reduktorów, węży i armatury.
• Cały sprzęt ze sprężonym gazem i powiązane z nim części
należy utrzymywać w dobrym stanie.
• Należy stosować etykiety służące do identyfikacji gazu
znajdującego się w każdym z węży, używając kolorów
przyjętych dla danych gazów. Należy sprawdzić krajowe i
lokalne przepisy prawne.
Uszkodzone butle gazowe
mogą wybuchnąć
Ochrona urządzeń ze sprężonym gazem
Butle gazowe zawierają gaz pod wysokim ciśnieniem.
Uszkodzona butla może wybuchnąć.
• Używanie butli gazowych i obchodzenie się z nimi musi być
zgodne z odpowiednimi przepisami prawnymi krajowymi i
lokalnymi.
• Nigdy nie należy używać butli, która nie jest ustawiona i
zabezpieczona w pozycji pionowej.
• Kołpak ochronny powinien być wkręcony ochraniając
zawór, z wyjątkiem sytuacji, gdy butla jest w użyciu lub jest
podłączona do użycia.
• Nie można dopuścić do zwarcia elektrycznego między
łukiem plazmowym a butlą.
• Nie wolno narażać butli na nadmierne nagrzewanie, ani
na kontakt z iskrami, żużlem lub otwartym płomieniem.
• Nigdy nie należy używać młotka, klucza francuskiego
ani innych narzędzi do otwierania zablokowanego
zaworu butli.
Zamarznięte rury mogą zostać uszkodzone lub pęknąć
podczas próby rozmrożenia ich palnikiem plazmowym.
Hałas może doprowadzić do
uszkodzenia lub utraty słuchu
Łuk plazmowy może
uszkodzić zamarznięte rury
Pola magnetyczne związane z przepływem prądu o wysokim
natężeniu mogą wpływać na pracę rozruszników serca oraz
aparatów słuchowych.
Osoby używające rozruszników serca i aparatów słuchowych
powinny skonsultować się z lekarzem, zanim znajdą się w
pobliżu jakichkolwiek operacji cięcia i żłobienia łukami
plazmowymi.
Aby zredukować zagrożenia związane z polami
magnetycznymi:
• Kabel roboczy i przewód palnika należy trzymać po jednej
stronie, z dala od ciała.
• Należy ułożyć przewody palnika możliwie blisko kabla
roboczego.
• Nie należy owijać się lub przykrywać przewodem palnika
lub kablem roboczym.
• Zasilacz powinien znajdować się możliwie jak najdalej od
użytkownika.
Rozruszniki serca i aparaty
słuchowe
1-6 Systemy plazmowe Hypertherm
Długotrwałe narażenie na hałas, który towarzyszy cięciu lub
żłobieniu, może doprowadzić do uszkodzenia lub utraty słuchu.
• Podczas używania systemu plazmowego należy stosować
zatwierdzony sprzęt ochrony słuchu.
• Należy ostrzec przed zagrożeniem hałasem inne osoby
przebywające w pobliżu.

8-99
BEZPIECZEŃSTWO
Etykieta ostrzegawcza
Ta etykieta ostrzegawcza znajduje się na niektórych zasilaczach. Ważne jest,
aby znaczenie tych symboli ostrzegawczych zostało przez operatora lub technika
dokonującego konserwacji zrozumiane zgodnie z opisem.
Systemy plazmowe Hypertherm 1-7

8-99
BEZPIECZEŃSTWO
1-8 Systemy plazmowe Hypertherm
Etykieta ostrzegawcza
Ta etykieta ostrzegawcza znajduje się na niektórych zasilaczach. Ważne jest,
aby znaczenie tych symboli ostrzegawczych zostało przez operatora lub
technika dokonującego konserwacji zrozumiane zgodnie z opisem.
Numeracja w tekście odpowiada numeracji ramek na etykiecie.
1. Iskry powstające podczas cięcia mogą być
przyczyną wybuchu lub pożaru.
1.1 Materiały palne należy trzymać z dala od
miejsca cięcia.
1.2 Gaśnica powinna znajdować się w pobliżu,
a osoba nadzorująca powinna być gotowa
do jej użycia.
1.3 Nie należy ciąć żadnych zamkniętych
pojemników.
2. Łuk plazmowy może być przyczyną obrażeń
i oparzeń.
2.1 Przed rozłączeniem palnika należy wyłączyć
zasilanie.
2.2 Nie należy trzymać materiału w pobliżu
ścieżki cięcia.
2.3 Należy stosować sprzęt całkowitej ochrony
ciała.
3. Porażenie prądem elektrycznym od palnika
lub przewodów może być przyczyną śmierci.
Należy zabezpieczyć się przed porażeniem
prądem.
3.1 Należy używać rękawic izolujących. Nie
należy używać mokrych lub uszkodzonych
rękawic.
3.2 Należy odizolować się od części obrabianej
i ziemi.
3.3 Przed rozpoczęciem pracy przy urządzeniu
należy odłączyć złącze wejściowe lub
zasilanie.
4. Wdychanie oparów powstałych podczas
cięcia może być niebezpieczne dla zdrowia.
4.1 Głowę należy trzymać z dala od oparów.
4.2 Aby usunąć opary, należy korzystać z
wymuszonej wentylacji lub lokalnego
wywietrznika.
4.3 Aby usunąć opary, należy użyć wentylatora.
5. Promienie łuku mogą powodować
oparzenia oczu i rany skóry
5.1 Należy założyć kask i okulary ochronne.
Należy nosić sprzęt ochrony słuchu i zapiąć
guzik kołnierza koszuli. Należy używać
kasku spawalniczego z odpowiednio
przyciemnianym filtrem. Należy stosować
sprzęt całkowitej ochrony ciała.
6. Przed rozpoczęciem cięcia lub pracy przy
urządzeniu należy odbyć szkolenie i
zapoznać się z instrukcjami.
7. Nie należy usuwać ani zamalowywać
(zakrywać) etykiet ostrzegawczych.

HySpeed HSD130 Instrukcja obsługi 2-1
Część 2
SPECYFIKACJE
W tej części:
Opis systemu........................................................................................................................................................................2-2
Ogólne..........................................................................................................................................................................2-2
Zasilacz........................................................................................................................................................................2-2
Konsola zapłonowa.....................................................................................................................................................2-2
Konsola gazu palnego ................................................................................................................................................2-2
Zawór odcinający ........................................................................................................................................................2-2
Palnik...........................................................................................................................................................................2-2
Diagram systemu nr 1 – bez konsoli gazu palnego..................................................................................................2-3
Diagram systemu nr 2 – z konsolą gazu palnego.....................................................................................................2-4
Specyfikacje..........................................................................................................................................................................2-5
Wymagania dotyczące systemu gazowego................................................................................................................2-5
Poziomy hałasu...........................................................................................................................................................2-6
Zasilacz........................................................................................................................................................................2-7
Konsola gazu palnego – 078201..............................................................................................................................2-8
Konsola zapłonowa.....................................................................................................................................................2-9
Standartowy zawór odcinający – 229105 ..............................................................................................................2-10
Zawór odcinający gazu palnego – 229130.............................................................................................................2-11
Palnik – 228144 ......................................................................................................................................................2-12

SPECYFIKACJE
2-2 HySpeed HSD130 Instrukcja obsługi
Opis systemu
Ogólne
System HySpeed HSD130 został zaprojektowany dla cięcia stali miękkiej, stali nierdzewnej i aluminium w szerokim
zakresie grubości materiału.
Zasilacz
Zasilacz to źródło prądu stałego o napięciu 130 V i natężeniu 150 A. Zawiera zespół obwodów elektrycznych do
zapalania palnika, wymiennik ciepła oraz pompę do chłodzenia palnika. Zasilacz posiada osobny interfejs dla wymiany
informacji z urządzeniem sterującym CNC.
Konsola zapłonowa
Konsola zapłonowa korzysta z zespołu iskiernika. Konsola zapłonowa przetwarza napięcie sterujące 120 V (prąd
zmienny) z zasilacza na impulsy o wysokiej częstotliwości i wysokim napięciu (9–10 kV), które rozładowują się na
otworze dyszy elektrody palnika. Sygnał o wysokim napieciu i wysokiej częstotliwości jest doprowadzony do przewodu
łuku pilotującego.
Konsola gazu palnego (opcja, zob. diagram systemu nr 2)
Konsola gazu palnego umożliwia wybór spośród doprowadzanych gazów palnych oraz kontroluje prędkość przepływu.
Konsola zawiera reduktor ciśnienia, zawory elektromagnetyczne, zawory zamykające i czujnik ciśnienia. W obudowie
konsoli znajdują się również płyty obwodów drukowanych sterowania przekaźnikami i obwodów kontrolera.
Zawór odcinający
Zawór odcinający składa się z trzech zaworów elektromagnetycznych, bloku rozdzielczego i splotu przewodów
zakończonych złączem. Podzespól ten przyłącza się do zasilacza.
Palnik
Palnik może ciąć stal miękką o grubości 12 mm z prędkością do 2032 mm/min. Palnik ma zalecaną produkcyjną
wydajność cięcia 16 mm. Maksymalna zdolność przebicia to 25 mm dla stali miękkiej i 19 mm dla stali nierdzewnej i
aluminium. Maksymalna zdolność odcinania to 38 mm dla stali miękkiej i 25 mm dla stali nierdzewnej i aluminium.

SPECYFIKACJE
HySpeed HSD130 Instrukcja obsługi 2-3
Diagram systemu nr 1 – bez konsoli gazu palnego
CNC

SPECYFIKACJE
2-4 HySpeed HSD130 Instrukcja obsługi
Diagram systemu nr 2 – z konsolą gazu palnego
CNC
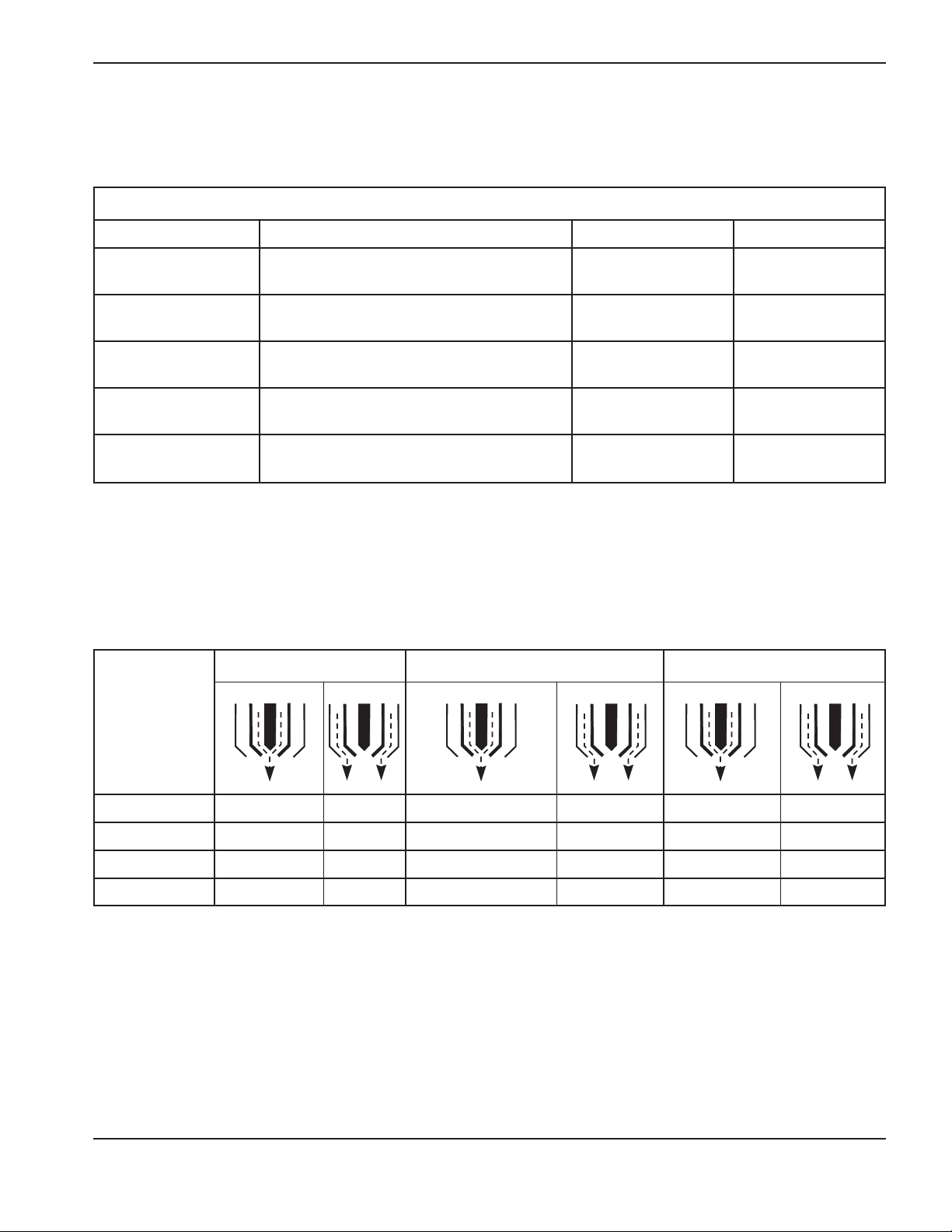
SPECYFIKACJE
HySpeed HSD130 Instrukcja obsługi 2-5
Wymagania dotyczące jakości i ciśnienia gazu
Jakość Ciśnienie +/–10% Poziom przepływu
Tlen O
2
Czystość 99,5% 793 kPa / 7,93 bar 4250 l/h
Czysty, suchy, pozbawiony oleju
Azot N2* Czystość 99,99% 793 kPa / 7,93 bar 8500 l/h
Czysty, suchy, pozbawiony oleju
Powietrze Czysty, suchy, pozbawiony oleju 655 kPa / 6,55 bar 8500 l/h
H35 Czystość 99,995% 793 kPa / 7,93 bar 4250 l/h
Argon-wodór* (H35 = 65% argon, 35% wodór)
F5 Czystość 99,98% 793 kPa / 7,93 bar 4250 l/h
Azot-wodór* (F5 = 95% azot, 5% wodór)
Stal miękka Stal nierdzewna Aluminium
Rodzaje gazu Plazma Osłona Plazma Osłona Plazma Osłona
Cięcie 45 A Powietrze Powietrze Powietrze / N2/ F5 Powietrze / N
2
Powietrze Powietrze
Cięcie 50 A O
2
Powietrze — — — —
Cięcie 130 A O2/ Powietrze Powietrze Powietrze / N2/ H35 Powietrze / N2Powietrze / H35 Powietrze / N
2
Specyfikacje
Wymagania dotyczące systemu gazowego
* Gazy te są wymagane jedynie dla systemów z konsolą gazu palnego.

SPECYFIKACJE
2-6 HySpeed HSD130 Instrukcja obsługi
Poziomy hałasu
Pomiary zostały przeprowadzone w pracowni inżynieryjnej Hypertherm, gdy w pobliżu uruchomione były inne
urządzenia, zgodnie z instrukcją Hypertherm ESI-034. Ich wyniki są jedynie ogólną oceną poziomu hałasu
wywoływanego przez system plazmowy. Pomiary hałasu akustycznego powinny być wykonane po instalacji, aby ustalić
jego poziom charakterystyczny dla wybranego miejsca. Poziom hałasu został zmierzony w odległosci od łuku 1, 2, 3 i
5 m w linii prostej. Operator znajdujący się przy komputerowym urządzeniu sterującym CNC znajduje się w odległości
około 1 m od łuku. Pomiary zostały wykonane miernikiem Bruel & Kjaer osadzonym na trójnogu na wysokości
336,55 mm powyżej poziomu centrum łuku.
Odległość od
centrum łuku
Poziom hałasu
otoczenia
Proces nr 1
H35/N
2
130 A
Proces nr 2
Powietrze/Powietrze 130 A
1 m 80-84 dB 104-106 dB 106-108 dB
2 m 80-84 dB 97-99 dB 99-100 dB
3 m 80-84 dB 94-96 dB 96-97 dB
5 m 80-84 dB 93-97 dB 94-96 dB

SPECYFIKACJE
HySpeed HSD130 Instrukcja obsługi 2-7
Zasilacz
Ogólne
Maksymalne napięcie obwodu otwartego (U0) 311 V prąd stały
Maksymalny prąd wyjściowy (I2) 130 A
Napięcie wyjściowe (U2) 50 – 150V prąd stały
Wskaźnik cyklu pracy (X) 100% przy 19,5 kW, 40°C
Temperatura pokojowa Zasilanie będzie działać w temperaturze od –10°C do +40°C
Współczynnik mocy (cosϕ) 0,91 przy 130 A prądu stałego na wyjściu
Chłodzenie Wymuszony obieg powietrza (klasa F)
Izolacja Klasa H
Moc wejściowa (napięcie wejścia (U1) Xprąd wejścia (I1X 1,73) (+/- 10%)
200/208 V (prąd zmienny), trójfazowy, 50/60 Hz, 62/60 A
220 V (prąd zmienny), trójfazowy, 50/60 Hz, 56 A
240 V (prąd zmienny), trójfazowy, 60 Hz, 52 A
380 V (prąd zmienny), trójfazowy, 50/60 Hz, 33 A
400 V (prąd zmienny) CE, trójfazowy, 50/60 Hz, 32 A
440 V (prąd zmienny), trójfazowy, 50/60 Hz, 28 A
480 V (prąd zmienny), trójfazowy, 60 Hz, 26 A
600 V (prąd zmienny), trójfazowy, 60 Hz, 21 A
Numery części
200/208 V (prąd zmienny) – 078194
220 V (prąd zmienny) – 078204
240 V (prąd zmienny) – 078195
380 V (prąd zmienny) – 078196
400 V (prąd zmienny) – 078197
440 V (prąd zmienny) – 078198
480 V (prąd zmienny) – 078199
600 V (prąd zmienny) – 078200
286,3 kg
1073,2 mm
1117,6 mm
571,5 mm
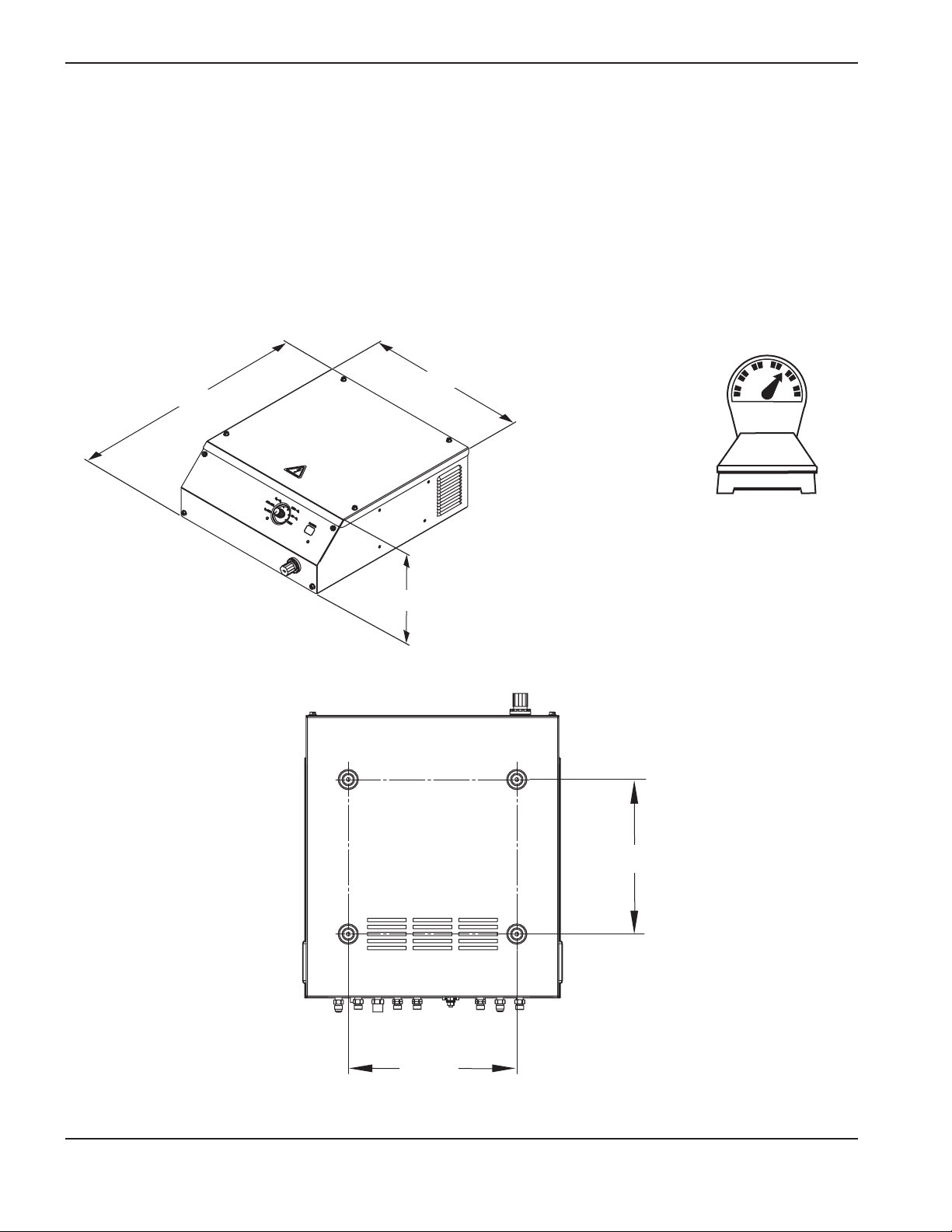
SPECYFIKACJE
2-8 HySpeed HSD130 Instrukcja obsługi
Konsola gazu palnego (opcja) – 078201
• Konsola gazu palnego jest instalowana na zasilaczu. Konsola powinna znajdować się w odległości co
najmniej 1 m od innych obiektów dla zapewnienia wentylacji i dostępu dla konserwacji.
• Maksymalna długość przewodów od konsoli gazu palnego do zaworu odcinającego wynosi 15 m.
172,7 mm
13,15 kg
508 mm
457,2 mm
279,4 mm
304,8 mm
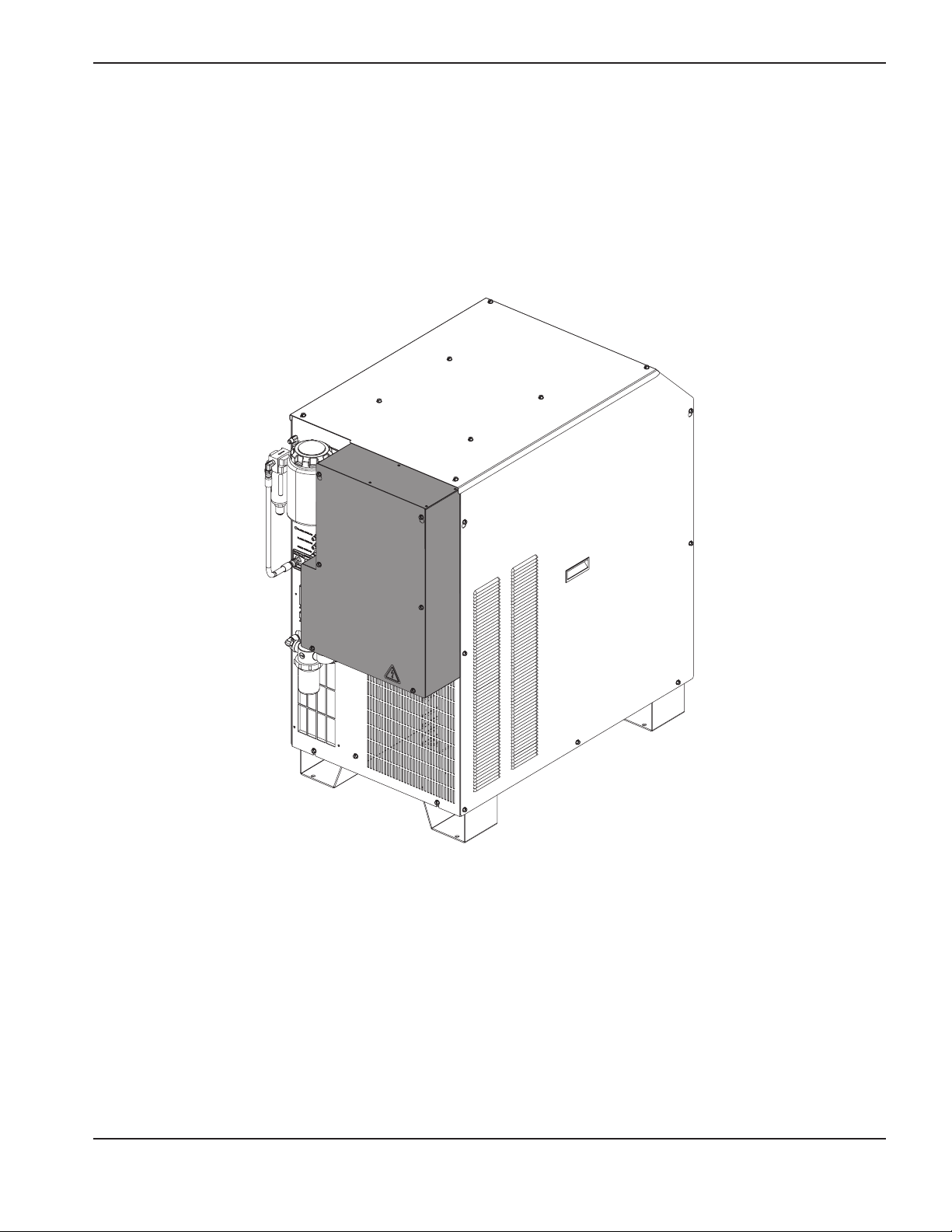
SPECYFIKACJE
HySpeed HSD130 Instrukcja obsługi 2-9
Konsola zapłonowa
• Konsola zapłonu jest instalowana na tylnej ściance zasilacza. Zasilacz powinien znajdować się w takiej
odległości od innych obiektów, by zapewnić możliwość zdjęcia tylnej ścianki dla konserwacji.
• Maksymalna długość przewodu od konsoli zapłonu do palnika wynosi 15 m.
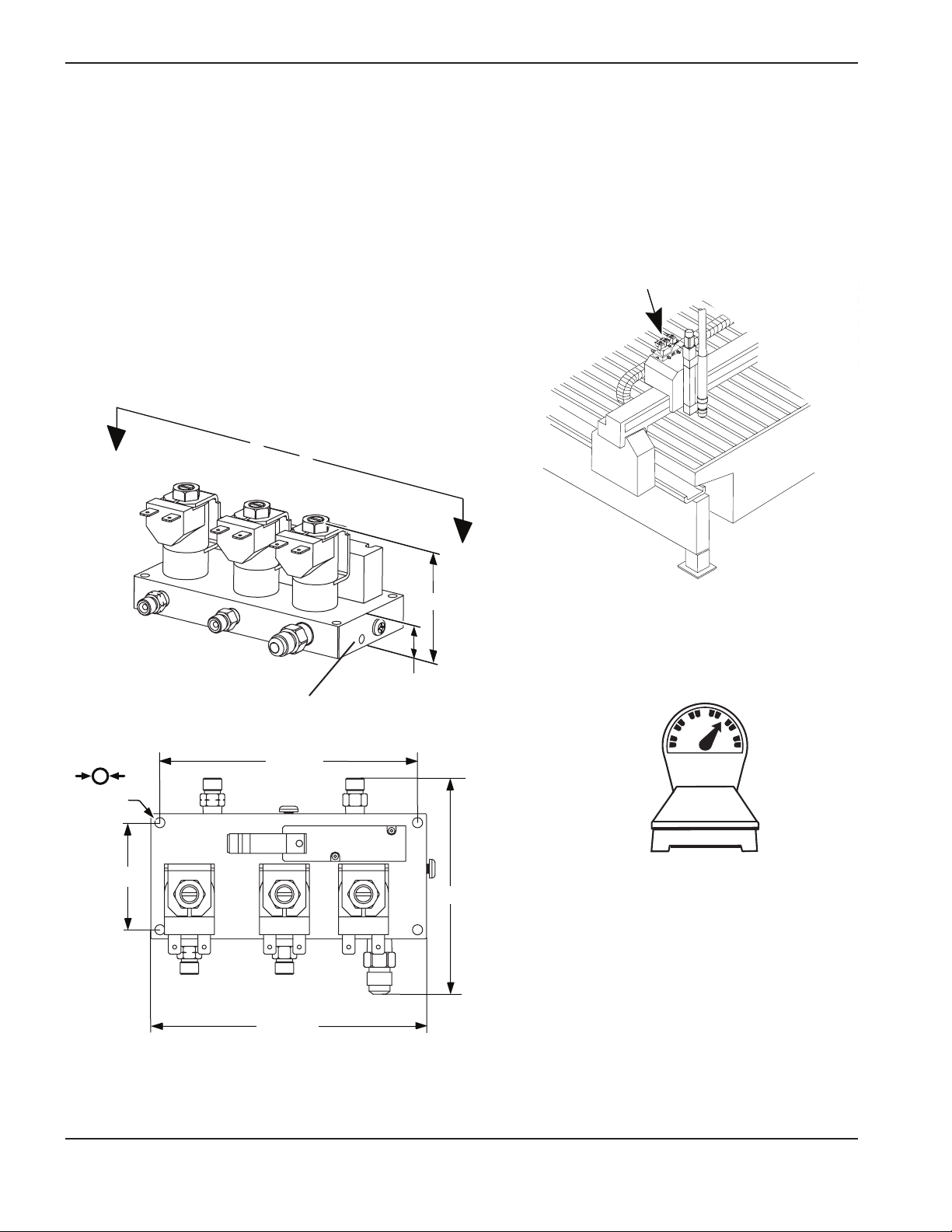
SPECYFIKACJE
2-10 HySpeed HSD130 Instrukcja obsługi
Standartowy zawór odcinający – 229105
• Maksymalna długość kabla od zaworu odcinającego do podnośnika palnika wynosi 1,8 m.
• Podzespół zaworu odcinającego powinien być zamontowany na wózku palnika, w przypadku stołu cięcia o
dużych rozmiarach. W przypadku małych stołów, może on być zamontowany na uchwycie powyżej mostka.
• Otwór wentylacyjny na sciance bocznej bloku rozdzielczego musi zawsze pozostawać niezasłonięty.
A
A
A - A
70 mm
139,7 mm
54,4 mm
5,16 mm
130,8 mm
109,7 mm
19 mm
1,30 kg
Otwór wentylacyjny
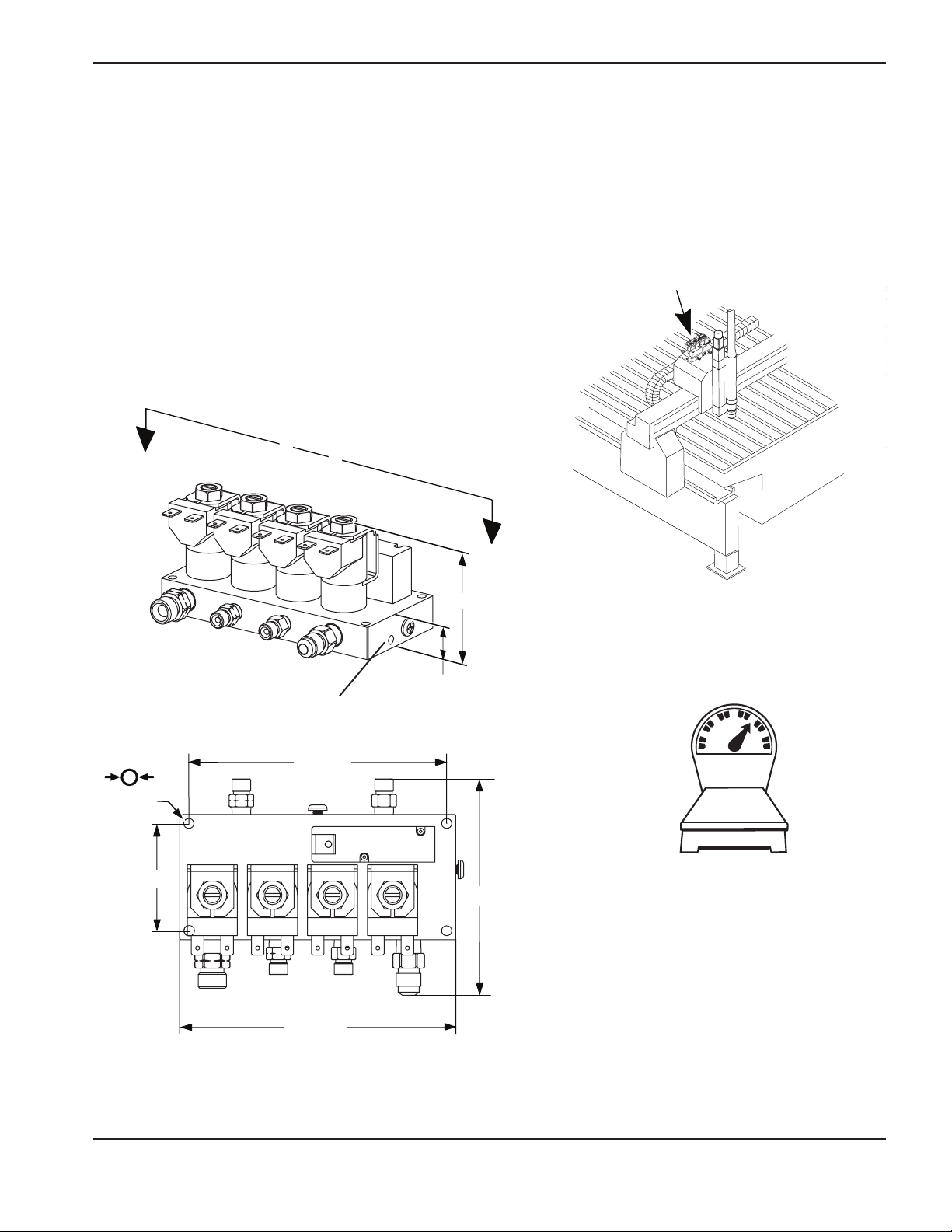
SPECYFIKACJE
HySpeed HSD130 Instrukcja obsługi 2-11
Zawór odcinający gazu palnego – 229130
• Maksymalna długość kabla od zaworu odcinającego do podnośnika palnika wynosi 1,8 m.
• Podzespół zaworu odcinającego powinien być zamontowany na wózku palnika, w przypadku stołu cięcia o
dużych rozmiarach. W przypadku małych stołów, może on być zamontowany na uchwycie powyżej mostka.
• Otwór wentylacyjny na sciance bocznej bloku rozdzielczego musi zawsze pozostawać niezasłonięty.
A
A
A - A
70 mm
139,7 mm
54,4 mm
5,16 mm
130,8 mm
109,7 mm
19 mm
1,44 kg
Otwór wentylacyjny

SPECYFIKACJE
2-12 HySpeed HSD130 Instrukcja obsługi
Palnik – 228144 (włącznie z obręczą mocującą i materiałami eksploatacyjnymi)
• Zewnętrza średnica tulei obsady palnika wynosi 45 mm.
1,8 m
0,93 kg
229 mm
62 mm
116 mm
45 mm
35°
345 mm

HySpeed HSD130 Instrukcja obsługi 3-1
Część 3
INSTALACJA
W tej części:
Przed odbiorem ....................................................................................................................................................................3-3
Roszczenia............................................................................................................................................................................3-3
Wymagania instalacyjne ......................................................................................................................................................3-3
Rozmieszczenie elementów systemu .................................................................................................................................3-3
Specyfikacje palnika...................................................................................................................................................3-3
Wymagania instalacyjne – system standartowy ................................................................................................................3-4
Komponenty systemu.................................................................................................................................................3-5
Kable i węże ................................................................................................................................................................3-5
Własny kabel zasilający klienta..................................................................................................................................3-5
Węże zasilające w gaz.................................................................................................................................................3-5
Wymagania instalacyjne – system z opcjonalną konsolą gazu palnego ..........................................................................3-6
Komponenty systemu.................................................................................................................................................3-7
Kable i węże ................................................................................................................................................................3-7
Własny kabel zasilający klienta..................................................................................................................................3-7
Węże zasilające w gaz.................................................................................................................................................3-7
Zalecenia dotyczące techniki uziemiania i ekranowania...................................................................................................3-8
Wprowadzenie......................................................................................................................................................................3-8
Typy uziemienia...........................................................................................................................................................3-8
Rozwiązania ................................................................................................................................................................3-9
Diagram uziemienia..................................................................................................................................................3-12
Umieszczenie zasilacza.....................................................................................................................................................3-13
Instalacja zaworu odcinającego........................................................................................................................................3-14
Montowanie i wyrównywanie palnika ...............................................................................................................................3-15
Montowanie palnika.................................................................................................................................................3-15
Wyrównywanie palnika.............................................................................................................................................3-15
Wymagania dotyczące podnośnika palnika ............................................................................................................3-15
Instalacja konsoli gazy palnego ........................................................................................................................................3-16
Uprząż kabli i węży prowadząca od zasilacza do zaworu odcinającego..........................................................................3-17
Od zasilacza do połączeń zaworu odcinającego.....................................................................................................3-18
Od konsoli gazu palnego do połączeń zaworu odcinającego ..........................................................................................3-19
Połączenia od konsoli gazu palnego do zasilacza............................................................................................................3-20
Zespół przewodów palnika ................................................................................................................................................3-22
Podłączanie palnika do zespołu przewodów palnika..............................................................................................3-23

INSTALACJA
3-2 HySpeed HSD130 Instrukcja obsługi
Przewód roboczy ................................................................................................................................................................3-26
Doprowadzenie napięcia łuku...........................................................................................................................................3-27
Kabel od zasilacza do interfejsu CNC ...............................................................................................................................3-28
Uwagi do listy ścieżek kabla interfejsu CNC............................................................................................................3-29
Przykłady obwodów wyjściowych .............................................................................................................................3-30
Przykłady obwodów wejściowych.............................................................................................................................3-31
Wymagania dotyczące zasilania .......................................................................................................................................3-32
Ogólne .......................................................................................................................................................................3-32
Przełącznik odłączenia linii ......................................................................................................................................3-32
Kabel zasilający ........................................................................................................................................................3-32
Podłączanie zasilania ........................................................................................................................................................3-33
Wymagania dotyczące chłodziwa palnika.........................................................................................................................3-34
Wymagania dotyczące czystości wody.....................................................................................................................3-34
Wlewanie chłodziwa do zasilacza .....................................................................................................................................3-35
Wymagania dotyczące gazu ..............................................................................................................................................3-36
Ustawianie regulatorów zasilających.......................................................................................................................3-36
Regulatory gazu ........................................................................................................................................................3-37
Instalacje zasilania gazem ................................................................................................................................................3-38
Podłączanie gazów zasilających........................................................................................................................................3-39
System standartowy .................................................................................................................................................3-39
System z gazem palnym...........................................................................................................................................3-39
Węże gazów zasilających...................................................................................................................................................3-40

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-3
Przed odbiorem
• Należy sprawdzić, czy wszystkie zamówione elementy systemu zostały odebrane. W razie braku jakiegoś
elementu należy skontaktować się z dostawcą.
• Należy sprawdzić elementy systemu pod względem uszkodzeń fizycznych, które mogły powstać podczas
transportu. W razie wykrycia śladów uszkodzenia należy odwołać się do części Roszczenia. Wszelka
korespondencja związana z roszczeniami musi zawierać numer modelu oraz numer seryjny, które
umieszczone są z tyłu zasilacza.
Roszczenia
Roszczenia dotyczące uszkodzeń powstałych podczas transportu. Jeżeli urządzenie zostało uszkodzone podczas
transportu, roszczenie należy skierować do przewoźnika. Firma Hypertherm może wydać na żądanie użytkownika
kopię faktury na ładunek. Jeżeli konieczna jest dodatkowa pomoc, należy zadzwonić do działu obsługi klienta, którego
dane umieszczone są na początku niniejszego podręcznika, lub do autoryzowanego dystrybutora firmy Hypertherm.
Roszczenia dotyczące uszkodzonych lub brakujących towarów. Jeżeli jakikolwiek towar został uszkodzony lub
zagubiony, należy skontaktować się z dostawcą. Jeżeli konieczna jest dodatkowa pomoc, należy zadzwonić do działu
obsługi klienta, którego dane umieszczone są na początku niniejszego podręcznika, lub do autoryzowanego
dystrybutora firmy Hypertherm.
Wymagania instalacyjne
Wszystkie prace instalacyjne i serwisowe systemów elektrycznych i wodno-kanalizacyjnych muszą być zgodne
z krajowymi lub lokalnymi przepisami prawnymi dotyczącymi systemów elektrycznych i wodnokanalizacyjnych. Prace te powinny być wykonywane wyłącznie przez wykwalifikowany i licencjonowany
personel.
Wszystkie pytania natury technicznej należy kierować do najbliższego działu obsługi technicznej firmy Hypertherm,
którego dane umieszczone są na początku niniejszego podręcznika, lub do autoryzowanego dystrybutora firmy
Hypertherm.
Rozmieszczenie elementów systemu
• Przed wykonaniem podłączeń elektrycznych, gazowych oraz interfejsu wszystkie komponenty systemu należy
umieścić na swoich miejscach. Użyj diagramów w niniejszej części jako orientacyjnych wskazówek
rozmieszczenia komponentów.
• Wszystkie komponenty systemu wymagają uziemienia. Szczegóły w niniejszej sekcji pod nagłówkiem
Zalecenia dotyczące techniki uziemiania i ekranowania.
• Aby zapobiec nieszczelności systemu, należy dokręcić wszystkie połączenia wodne i gazowe zgodnie z
poniższym opisem:
Specyfikacje palnika
Rozmiar węża do funt siła funt siła
wody lub gazu kG x cm x cal x stopa
Do 10 mm 8,6-9,8 75-85 6,25-7
12 mm 41,5-55 360-480 30-40

INSTALACJA
3-4 HySpeed HSD130 Instrukcja obsługi
Wymagania instalacyjne – system standartowy
Diagram systemu nr 1 – bez konsoli gazu palnego
A
B
C
1
234
5
6
7
CNC

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-5
Komponenty systemu
Zasilacz
Podzespół zaworu odcinającego
Palnik
Kable i węże
Podzespół kabla i węża pomiędzy zasilaczem i zaworem odcinającym
Zespół przewodów palnika
Przewód roboczy
Kabel od interfejsu CNC do zasilacza
Własny kabel zasilający klienta
Główny kabel zasilający
Węże zasilające w gaz
Powietrze
Tlen
7
6
543
2
1
C
B
A

INSTALACJA
3-6 HySpeed HSD130 Instrukcja obsługi
A
B
C
1
2
3
4
5
6
7
D
Diagram systemu nr 2 – z konsolą gazu palnego
8
a
1d
9
Wymagania instalacyjne – system z opcjonalną konsolą gazu palnego
8
1f
1e
1a
1c
1b
CNC

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-7
Komponenty systemu
Zasilacz
Podzespół zaworu odcinającego
Palnik
Konsola gazu palnego
Kable i węże
Podzespół kabla i węża pomiędzy zasilaczem i zaworem odcinającym
Podzespół kabla i węża pomiędzy konsolą gazu palnego i zaworem odcinającym
Kabel zasilający gazu
Kabel sterujący gazu
Wąż gazu cięcia nr 1
Wąż gazu cięcia nr 2
Wąż doprowadzający powietrze od filtra powietrza zasilacza do konsoli gazu palnego
Zespół przewodów palnika
Przewód roboczy
Kabel od interfejsu CNC do zasilacza
Własny kabel zasilający klienta
Główny kabel zasilający
Węże zasilające w gaz
Powietrze
Tlen
F5 lub H35
Azot
9
8
7
6
5
432
1d
a
1
D
C
B
A
1a
1b
1c
1e
1f

INSTALACJA
3-8 HySpeed HSD130 Instrukcja obsługi
Zalecenia dotyczące techniki uziemiania i ekranowania
Wprowadzenie
Niniejszy dokument opisuje uziemienie i ekranowanie niezbędne dla zabezpieczenia systemu cięcia plazmą przed
zakłóceniami o częstotliwościach radiowych (RFI) i szumami elektromagnetycznymi (EMI). Dotyczy on trzech systemów
uziemienia opisanych poniżej. Na str. 5 znajduje się odnośny diagram.
Informacja: Przedstawione tu procedury i metody mogą nie być skuteczne w każdym przypadku, gdy
wymagana jest eliminacja zakłóceń RFI/EMI. Rozwiązania te przyniosły doskonałe wyniki w wielu
zainstalowanych systemach i stąd zalecamy, by były one rutynową cześcią procesu instalacji.
Ostateczny sposób wdrożenia tych rozwiązań może zależeć od instalowanego systemu; powinny
one jednak być konsekwentnie stosowane dla wszystkich modeli danej serii produkcyjnej.
Typy uziemienia
A. Uziemienie bezpieczeństwa (PE ang. positive earth pol. zapewnione uziemienie ) lub serwisowe. Ten system
uziemienia wykorzystuje uziemienie linii wejściowej zasilania. Zapobiega on niebezpieczeństwu porażenia osób
przez urządzenia i stół roboczy. Obejmuje on uziemienie serwisowe doprowadzone do zasilacza plazmy oraz do
urządzenia sterującego CNC, sterowników silników i wspomagającego pręta uziemiającego połączonego ze stołem
roboczym. W przypadku obwodów plazmowych, uziemienie jest doprowadzone od korpusu zasilacza plazmy do
korpusów wszystkich konsol przy pomocy kabli połączeniowych.
B. Uziemienie prądu stałego lub prądu cięcia. Jest to system uziemienia, który zapewnia drogę powrotu od palnika
do zasilacza dla prądu cięcia. Wymaga on, by złącze dodatnie wiodące od zasilacza było pewnie podłączone
kablem o właściwej przewodności do magistrali uziemiającej stołu roboczego. Wymaga on także, by płyty na
których spoczywa obrabiana część miały dobry styk zarówno ze stołem, jak i z obrabianą częścią.
C. Uziemienie i ekranowanie RFI i EMI. Jest to system uziemienia, który ogranicza ilość elektrycznego szumu
emitowanego przez plazmę i silniki systemów napędowych. Ogranicza on również ilość szumu przenikającego
do CNC oraz innych obwodów kontrolnych i pomiarowych. Zalecenie takiego sposobu uziemiania i ekranowania
podczas montażu jest głównym zadaniem niniejszej instrukcji.
NIEBEZPIECZEŃSTWO
PORAŻENIE PRĄDEM ELEKTRYCZNYM MOŻE BYĆ PRZYCZYNĄ ŚMIERCI
Wyłącz zasilanie elektryczne przed rozpoczęciem jakiejkolwiek konserwacji.
Wszelka działalność wymagająca wymontowania zasilacza musi być wykonana
przez wykwalifikowanego technika.
Zobacz Sekcję 1 instrukcji obsługi systemu plazmowego dla zapoznania się z
innymi zaleceniami dotyczącymi bezpieczeństwa.

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-9
Rozwiązania
1. O ile nie wyszczególniono inaczej, należy używać jedynie przewodów spawalniczych 6 AWG (16 mm2, nr części
Hypertherm 047040) jako kabli uziemiających EMI pokazanych na diagramie w kolorze niebieskim.
2. Stół cięcia jest wykorzystywany jako punkt wspólny uziemienia EMI; powinien on posiadać przyspawane
gwintowane trzpienie z zamontowaną na nich miedzianą sztabą-magistralą. Oddzielna sztaba-magistrala
powinna być zamontowana na ruchomym mostku, możliwie blisko wszystkich silników napędzających. Jeśli silniki
znajdują się przy obu końcach mostka, należy doprowadzić osobny kabel uziemienia EMI pomiędzy magistralą
mostka a silnikiem napędowym znajdującym się w największej odleglości od magistrali mostka. Sztabamagistrala mostka powinna posiadać osobny kabel uziemiający EMI o dużym przekroju (4 AWG, 25 mm2, nr
części Hypertherm 047031) wiodący do sztaby-magistrali stołu. Kable uziemienia EMI podnośnika palnika i
konsoli RHF muszą być oddzielne i prowadzić do sztaby-magistrali stołu.
3. Pręt uziemiający, spełniający wszystkie wymagania władz lokalnych i państwowych w stosunku do urządzeń
elektrycznych, musi być zainstalowany w odległości do 6 m od stołu. Stanowi on uziemienie PE i powinien być
połączony z magistralą uziemiającą stołu cięcia zielono-żółtym kablem uziemiającym (nr części Hypertherm
047121). Wszystkie uziemienia PE pokazano na diagramie w kolorze zielonym.
4. Dla najskuteczniejszego ekranowania, należy stosować kable CNC Hypertherm jako kable interfejsu I/O,
szeregowej wymiany informacji, rozgałęzionych połączeń pomiędzy zasilaczami i wszystkimi podzespołami
urządzenia Hypertherm.
5. Wszystkie okucia i przewody systemu uziemiającego powinny być wykonane z mosiądzu lub miedzi. Jedyny
wyjątek stanowią przyspawane do stołu trzpienie montażowe magistrali uziemiającej, które mogą być stalowe.
Nigdy nie powinny być stosowane okucia i przewody ze stali lub aluminium.
6. Zasilanie prądem zmiennym, PE i uziemienie serwisowe powinny być podłączone do urządzeń zgodnie z
wymaganiami władz lokalnych i państwowych.
7. * Przewody dodatni, ujemny i przewód łuku pilotującego powinny biec równolegle (być ze sobą spięte) na
najdłuższym możliwym odcinku. Przewód palnika, przewód roboczy i przewód łuku pilotującego (dyszy pilotującej)
mogą być prowadzone równolegle z innymi przewodami i kablami, gdy ich wzajemna odległość wynosi
przynajmniej 150 mm. Jeśli jest to możliwe, kable zasilania i kable przesyłające informacje powinny być
prowadzone oddzielnymi trasami.
8. * Konsola zapłonowa powinna być zamontowana jak najbliżej palnika. Musi mieć ona oddzielny kabel
uziemiający prowadzący do sztaby-magistrali na stole cięcia.
9. Każda komponenta Hypertherm, jak też wszystkie obudowy systemów sterowania CNC oraz szafki napędu
elektrycznego muszą mieć osobne kable uziemiające wiodące do centralnego punktu uziemiającego na stole
cięcia. Dotyczy to również konsoli zapłonowej, nawet jeżeli jest ona przymocowana śrubami do zasilacza, lub
urządzenia tnącego.
10. Ekran z metalowej plecionki pokrywający przewody palnika musi mieć połączenie o dobrym styku z konsolą
zapłonową i palnikiem. Musi on być odizolowany elektrycznie od wszelkich części metalowych, podłogi oraz
budynku.
11. Uchwyt palnika i mechanizm odsuwający palnik (część, która jest zamontowana na podnośniku, a nie na palniku)
musi być połączona do nieprzesuwającej się sekcji podnośnika przy pomocy plecionki miedzianej o szerokości co
najmniej 12,7 mm. Osobny kabel musi być poprowadzony pomiędzy podnośnikiem i sztabą-magistralą mostka.
Blok zaworów powinien również posiadać oddzielne połączenie uziemiające ze sztabą-magistralą mostka.
* Dotyczy systemów stosujących zdalną konsolę wysokiej częstotliwości (RHF)

INSTALACJA
3-10 HySpeed HSD130 Instrukcja obsługi
12. Jeśli mostek przesuwa się na szynach, które nie są przyspawane do stołu, należy oba ich końce połączyć ze
stołem przy pomocy kabla uziemiającego. Nie jest wymagane, aby były one połączone z centralnym punktem
uziemiającym; mogą one być połączone z najbliższym punktem stołu.
13. Jeśli producent zainstalował dzielnik napięcia by mierzyć napięcie łuku do wykorzystania w systemie kontrolnym,
płyta dzielnika powinna być zamontowana jak najbliżej miejsca, gdzie napięcie jest mierzone. Jednym z
możliwych miejsc jest wewnątrz obudowy zasilacza plazmy. W przypadku zastosowania dzielnika napięcia
Hypertherm, sygnał wyjściowy jest odizolowany od wszelkich innych obwodów. Sygnał wyjściowy powinien biec
ekranowanym kablem skręconym (typu Belden 1800F, albo równoważnym). Musi on być ekranowany plecionką, a
nie folią. Ekran powinien być połączony jednym końcem z obudową zasilacza a niepodłączony na drugim końcu.
14. Wszystie pozostałe sygnały (analogowe, cyfrowe, szeregowe, kodowane) powinny biec skręconymi przewodami
równoległymi (twisted pair) wewnątrz ekranowanego kabla. Złącza tych kabli powinny mieć metalowe osłony, do
których powinien być przyłączony po obu końcach ekran przewodu, a nie dren. Nie wolno nigdy łączyć ekranu ani
drenu przy pomocy styków złącza.
Przykład poprawnego wykonania sztaby-magistrali uziemiającej stołu cięcia. Powyższa ilustracja
przedstawia połączenie pomiędzy sztabą-magistalą mostka, prętem uziemienia, przewodem
dodatnim zasilacza, konsolą RHF*, obudową CNC, uchwytem palnika i obudową zasilacza.
* Dotyczy systemów storujących zdalną konsolę wysokiej częstotliwości (RHF)
Mostek
Pręt uziemiający
Przewód
zasilający
(+)
Zdalna konsola
wysokiej
częstotliwości
(RHF)
Obudowa sterowania CNC
Uchwyt palnika
Obudowa
zasilacza

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-11
Przykład poprawnego wykonania sztaby-magistrali uziemiającej mostka. Wszystkie indywidualne
kable podzespołów zamontowanych na mostku biegną do magistrali, z wyjątkiem tych z konsoli
RHF* i uchwytu palnika. Pojedynczy kabel o dużym przekroju łączy magistralę uziemienia mostka
z magistralą stołu.
* Dotyczy systemów storujących zdalną konsolę wysokiej częstotliwości (RHF)
Kable
uziemiające
podzespołów
Kabel łączący z
magistralą
uziemiającą
stołu cięcia

INSTALACJA
3-12 HySpeed HSD130 Instrukcja obsługi
Uziemienie napięcia
zmiennego/uziemienie serwisowe
Pręt uziemiający
Obudowa i uziemienie RFI
Podzespół podnośnika i konsola RHF
wymagają osobnych połączeń ze sztabą
magistralą uziemiającą stołu cięcia.
Stół cięcia
Zasilacz
plazmy
Plus napięcia
stałego
Command
THC
Sztaba-magistrala
Sztaba-magistrala
Command
THC
Konsola
RHF
Konsola
dozująca
Konsola gazowa
lub konsola wyboru
Konsola sterowania
komputerowego (CNC)
Diagram uziemienia (niektóre systemy nie wykorzystują wszystkich przedstawionych komponent)
Mostek
**
**
**

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-13
Umieszczenie zasilacza
A
Zasilacz można przemieszczać za pomocą wózka widłowego, ale jego widelec musi być na tyle długi, aby wystawał
poza obudowę zasilacza. Podczas podnoszenia należy zachować ostrożność, aby nie uszkodzić spodu zasilacza.
• Zasilacz należy umieścić w miejscu wolnym od nadmiernej wilgoci, o dobrej wentylacji i względnie czystym.
Zasilacz powinien znajdować się w odległości 1 m od najbliższego obiektu dla zapewnienia dostępu i
wentylacji.
• Powietrze chłodzące jest dostarczane przy użyciu wentylatora chłodzącego przez panel przedni i
odprowadzane przez tylną część urządzenia. W żadnym miejscu wlotu powietrza nie należy umieszczać filtra,
ponieważ zmniejsza to efektywność chłodzenia i powoduje UNIEWAŻNIENIE GWARANCJI.
• Nie należy ustawiać zasilacza pod kątem większym niż 10°, aby zapobiec jego przewróceniu.
NIEBEZPIECZEŃSTWO
PORAŻENIE PRĄDEM ELEKTRYCZNYM MOŻE BYĆ PRZYCZYNĄ ŚMIERCI
Przed przenoszeniem lub pozycjonowaniem należy rozłączyć wszystkie połączenia elektryczne. Podczas
transportu może dojść do obrażeń personelu lub uszkodzenia sprzętu.

INSTALACJA
3-14 HySpeed HSD130 Instrukcja obsługi
Instalacja zaworu odcinającego
(standartowego i dla gazu palnego)
• Zamontuj podzespół zaworu odcinającego w pobliżu podnośnika palnika. Maksymalna długość węży
doprowadzających gaz pomiędzy podzespołem zaworu odcinającego i palnikiem wynosi 1,8 m.
B
Uziemienie zaworu odcinającego
54,4 mm
5,16 mm
130,8 mm
Otwór wentylacyjny:
Nigdy nie może być
zasłonięty

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-15
Montowanie i wyrównywanie palnika
C
Montowanie palnika
Wyrównywanie palnika
Do ustawienia palnika pod odpowiednim kątem względem elementu obrabianego należy użyć kątownika. Patrz
rysunek powyżej.
W celu zainstalowania materiałów eksploatacyjnych palnika, zobacz Instalacja materiałów ekspolatacyjnych w
Części 4.
Wymagania dotyczące podnośnika palnika
System wymaga silnikowego podnośnika palnika wysokiej jakości, o wystarczającym przesunięciu, które pozwoli
spełnić wszystkie wymagania dotyczące grubości cięcia. Podnośnik musi zapewnić 203 mm przesunięcia pionowego.
Jednostka powinna mieć zdolność zapewnienia stałej prędkości dochodzącej do 5080 mm/min z hamowaniem
dodatnim. Jednostka dryfująca poza punkt zatrzymania jest nie do przyjęcia.
Dolna tuleja palnika
Wspornik mocujący
palnik (dostarczony
przez klienta)
Górna tuleja palnika
Instalacja
1. Zainstaluj palnik (z dołączonymi przewodami
palnika) na wsporniku mocującym palnik.
2. Palnik powinien znajdować się poniżej
uchwytu mocującego, tak aby uchwyt
obejmował dolną część obręczy mocującej,
nie stykając się z korpusem palnika.
3. Dokręć śruby zabezpieczające.
Informacja: W celu zminimalizowania wibracji na
czubku palnika należy umieścić wspornik
możliwie nisko na tulei palnika.

INSTALACJA
3-16 HySpeed HSD130 Instrukcja obsługi
Instalacja konsoli gazy palnego (komponenta opcjonalna)
• Konsola gazu palnego jest montowana na zasilaczu. Konsola powininna znajdować się w odległości 1 m od
najbliższego obiektu dla zapewnienia dostępu i wentylacji.
• Maksymalna odległość pomiędzy konsolą gazu palnego a zaworem odcinającym wynosi 15 m.

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-17
Kabel wiodący od zasilacza do zaworu
odcinającego
Kabel elektromagnetycznego zaworu odcinania
4
8
1
7
3
2
56
91011
141312
ACB
Końcówka B
Końcówka A (męska/bolce)
Uprząż kabli i węży prowadząca od zasilacza do zaworu odcinającego
1
Lista sygnałów kabla – Kabel wiodący od zasilacza do zaworu
odcinającego
Koniec po stronie konsoli gazu Do zaworu odcinającego
Nr Nr
styku Opis styku
1E
kran „gorącego” przewodu 120 V prądu zmiennego
1
2
Ekran „powrotu” 120 V prądu zmiennego
2
3
Przewód „gorący” 120 V prądu zmiennego przepływu wstępnego plazmy
3
4
Przewód „powrotu” 120 V prądu zmiennego przepływu wstępnego plazmy
4
5
Przewód „gorący” 120 V prądu zmiennego przepływu kończącego
5
6
Przewód „powrotu” 120 V prądu zmiennego przepływu kończącego
6
7
Przewód „gorący” 120 V prądu zmiennego opróżniania gazu plazmowego
7
8
Przewód „powrotu” 120 V prądu zmiennego opróżniania
8
9
Uziemienie
9
Lista sygnałów kabla – kabel elektromagnetycznego zaworu
odcinania do zaworu odcinania
Funkcja Koniec B Kolor Koniec A
Osłona
A Niebieski 1
C Niebieski 2
Plazma P
Czerwony/Czarny
3
Wstępny przepływ
P Czerwony 4
Plazma P
Czerwony/Czarny
5
Przepływ cięcia
C Czerwony 6
Wentyl
V
Czerwony/Czarny
7
V Czerwony 8
Nieużywany 9
Nieużywany 10
Uziemienie Uziemienie Zielony/Żółty 11
Uziemienie 12
Uziemienie 13
Uziemienie 14
Numer części Długość
228053 7.5 m (25 ft)
228054 15 m (50 ft)
Do zasilacza
Do elektromagnetycznego
zaworu odcinającego
Męski/Bolce Żeński/Gniazdka

INSTALACJA
3-18 HySpeed HSD130 Instrukcja obsługi
Od zasilacza do połączeń zaworu odcinającego
1X3

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-19
Od konsoli gazu palnego do połączeń zaworu odcinającego
1a
a
Kabel i wąż są
spięte razem.
Numer części Długość
228148 7.5 m (25 ft)
228149 15 m (50 ft)

INSTALACJA
3-20 HySpeed HSD130 Instrukcja obsługi
– Połączenia od konsoli gazu palnego do zasilacza
Zanim zostaną wykonane połączenia pomiędzy konsolą gazu palnego a zasilaczem, standartowy wąż doprowadzający
powietrze musi być usunięty z zasilacza.
1. Usunąć standartowy wąż doprowadzający powietrze.
2. Wąż doprowadzający powietrze do zasilacza konsoli gazu palnego jest częścią dostarczaną wraz z konsolą gazu
palnego. Podłączyć wąż (nr części 024819) pomiędzy filtrem powietrza zasilacza a wpustem powietrza konsoli
gazu palnego.
Usunąć
standartowy wąż
doprowadzający
powietrze
Zainstalować wąż
doprowadzający
powietrze do konsoli
gazu palnego
Tu podłączyć linię
doprowadzającą
powietrze
1b
1f

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-21
Numer części Opis Długość
078203 Zespół przewodów konsoli gazu palnego
024819 Wąż (czarny): CG1 1 m (3 ft)
024820 Wąż (niebieski): CG2 1 m (3 ft)
123844 Kabel: wymiana informacji CAN (3x2 do 1x2) 1.5 m (5 ft)
123684 Kabel: zasilanie (3x1 do 1x1) 1.5 m (5 ft)
024819 Wąż: od filtra powietrza zasilacza do konsoli gazu palnego 1 m (3 ft)

INSTALACJA
3-22 HySpeed HSD130 Instrukcja obsługi
Zespół przewodów palnika
2
Numer części Długość
228050 7.5 m (25 ft)
228051 15 m (50 ft)
Czerwony

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-23
Podłączanie palnika do zespołu przewodów palnika
1. Przeprowadzić przewody ścieżką kabli na stole cięcia. Pozostawić wolny 2 m odcinek po stronie palnika dla
instalacji palnika.
2. Przytrzymując palnik, zdjąć obręcz mocującą z podzespołu palnika.
3. Odsuń plecioną osłonę i przepchnij tuleję wzdłuż przewodów. Wyrównaj palnik z wężami w zespole przewodów.
Węże nie mogą być splecione. Są one ze sobą złączone za pomocą taśmy, aby zapobiec spleceniu.
4. Podłączyć węże chłodziwa do palnika. Czerwone okucia łączyć z czerwonymi. Przykręcić okucia połączeniowe gazu
i chłodziwa używając dwu kluczy.
Pleciona osłona
Tuleja

INSTALACJA
3-24 HySpeed HSD130 Instrukcja obsługi
5. Podłącz wąż gazu osłonowego.
6. Podłączyć wąż gazu plazmowego. Okucie używa gwintu lewoskrętnego.
7. Podłączyć przewód łuku pilotującego.
Informacja: należy zwrócić uwagę, aby nie usunąć lub uszkodzić niewielkiego paska metalowego ze
szczelinami zajdującego się na końcu przewodu łuku pilotującego
7a. Odsuń izolację znad złączki.
7b. Przykręć złączkę do połączenia łuku pilotującego na palniku. Zaciśnij ręcznie, do oporu, aż uzyskane
zostanie pewne połączenie.
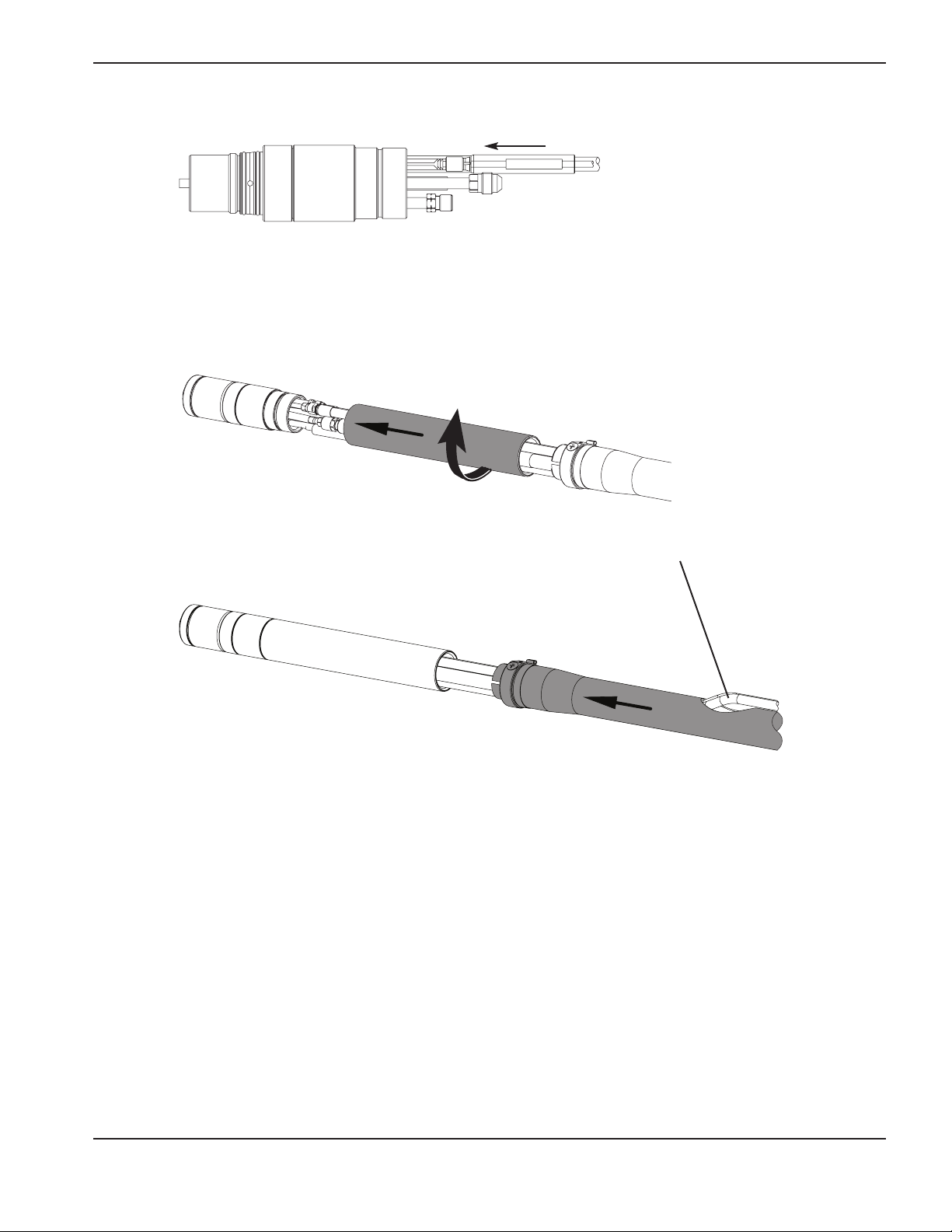
INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-25
7c. Nasuń obręcz mocującą zatrzaskując ją w poprawnym położeniu.
8. Nasuń obręcz mocującą na połączenia i przykręć ją do korpusu palnika.
9. Przesuń plecionkę ekranu w kierunku obręczy mocującej. Wsuń mosiężny pierścień w obręcz mocującą palnika.
Części powinny być w ciasnym kontakcie. Upewnij się, że węże gazu plazmowego i osłonowego wychodzą przez
otwór w plecionce ekranu.

INSTALACJA
3-26 HySpeed HSD130 Instrukcja obsługi
Przewód roboczy
3
Do stołu cięcia
Dolna rama stołu roboczego (typowa).
Stół roboczy
Zasilacz
Numer części Długość
123662 7.5 m (25 ft)
123663 15 m (50 ft)

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-27
Doprowadzenie napięcia łuku
Jeśli zainstalowane jest sterowanie poziomem palnika i wymagane jest niedzielone napięcie łuku (0 do 311 V prądu
stałego), może ono być mierzone przy pomocy połączeń przedstawionych na ilustracji na niniejszej stronie. Kable na
rysunku prowadzą do dzielnika napięcia (dostarczanego przez wytwórcę kontrolera poziomu palnika).
(+)
(—)

INSTALACJA
3-28 HySpeed HSD130 Instrukcja obsługi
Kolor Numer Wejście / Wejście /
przewodu styku wyjście Nazwa sygnału Funkcja wyjście Uwagi
Czarny 1 Wejście Brak Nieużywany Wyjście
Czerwony 20 Wejście Brak Nieużywany Wyjście
Czarny 2 Wyjście Brak Nieużywany Wejście
Zielony 21 Wyjście Brak Nieużywany Wejście
Czarny 3 Brak Nieużywany
Niebieski 22 Brak Nieużywany
Czarny 4 Wyjście Ruch E (-) Zgłasza CNC, że nastąpił transfer łuku i że ma rozpocząć Wejście 2
Żółty 23 Wyjście Ruch C (+) przemieszczenie maszyny po upływie zdefiniowanego w CNC czasu Wejście
opóźnienia przebicia.
Czarny 5 Wyjście Brak Nieużywany Wejście 2
Brązowy 24 Wyjściet Brak Nieużywany Wejście
Czarny 6 Wyjście Błąd zamknięcia E (-) Zgłasza CNC, że wystąpił błąd zamknięcia. Wejście 2
Pomarańczowy
25 Wyjście Błąd zamknięcia C(+)
Czerwony 7 Wyjście Brak Nieużywany Wejście 2
Biały 26 Wyjście Brak Nieużywany
Czerwony 8 Wyjście Brak Nieużywany Wejście 2
Zielony 27 Wyjście Brak Nieużywany Wejście
Czerwony 9 Wyjście Brak Nieużywany Wejście 2
Niebieski 28 Wyjściet Brak Nieużywany Wejście
Czerwony 10 Wyjście Brak Nieużywany Wejście 2
Żółty 29 Wyjście Brak Nieużywany Wejście
Czerwony 11 Brak Nieużywany
Brązowy 30 Brak Nieużywany
Czerwony 12 Wejście Narożnik - CNC zgłasza systemowi plazmowego, że zbliża się narożnik i należy Wyjście 1
Pomarańczowy
31 Wejście Narożnik + zredukować prąd cięcia (wartość prądu cięcia określana przez CNC lub Wyjście
domyślna – 75% prądu cięcia)
Zielony 13 Wejście Przebicie - CNC zgłasza systemowi plazmowemu, aby utrzymał wstępny przepływ Wyjście 1
Biały 32 Wejście Przebicie + osłony, dopóki CNC nie zwolni sygnału.
Zielony 14 Wejście Wstrzymanie - Niewymagane bez CommandTHC. CommandTHC wymaga sygnału Wyjście 1
Niebieski 33 Wejście Wstrzymanie + do wstępnego przepływu gazów podczas wyczuwania prędkości
początkowej (IHS).
Zielony 15 Wejście Start - CNC inicjuje łuk plazmowy. Wyjście 1
Żółty 34 Wejście Start + Wyjście
Zielony 16 Brak Nieużywany
Brązowy 35 Brak Nieużywany
Zielony 17 Brak Nieużywany
Pomarańczowy
36 Uziemienie zasilania Uziemienie
Biały 18 Uziemienie zasilania Uziemienie
Czarny 37 CNC +24 V (prąd stały) Dostępne napięcie 24 V prąd stały (maksymalnie 200 mA), patrz uwagi 3
19 CNC +24 V (prąd stały) Niepodłączony
Kabel od zasilacza do interfejsu CNC
4
Zasilacz CNC
Numer części Długość
123022 7.5 m (25 ft)
123023 15 m (50 ft)
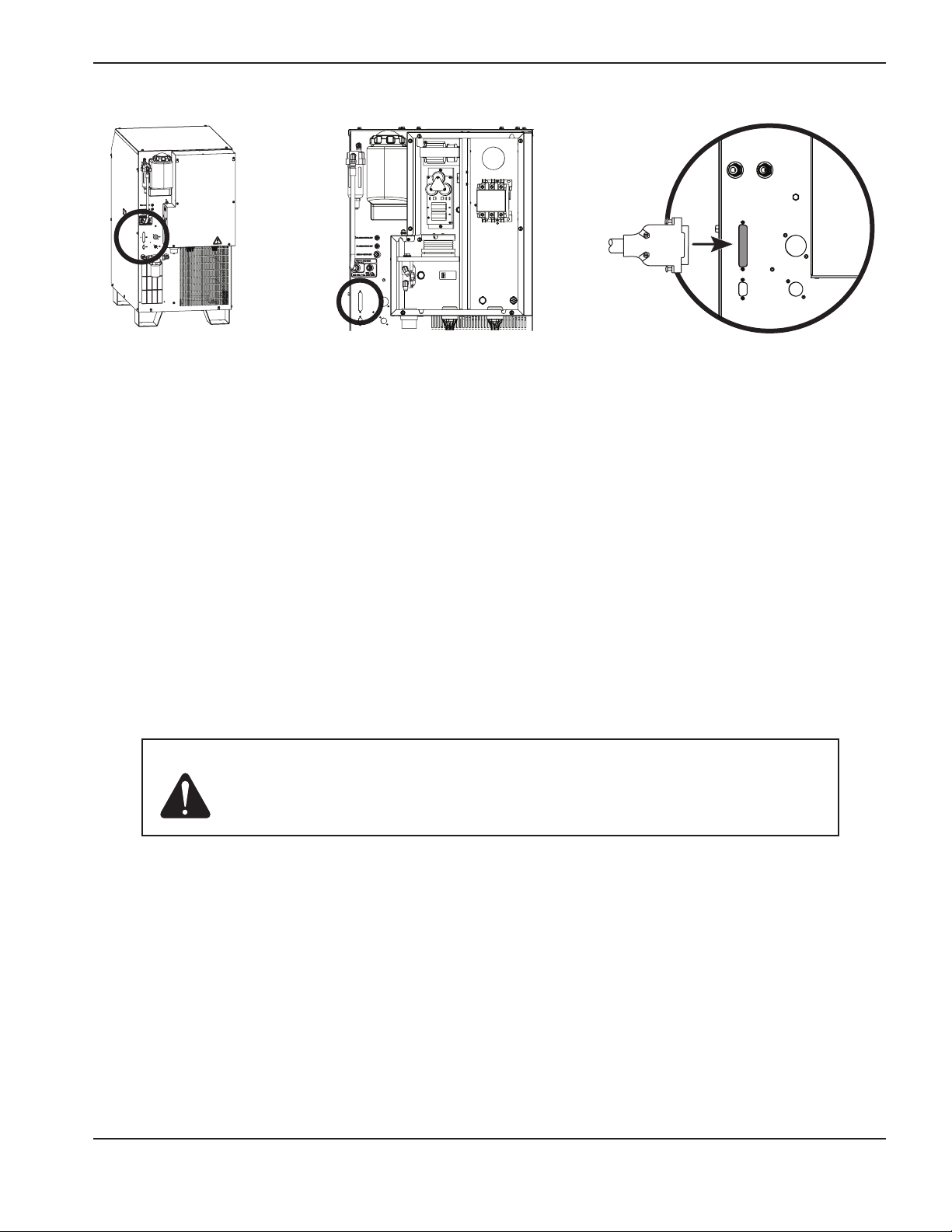
INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-29
Przestroga: Kabel CNC musi być skonstruowany z użyciem kabla o 360-stopniowej osłonie
i metalowej osłonie złączy na każdym z końców. Osłona musi być podłączona
do metalowych osłon na obu końcach w celu zapewnienia odpowiedniego
uziemienia i zagwarantowania najlepszej możliwej osłony.
Uwagi do listy ścieżek kabla interfejsu CNC
Informacja 1. Wejścia z przekaźników. Wymagają prądu stałego o napięciu 24 V i natężeniu 8,3 mA lub zamknięcia
styku bezprądowego.
Informacja 2. Wyjścia są izolowane optycznie, otwarte kolektory, tranzystory. Maksymalna wartość to prąd stały
o napięciu 24 V przy 10 mA.
Informacja 3. Ruch maszyny jest określany i wykorzystywany w konfiguracji wielomaszynowej.
Informacja 4. Prąd stały CNC o napięciu +24 V zapewnia maksymalnie napięcie 24 V prądu stałego o natężeniu
200 mA. Na J300 wymagana jest zworka do korzystania z napięcia 24 V.
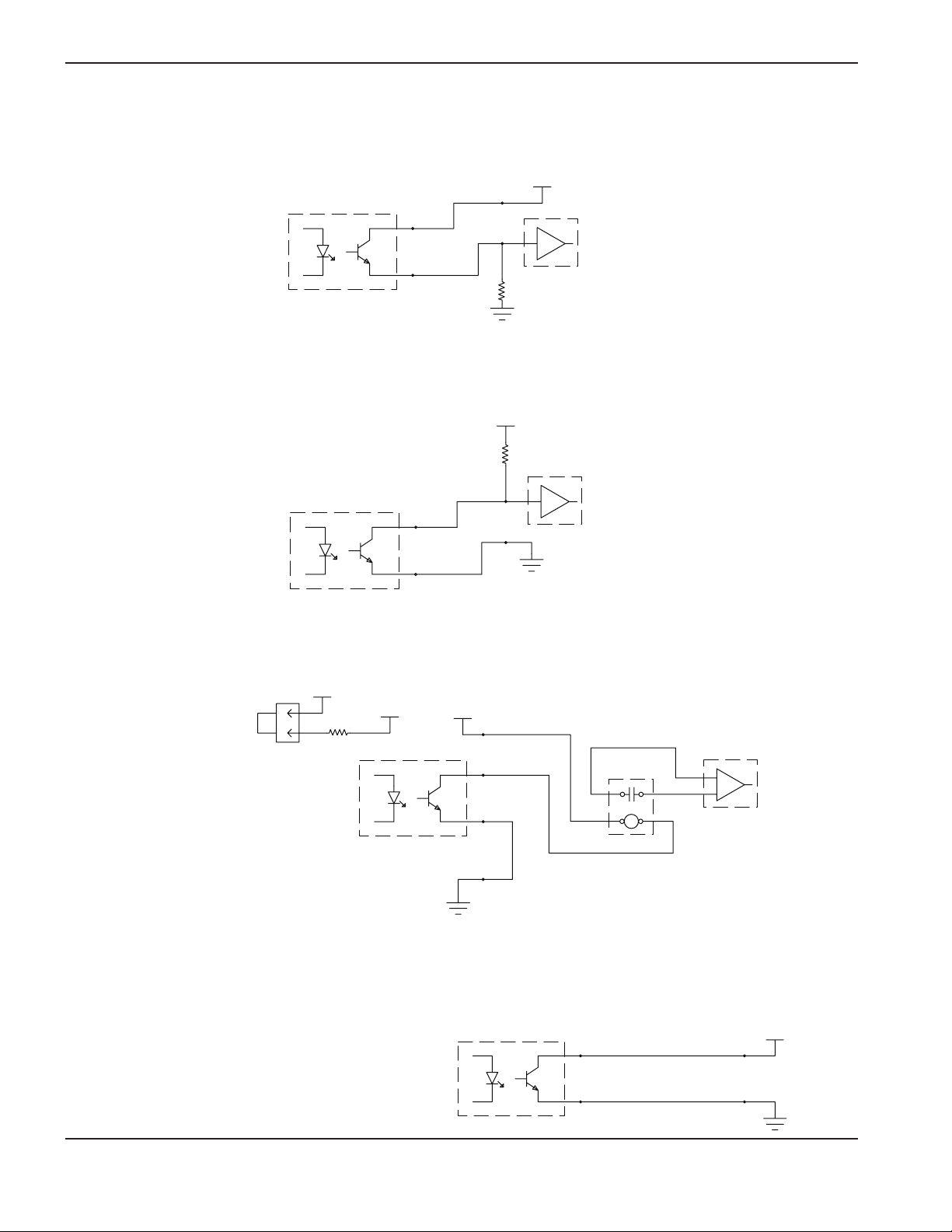
INSTALACJA
3-30 HySpeed HSD130 Instrukcja obsługi
CNC/PLC
C
HSD
E
+
-
HSD
C
E
+
-
CNC/PLC
CNC/PLC
CNC +24V
+24 V
prąd stały
CNC +24V
HSD
C
E
+
-
Uziemienie
zasilania
Przekaźnik zewnętrzny 24 V
prąd stały, cewka o niskiej
mocy ≤ 10 mA lub ≥ 2400 Ω
Wysokoprądowe wejścia
styków zamykających
(prąd zmienny lub stały)
°t
Dowolne napięcie
UNIEWAŻNIENIE
GWARANCJI
HSD
Należy
zainstalować
zworkę 108056
J300
C
E
+
-
Do 1x4
Przykłady obwodów wyjściowych
1. Interfejs logiczny, aktywny – wysoki
2. Interfejs logiczny, aktywny – niski
3. Interfejs przekaźnika
4. Nie należy używać tej konfiguracji.
Gwarancja zostanie unieważniona.
Wysoka impedancja (≤ 10 mA)
10 K
(opcjonalnie)
5 V prąd stały-24 V prąd stały
5 V prąd stały-24 V prąd stały
Wysoka impedancja (≤ 10 mA)
10 K
(opcjonalnie)

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-31
HSD
CNC/PLC
HSD
CNC/PLC
HSD
°
t
°
t
°
t
Przykłady obwodów wejściowych
Wyjście z
CNC/PLC
Zewnętrzny przekaźnik
(prąd zmienny lub stały)
1. Interfejs przekaźnika
+24 V prąd stały
Uziemienie
zasilania
2. Interfejs optoizolatora
+24 V prąd stały
Uziemienie
zasilania
Uziemienie
zasilania
Uziemienie
zasilania
Tranzystor – wyjście
optoizolatora
12V-24V
prąd stały
+24 V prąd stały
Aktywny – wysoki
stan napędu
3. Wzmocniony – interfejs wyjściowy
Informacja: Okres trwałości zewnętrznego przekaźnika można
wydłużyć przez równoległe podłączenie metalizowanego
poliestrowego kondensatora (0,022 ųF 100 V lub więcej) do
styków przekaźnika.

INSTALACJA
3-32 HySpeed HSD130 Instrukcja obsługi
Przełącznik odłączenia linii
Przełącznik odłączenia linii działa tak jak urządzenie odłączające (izolujące) napięcie
zasilania. Dla łatwiejszego dostępu dla operatora przełącznik należy zainstalować w pobliżu
zasilacza.
Instalacja musi być przeprowadzona zgodnie z wymaganiami przepisów lokalnych i
państwowych przez wykwalifikowanego elektryka.
Przełącznik powinien:
• Jeżeli znajduje się w pozycji „WYŁ.” – izolować sprzęt elektryczny i odłączać od
napięcia zasilającego wszystkie przewody pod napięciem.
• Mieć jedną pozycję „WYŁ.” i jedną „WŁ.”, wyraźnie opatrzone znakami „O” (WYŁ.) i „l” (WŁ.).
• Być wyposażony w zewnętrzną dźwignię umożliwiającą zablokowanie go w pozycji „WYŁ.”.
• Zawierać mechanizm o napędzie silnikowym działający jako awaryjne zatrzymanie.
• Zawierać zainstalowane wolne bezpieczniki o odpowiednich zdolnościach wyłączenia (patrz tabela powyżej).
Kabel zasilający
Przekroje kabli zależą od odległości gniazdka wtykowego od głównej tablicy rozdzielczej. Należy użyć czterożyłowego
wejściowego kabla zasilającego typu SO o wskaźniku temperaturowym 60°C. Instalacja musi być wykonana przez
licencjonowanego elektryka.
Wymagania dotyczące zasilania
Ogólne
Wszystkie przełączniki, bezpieczniki zwłoczne i kable są zapewniane przez klienta;
powinny one być wyselekcjonowane zgodnie z wymaganiami przepisów lokalnych i
państwowych. Instalacja musi być wykonana przez licencjonowanego elektryka.
Zasilacz powinien wykorzystywać osobną linię pierwotną odłączaną przełącznikiem.
FUSE
Informacja: Zalecenia dotyczące AWG kabli zostały zaczerpnięte z tabeli 310-16 amerykańskich przepisów
dotyczących elektryczności National Electric Code (USA).
Napięcie wejściowe Faza
Nominalny prąd
wejściowy przy
19,5 kW na wyjściu
Zalecany typ
bezpiecznika wolnego
Zalecany rozmiar kabla dla
długości maksymalnej 15 m
Nominalny dla 60°C
200/208 V prąd zmienny
3 62/58 A 85 A
30 mm2(3 AWG)
220 V prąd zmienny
3 56 A 80 A
30 mm2(3 AWG)
240 V prąd zmienny
3 52 A 65 A
26 mm2(4 AWG)
400 V prąd zmienny
3 32 A 40 A
10 mm2(8 AWG)
440 V prąd zmienny
3 28 A 35 A
8 mm2(8 AWG)
480 V prąd zmienny
3 26 A 35 A
8 mm2(8 AWG)
600 V prąd zmienny
3 21 A 30 A
6 mm2(10 AWG)
SWITCH BOX

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-33
Podłączanie zasilania
1. Włóż kabel zasilający w szynę chroniącą przed odkształceniami z tyłu zasilacza.
2. Podłącz przewód uziemiający (PE) do złącza GROUND, tak jak pokazano poniżej.
3. Podłącz przewody zasilające do złączy, tak jak pokazano poniżej.
4. Sprawdź, czy przełącznik odłączenia linii jest w pozycji WYŁ. i czy w niej pozostanie w dalszej części
instalacji systemu.
5. Podłącz przewody kabla zasilającego do przełącznika odłączenia linii zgodnie z krajowymi lub lokalnymi przepisami
w sprawie instalacji elektrycznych.
L1
GND
(Uziemienie)
L2
L3
L1
GND
(Uziemienie)
L2
L3
Zasilacz niezgodny z CE
Zasilacz CE
L1 = Biały
L2 = Czerwony
L3 = Czarny
GND = Zielony
NIEBEZPIECZEŃSTWO
PORAŻENIE PRĄDEM ELEKTRYCZNYM MOŻE BYĆ PRZYCZYNĄ ŚMIERCI
Przed wykonaniem podłączeń przewodu zasilającego przełącznik odłączenia linii musi znajdować się w
pozycji „WYŁ.”. W Stanach Zjednoczonych przed zakończeniem instalacji należy stosować procedurę
zablokowania/oznaczenia. W innych krajach należy postępować zgodnie z krajowymi lub lokalnymi
procedurami bezpieczeństwa.
Kolory przewodów w Ameryce Północnej
U – czarny
V – biały
W – czerwony
Uziemienie ochronne (PE) – zielony/żółty
Przełącznik
odłączenia
linii
Kabel
zasilający
Kolory przewodów w Europie
U – czarny
V – Niebieski
W – Brązowy
Uziemienie ochronne (PE) – zielony/żółty

INSTALACJA
3-34 HySpeed HSD130 Instrukcja obsługi
Wymagania dotyczące chłodziwa palnika
Zasilacz dostarczany jest bez jakiegokolwiek chłodziwa w zbiorniku. Firma Hypertherm zaleca mieszankę 30% glikolu
propylenowego, 69,9% wody dejonizowanej i 0,1% benzotriazolu. Mieszanka ta zamarza poniżej –12°C i zawiera
czynnik hamujący korozję, aby chronić powierzchnie miedziane przed obiegiem chłodziwa. Mieszanka dostępna jest w
pojemnikach o pojemności 3,8 litra, numer katalogowy 028872. Czysty (100%) glikol propylenowy można zamówić
jako produkt o numerze katalogowym 028873.
Przestroga: Przy temperaturach pracy niższych niż podana powyżej, procent glikolu
propylenowego należy zwiększyć. Zaniedbanie tego może doprowadzić do
pęknięcia głowicy palnika, węży lub innych uszkodzeń systemu chłodziwa
palnika powstałych w wyniku zamarznięcia.
Aby określić, czy zwiększony stosunek glikolu propylenowego do oczyszczonej wody jest potrzebny w danym systemie,
patrz załącznik zawierający karty charakterystyki substancji niebezpiecznej (MSDS).
Należy zapoznać się z poniższymi ostrzeżeniami i przestrogami. Więcej informacji o przechowywaniu glikolu
propylenowego i benzotriazolu oraz obchodzeniu się z nimi znajduje się w załączniku zawierającym karty
charakterystyki substancji niebezpiecznej (MSDS).
Przestroga: Należy zawsze używać glikolu propylenowego w mieszance chłodzącej. Nie
należy używać odmrażacza samochodowego zamiast glikolu propylenowego.
Odmrażacz zawiera inhibitory korozji, które powodują uszkodzenie systemu
chłodziwa palnika.
W mieszance chłodzącej zawsze należy używać oczyszczonej wody, aby
zapobiec uszkodzeniu pompy i korozji systemu chłodziwa palnika.
Wymagania dotyczące czystości wody
Kwestią krytyczną jest zapewnienie niskiego poziomu węglanów wapnia w chłodziwie, aby zapobiec obniżeniu
wydajności palnika lub systemu chłodziwa.
NIEBEZPIECZEŃSTWO
CHŁODZIWO MOŻE POWODOWAĆ PODRAŻNIENIE SKÓRY I OCZU ORAZ BYĆ
PRZYCZYNĄ POWIKŁAŃ LUB ŚMIERCI W RAZIE POŁKNIĘCIA
Glikol propylenowy i benzotriazol są substancjami powodującymi podrażnienie skóry i oczu oraz powikłania
lub śmierć w razie połknięcia. Po kontakcie należy przepłukać skórę lub oczy wodą. W razie połknięcia
należy popić wodą i natychmiast skonsultować się z lekarzem. Nie należy wywoływać wymiotów.

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-35
Wlewanie chłodziwa do zasilacza
System pobierze od 11,4 do 15,1 litra chłodziwa, w zależności od długości przewodów palnika oraz tego, czy system
wyposażony jest w lokalną czy zdalną konsolę zapłonową.
Spadł poziom chłodziwa w zbiorniku. Dodaj chłodziwa do napełnienia zbiornika i zakręć pokrywę.
3
Napełnij zbiornik chłodziwem.
1
Naciśnij i przytrzymaj gałkę AMPS na tablicy kontrolnej zasilacza, po czym włącz zasilacz. Te czynności
zapobiegają 5 s opóźnieniu włączenia pompy i powodują wstępne wypełnienie węży palnika chłodziwem. Zwolnij
gałkę AMPS po 60 s. Jeśli przepływ chłodziwa jest zgodny z wymaganiami, praca pompy nie zostanie
wstrzymana i można kontynuować rozruch. Jeśli pompa się wyłączy, należy wyłączyć zasilanie zasilacza i
powtórzyć opisane czynności.
2
Włącznik zasilania Gałka AMPS

INSTALACJA
3-36 HySpeed HSD130 Instrukcja obsługi
Wymagania dotyczące gazu
Klient musi zagwarantować w systemie wszystkie gazy oraz regulatory zasilania gazem. Stosuj tylko dwustopniowe
reduktory ciśnienia wysokiej jakości w odległości nie większej niż 3 m od zasilacza, lub opcjonalnej konsoli gazu
palnego. Szczegółowe zalecenia znajdują się poniżej w niniejszej części pod hasłem Reduktory ciśnienia gazu.
W części 2 znajdują się wymagania dotyczące gazów i wielkości przepływów.
Przestroga: Ciśnienia zasilania gazem niespełniające wymagań opisanych w części 2 mogą
być przyczyną słabej jakości cięcia, krótkiego okresu trwałości materiałów
eksploatacyjnych i problemów operacyjnych.
Jeśli gaz nie jest wystarczająco czysty, lub gdy doprowadzające węże, lub okucia
są nieszczelne.
• Szybkość cięcia może się zmniejszyć.
• Jakość cięcia może się pogorszyć.
• Maksymalna grubość cięcia może się zmniejszyć.
• Okres trwałości części może ulec skróceniu.
Ustawianie regulatorów zasilających
1. Upewnij się, że zasilanie jest wyłączone. Nastaw na reduktorze ciśnienia tlenu wartość 8,3 bara. Ustaw na
reduktorze ciśnienia powietrza wartość 7,2 bara. Jeśli w użytku jest opcjonalna konsola gazu palnego, nastaw
ciśnienie H35, F5 i N2na wartość 8,3 bara.
2. Włącz zasilanie.
3. Po zakończeniu cyklu przedmuchiwania, ustaw przełącznik wyboru w
pozycji SET.
4. Skoryguj nastawienia wszystkich reduktorów ciśnienia podczas przepływu gazu. Zweryfikuj, że nastawy regulatorów
ciśnienia odpowiadają wartościom wyszczególnionym w punkcie 1 powyżej.
5. Ustaw przełącznik wyboru w pozycji RUN (środkowej).

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-37
Regulatory gazu
Regulatory gazu o niskiej jakości nie zapewniają jednolitego ciśnienia zasilającego i mogą powodować niską jakość
cięcia i problemy w działaniu systemu. Stosuj jednostopniowe reduktory ciśnienia wysokiej jakości dla utrzymania
stałego ciśnienia gazu zasilania, jeśli źródłem jest ciecz kriogeniczna, lub lokalny zbiornik. Dwustopniowe reduktory
ciśnienia wysokiej jakości powinny być stosowane dla utrzymania stałęgo ciśnienia gazów zasilania, gdy ich źródłami
są wysokociśnieniowe cylindry gazowe.
Na poniższej liście znajdują się reduktory ciśnienia wysokiej jakości oferowane przez Hypertherm, które spełniają
wymogi Amerykańskiego Stowarzyszenia dla Sprężonych Gazów (USCGA). W innych krajach należy stosować reduktory
spełniające wymagania lokalnych i państwowych władz.
Numer
części Opis
Liczba
128544 Kit: Oxygen, 2-stage * 1
128545 Kit: Inert Gas, 2-stage 1
128546 Kit: Hydrogen (H5, H35 and methane) 2-stage 1
128547 Kit: Air, 2-stage 1
128548 Kit: 1-stage (for use with cryogenic liquid nitrogen or oxygen) 1
022037 Oxygen, 2-stage 1
022038 Inert gas, 2-stage 1
022039 Hydrogen/methane, 2-stage 3
022040 Air, 2-stage 1
022041 Line regulator, 1-stage 1
* Zestawy zawierają właściwe okucia
Regulator dwustanowy
Regulator jednostanowy

INSTALACJA
3-38 HySpeed HSD130 Instrukcja obsługi
Instalacje zasilania gazem
Sztywna instalacja miedziana lub odpowiednio elastyczne węże mogą zostać użyte dla wszystkich przypadków zasilania
gazem. Nie należy używać rur stalowych ani aluminiowych. Po zakończeniu instalacji należy w systemie wytworzyć
ciśnienie i sprawdzić szczelność.
Zalecane przekroje węży to 9,5 mm dla długości < 23 m oraz 12,5 mm dla długości > 23 m.
W systemach z wężami elastycznymi należy używać węży zaprojektowanych do gazów obojętnych, aby transportować
powietrze, azot lub mieszankę argon-wodór.
Przestroga: podczas konfiguracji konsoli do używanych gazów, należy się upewnić, że
wszystkie węże, złączki i okucia są właściwe dla tlenu, mieszanki argon-wodór
i metanu. Instalacja musi spełniać wymagania lokalnych i państwowych władz.
Informacja: W przypadku cięcia tlenem jako gazem plazmowym, powietrze musi być również doprowadzone do
konsoli gazowej, aby osiągnąć wymagane składy mieszanek podczas przepływu wstępnego i
kończącego.
OSTRZEŻENIE
CIĘCIE Z UŻYCIEM TLENU MOŻE BYĆ PRZYCZYNĄ POŻARU LUB WYBUCHU
Cięcie z użyciem tlenu jako gazu plazmowego może wywołać potencjalne zagrożenie pożarem w związku z
wytworzeniem atmosfery bogatej w tlen. Jako zabezpieczenie podczas cięcia z użyciem tlenu firma
Hypertherm zaleca zainstalowanie systemu wentylacji wyciągowej.
Urządzenie przeciwwybuchowe jest wymagane (chyba że jest niedostępne dla określonych rodzajów gazów
lub wymaganych ciśnień) w celu zapobieżenia pożarowi rozprzestrzeniającemu się od gazu zasilającego.

INSTALACJA
HySpeed HSD130 Instrukcja obsługi 3-39
Podłączanie gazów zasilających
System standartowy
Podłącz gazy zasilania do zasilacza.
System z gazem palnym
Podłącz gazy zasilania do konsoli gazowej. Węże palnika muszą być przepłukane (neutralnym gazem) przy zmianie
gazów.
Okucie Rozmiar
H35 / F5 9/16 – 18 LH,
(gaz opałowy) „B”
N
2
5/8 – 18, RH,
wewnętrzny (gaz
obojętny) „B”
O
2
9/16 – 18, RH
(tlen) „B”
Powietrze 9/16 – 18, JIC, nr 6

INSTALACJA
3-40 HySpeed HSD130 Instrukcja obsługi
Węże gazów zasilających
Wąż do powietrza
6
Wąż do tlenu
7
Numer części Długość
024659 7.5 m (25 ft)
024660 15 m (50 ft)
Wąż do azotu
9
Wąż do F5 lub H35
8
Numer części Długość
024205 7.5 m (25 ft)
024155 15 m (50 ft)
Numer części Długość
024384 7.5 m (25 ft)
024656 15 m (50 ft)
Numer części Długość
024134 7.5 m (25 ft)
024112 15 m (50 ft)
HySpeed HSD130 Instrukcja obsługi 4-1
Część 4
OBSŁUGA
W tej części:
Pokrętła i wskaźniki..............................................................................................................................................................4-2
Główny włącznik zasilania ..........................................................................................................................................4-2
Codzienny rozruch................................................................................................................................................................4-3
Sprawdzenie palnika...................................................................................................................................................4-3
Obsługa systemu..................................................................................................................................................................4-4
Wskaźnik AMPS ..........................................................................................................................................................4-4
Obsługa konsoli gazu palnego.............................................................................................................................................4-5
Wybór materiałów eksploatacyjnych...................................................................................................................................4-6
Stal miękka..................................................................................................................................................................4-6
Stal nierdzewna...........................................................................................................................................................4-6
Aluminium ...................................................................................................................................................................4-7
Instalowanie materiałów eksploatacyjnych........................................................................................................................4-8
Wykresy cięcia ......................................................................................................................................................................4-9
Szacowana kompensacja szerokości szczeliny ........................................................................................................4-9
Wymiana materiałów eksploatacyjnych............................................................................................................................4-23
Usuwanie materiałów eksploatacyjnych .................................................................................................................4-23
Przegląd materiałów eksploatacyjnych ...................................................................................................................4-24
Przegląd palnika .......................................................................................................................................................4-25
Kontrola głębokości wgłębienia elektrody...............................................................................................................4-26
Wymiana rury wodnej palnika ...........................................................................................................................................4-27
Najczęstsze przyczyny błędów podczas cięcia .................................................................................................................4-28
Jak zoptymalizować jakość cięcia.....................................................................................................................................4-29
Wskazówki związane ze stołem i palnikiem............................................................................................................4-29
Wskazówki dotyczące ustawień plazmy ..................................................................................................................4-29
Maksymalizowanie okresu trwałości materiałów eksploatacyjnych......................................................................4-29
Dodatkowe czynniki wpływające na jakości cięcia .................................................................................................4-30
Dodatkowe ulepszenia.............................................................................................................................................4-31

OBSŁUGA
4-2 HySpeed HSD130 Instrukcja obsługi
Pokrętła i wskaźniki
Główny włącznik zasilania
Włącznik jest podświetlony gdy jest w pozycji I (włączonej).
Włączony (I)
Zasilanie prądem zmiennym jest dostarczane do transformatora kontrolnego,
włączając zasilacz.
Wyłączony (O)
Zasilanie prądem zmiennym jest odcięte od transformatora kontrolnego,
wyłączając zasilacz.

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-3
Codzienny rozruch
Przed przystąpieniem do rozruchu należy upewnić się, że środowisko cięcia i ubranie spełniają wymagania dotyczące
bezpieczeństwa przedstawione w części Bezpieczeństwo niniejszego podręcznika.
Sprawdzenie palnika
1. WYŁĄCZ główny przełącznik odłączający zasilacz.
2. Usuń materiały eksploatacyjne z palnika i sprawdź, czy nie są zużyte lub uszkodzone. Po usunięciu materiały
eksploatacyjne zawsze należy trzymać na czystej, suchej, pozbawionej oleju powierzchni. Zabrudzone
materiały eksploatacyjne mogą doprowadzić do awarii palnika.
• Szczegóły i tabele przeglądów części znajdują się w punkcie Wymiana materiałów eksploatacyjnych poniżej w
tej części.
• Informacje o materiałach eksploatacyjnych zależnych od ciętego materiału znajdują się w części Wybór
materiałów eksploatacyjnych.
3. Wymień materiały eksploatacyjne. Szczegóły znajdują się w punkcie Wymiana materiałów eksploatacyjnych poniżej
w tej części.
4. Upewnij się, że palnik znajduje się w pozycji pionowej względem elementu obrabianego.
PalnikPierścień
przewodzący
ElektrodaPierścień wirowy
Dysza
Osłona
Nasadkę
OSTRZEŻENIE
Przed przystąpieniem do obsługi tego systemu wymagane jest dokładne zapoznanie się z częścią
Bezpieczeństwo. Przed przystąpieniem do wykonywania poniższych czynności należy WYŁĄCZYĆ główny
przełącznik odłączający zasilacz.
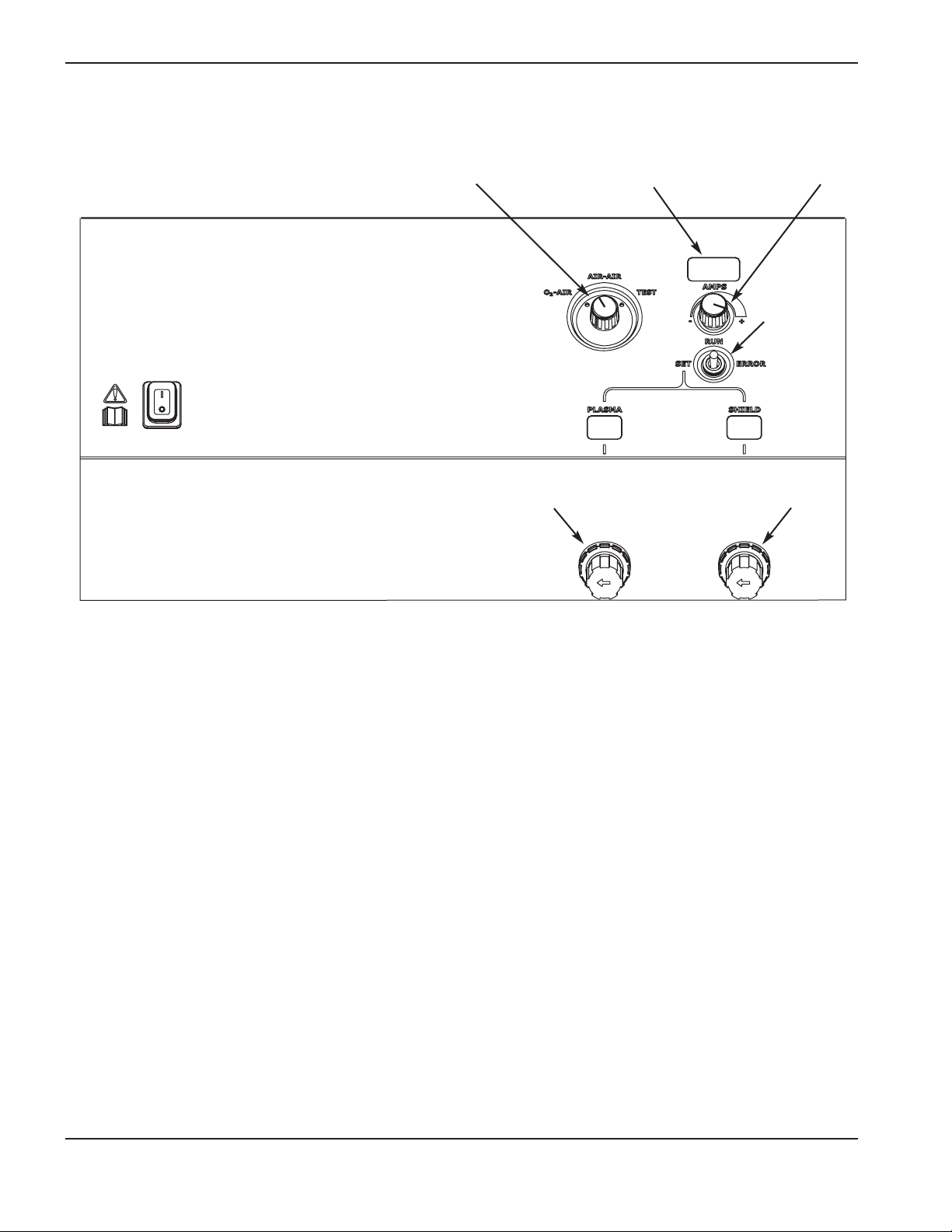
OBSŁUGA
4-4 HySpeed HSD130 Instrukcja obsługi
1. Przełącznik wyboru powinien być w pozycji RUN podczas włączania zasilania.
2. Nastaw prąd przy użyciu gałki AMPS.
3. Wybierz proces przy pomocy gałka wyboru procesu.
4. Przesuń przełącznik wyboru w pozycję SET.
5. Nastaw wartości cieśnienia gazu plazmowego (PLASMA) i osłonowego (SHIELD) zgodnie z pożądanym procesem.
Pociągnij za gałkę aby zwolnić jej blokadę i móc nastawić ciśnienie. Wciśnij gałkę do zatrzaśnięcia w zablokowanej
pozycji.
Informacja: gdy przełącznik wyboru znajduje się w pozycji SET, wskaźnik AMPS pokazuje ciśnienie wejściowe
gazu osłonowego.
6. Przesuń przełącznik wyboru w pozycję RUN.
Wskaźnik AMPS
• Gdy przełącznik wyboru znajduje się w pozycji RUN, wskaźnik AMPS pokazuje bieżącą wartość nastawy prądu.
• Podczas cięcia, wskaźnik AMPS pokazuje rzeczywisty prąd cięcia.
• Aby wyświetlić wartość napięcia wyjściowego podczas cięcia, wciśnij gałkę AMPS.
Gałka
AMPS
Gałka wyboru
procesu
Gałka nastawiania
gazu plazmowego
Przełącznik
wyboru
Gałka nastawiania
gazu osłonowego
Obsługa systemu
Wskaźnik
AMPS
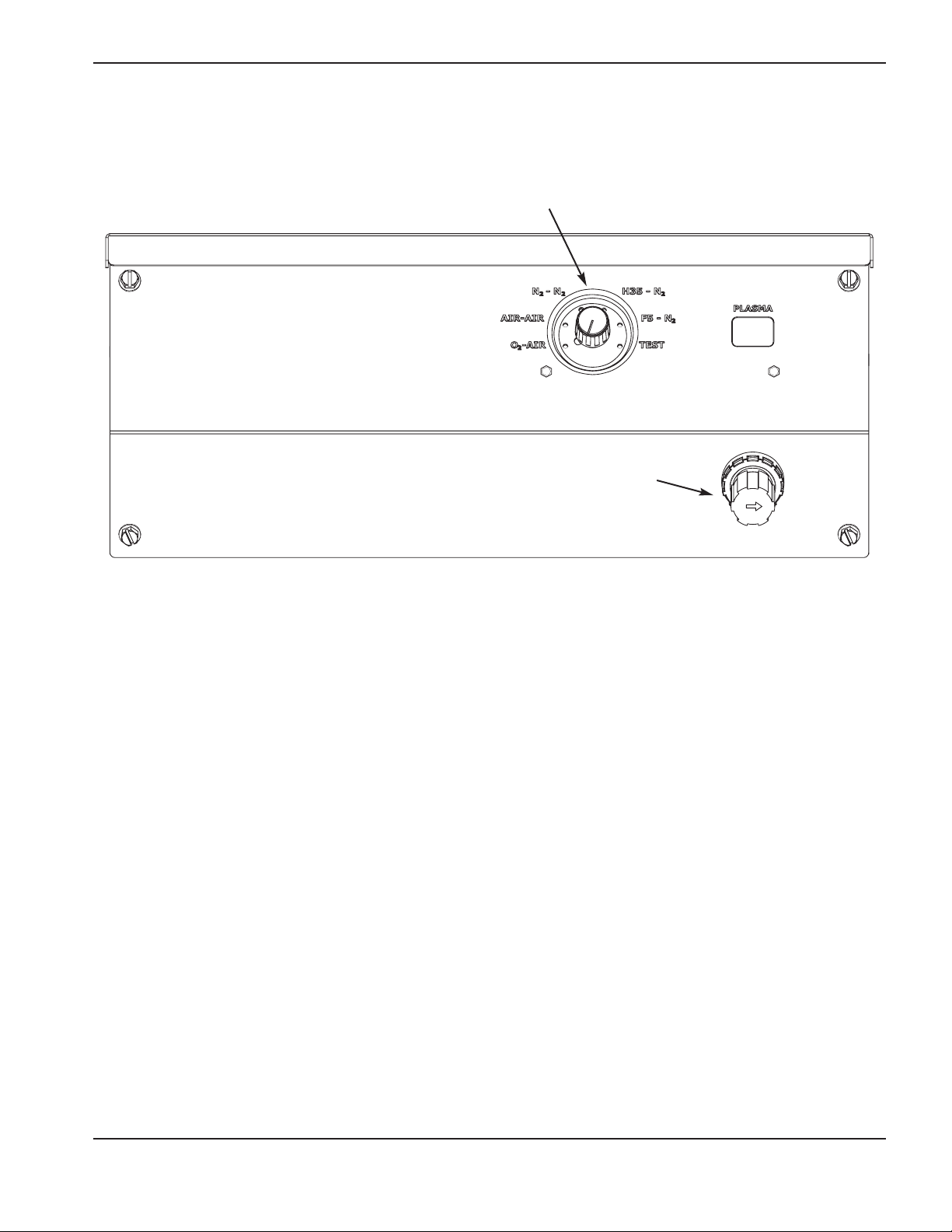
OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-5
Obsługa konsoli gazu palnego
Informacja: Gałka nastawiania plazmy konsoli gazu palnego jest wykorzystywana, gdy wybrany jest proces
H35, lub F5. Gdy wybranym procesem jest O2(tlen), Air (powietrze), lub N2(azot), wykorzystywana
jest gałka nastawiania plazmy na zasilaczu (jak opisano na poprzedniej stronie).
1. Przełącznik wyboru powinien być w pozycji RUN podczas włączania zasilania.
2. Przesuń przełącznik wyboru w pozycję SET i nastaw wartość prądu przy pomocy gałki AMPS.
3. Wybierz proces przy pomocy gałki wyboru procesu na konsoli gazu palnego.
4. Nastaw wartość cieśnienia gazu plazmowego (PLASMA) na konsoli gazu palnego (H35/F5).
5. Nastaw wartość cieśnienia gazu osłonowego (SHIELD) na zasilaczu, zgodnie z pożądanym procesem.
6. Przesuń przełącznik wyboru na zasilaczu w pozycję RUN.
Gałka nastawiania
gazu plazmowego
Gałka wyboru
procesu
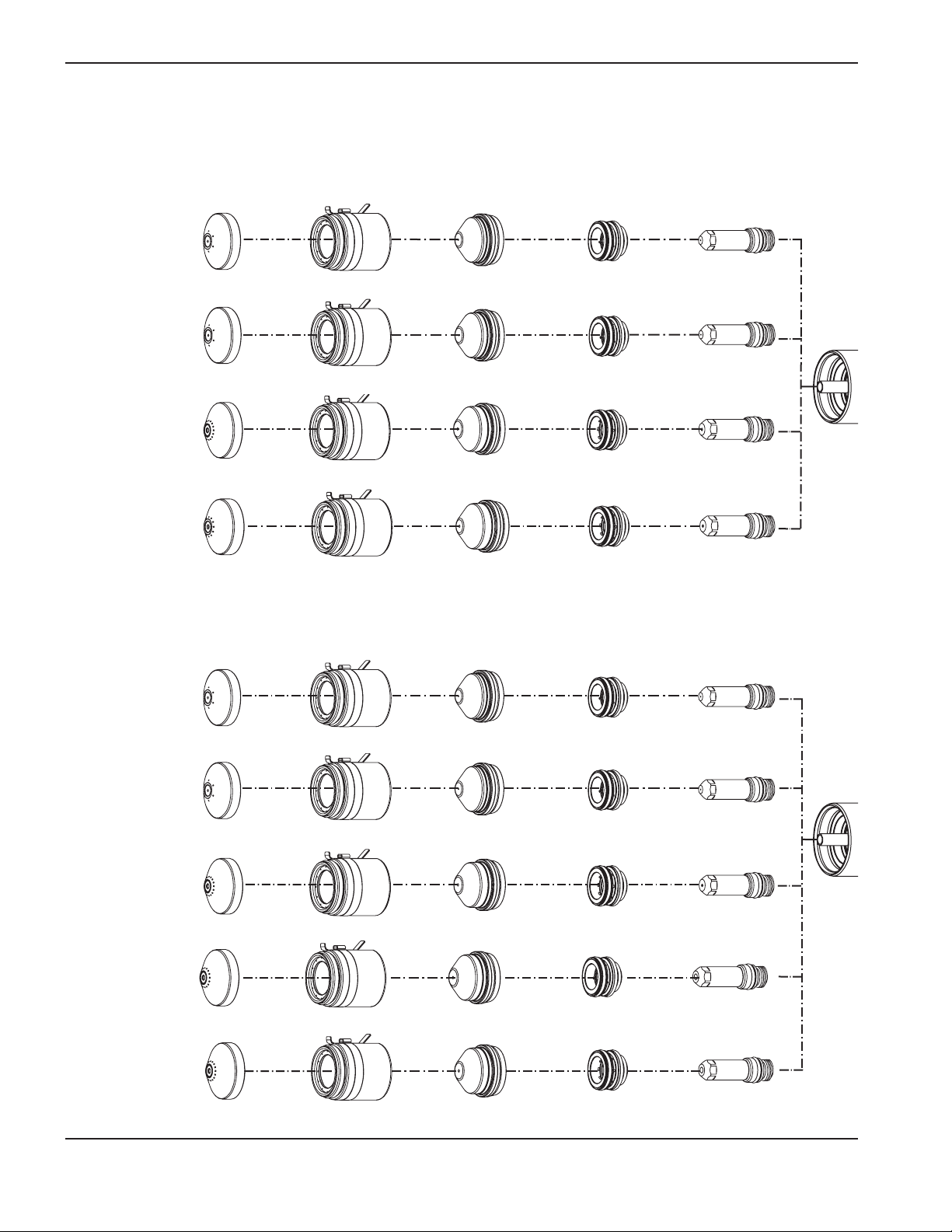
OBSŁUGA
4-6 HySpeed HSD130 Instrukcja obsługi
Wybór materiałów eksploatacyjnych
Stal miękka
130 A (Powietrze)
Osłona Dysza
Pierścień
wirowy
Elektroda
220532
Nasadkę
Stal nierdzewna
Osłona Dysza
Pierścień
wirowy
ElektrodaNasadkę
50 A (O
2
)
45 A (Powietrze)
220525
220529 220528220578
220536
220492 220488 220487220578
220532
220530 220529 220528220578
220491 220489 220488 220487220578
130 A (O
2
)
220532 220525 220529 220528220578
220536 220492 220488 220487220578
45 A (Powietrze)
130 A (Powietrze)
45 A (N
2
i F5/N2)
220532 220525 220529 220528220534
130 A (H35)
220536 220535 220529 020415220534
130 A (N
2
)
220536 220535 220488 020415220578

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-7
220532 220525 220529 220528220578
220536 220492 220488 220487220578
45 A (Powietrze)
130 A (Powietrze)
130 A (H35)
220536 220535 220529 020415220534
Aluminium
Osłona Dysza
Pierścień
wirowy
ElektrodaNasadkę

OBSŁUGA
4-8 HySpeed HSD130 Instrukcja obsługi
Instalowanie materiałów eksploatacyjnych
Nanieś cienką warstwę smaru silikonowego na
wszystkie pierścienie uszczelniające o przekroju
okrągłym.
Części nie należy dokręcać zbyt mocno! Należy dokręcać, dopóki połączenie między
elementami jest szczelne. Oczyść wnętrze palnika przy pomocy sprężonego powietrza za
każdym razem, gdy zakładane są nowe części eksploatacyjne.
Oczyść powierzchnię
dopasowującą dyszę
na palniku przy
pomocy zwitka waty i
wody, lub 3% wody
utlenionej.
Numer seryjny
narzędzia
027102
Zainstaluj elektrodę Zainstaluj pierścień wirowy Zainstaluj dyszę i pierścień
wirowy
Zainstaluj kołpak
zatrzymujący
Zainstaluj osłonę

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-9
Wykresy cięcia
Poniższe wykresy cięcia przedstawiają materiały eksploatacyjne, prędkości cięcia oraz ustawienia gazu i palnika
wymagane dla każdego procesu.
Wartości przedstawione na wykresach cięcia są wartościami zalecanymi do osiągnięcia wysokiej jakości cięcia i
minimalnej ilości żużlu. Ze względu na różnice między instalacjami i kompozycjami materiału, może zajść konieczność
regulacji w celu osiągnięcia oczekiwanych wyników.
Grubość materiału (palce)
Stal miękka 0.06 0.135 0.25 0.375 0.5 0.75 1
130 O2/Powietrze 0.061 0.07 0.078 0.088 0.092 0.121
130 Powietrze/Powietrze 0.053 0.062 0.074 0.082 0.107 0.128
50 O2/Powietrze 0.041 0.046 0.058
45 Powietrze/Powietrze 0.032 0.050 0.056
Stal nierdzewna
130 Powietrze/Powietrze 0.065 0.076 0.084 0.109
130 N2/N2 0.065 0.065 0.100 0.139
130 H35/N2 0.113 0.109 0.102 0.116
45 Powietrze/Powietrze 0.032 0.044 0.050
45 N2/N2 0.021 0.026 0.026
45 F5/N2 0.024 0.025 0.032
Aluminium
130 Powietrze/Powietrze 0.082 0.076 0.085 0.106 0.111
130 H35/N2 0.088 0.086 0.079 0.046
45 Powietrze/Powietrze 0.046 0.047 0.048
Szacowana kompensacja szerokości szczeliny
Grubość materiału (mm)
Stal miękka 1,524 3,429 6,350 9,525 12,70 19,05 25,40
130 O2/Powietrze 1,549 1,778 1,981 2,235 2,336 3,073
130 Powietrze/Powietrze 1,346 1,574 1,879 2,082 2,717 3,251
50 O2/Powietrze 1,041 1,168 1,473
45 Powietrze/Powietrze 0,812 1,270 1,422
Stal nierdzewna
130 Powietrze/Powietrze 1,651 1,930 2,133 2,768
130 N2/N2 1,651 1,651 2,540 3,530
130 H35/N2 2,870 2,768 2,590 2,946
45 Powietrze/Powietrze 0,812 1,117 1,270
45 N2/N2 0,533 0,660 0,660
45 F5/N2 0,609 0,635 0,812
Aluminium
130 Powietrze/Powietrze 2,082 1,930 2,159 2,692 2,819
130 H35/N2 2,235 2,184 2,006 1,168
45 Powietrze/Powietrze 1,168 1,193 1,219

OBSŁUGA
4-10 HySpeed HSD130 Instrukcja obsługi
220532
220525
220529 220528
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
Powietrze Powietrze 57 50
0,5
104 1,5 8930 3,0 200 0,0
0,8
106 1,5 8400 3,0 200 0,0
1,0
107 1,5 7750 3,0 200 0,1
1,2
108 1,8 7250 3,6 200 0,1
1,5
109 1,8 6500 3,6 200 0,2
2,0
110 1,8 5800 3,6 200 0,2
2,5
110 2,0 4700 4,0 200 0,2
3,0
110 2,0 3300 4,0 200 0,3
4,0
113 2,3 1950 4,6 200 0,4
6,0
115 2,5 1575 5,0 200 0,5
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
seconds
Powietrze Powietrze 57 50
0.018
104 0.060 360 0.120 200 0.0
0.024
105 0.060 345 0.120 200 0.0
0.030
106 0.060 335 0.120 200 0.0
0.036
107 0.060 315 0.120 200 0.1
0.048
108 0.070 285 0.140 200 0.1
0.060
109 0.070 255 0.140 200 0.2
0.075
110 0.070 235 0.140 200 0.2
0.105
110 0.080 170 0.160 200 0.2
0.135
110 0.080 90 0.160 200 0.3
3/16
113 0.090 70 0.180 200 0.4
1/4
116 0.100 60 0.200 200 0.5
Poziom przepływu – l/min
Powietrze
Wstępny przepływ 113 / 240
Przepływ cięcia 122 / 258
Stal miękka
Plazma powietrzna / osłona powietrzna
Cięcie 45 A

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-11
220532
220530 220529 220528
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
O
2
Powietrze 72 36
0,5
98 1,5 7550 3,0 200 0,0
0,8
98 1,5 7050 3,0 200 0,0
1,0
98 1,5 6775 3,0 200 0,1
1,2
98 1,5 6600 3,0 200 0,1
1,5
98 1,5 6150 3,0 200 0,1
2,0
98 1,5 5400 3,0 200 0,1
2,5
100 1,8 4300 3,6 200 0,2
3,0
102 1,8 3650 3,6 200 0,3
4,0
104 2,0 2800 4,0 200 0,4
6,0
108 2,5 1750 5,0 200 0,5
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
O
2
Powietrze 72 36
0.018
98 0.060 300 0.120 200 0.0
0.024
98 0.060 290 0.120 200 0.0
0.030
98 0.060 280 0.120 200 0.0
0.036
98 0.060 270 0.120 200 0.1
0.048
98 0.060 260 0.120 200 0.1
0.060
98 0.060 240 0.120 200 0.1
0.075
98 0.060 220 0.120 200 0.1
0.105
100 0.070 160 0.140 200 0.2
0.135
103 0.070 130 0.140 200 0.3
3/16
106 0.090 85 0.180 200 0.4
1/4
108 0.100 65 0.200 200 0.5
Poziom przepływu – l/min
O
2
Powietrze
Wstępny przepływ 0 / 0 69 / 146
Przepływ cięcia 29 / 62 73 / 155
Stal miękka
Plazma O2/ osłona powietrzna
Cięcie 50 A
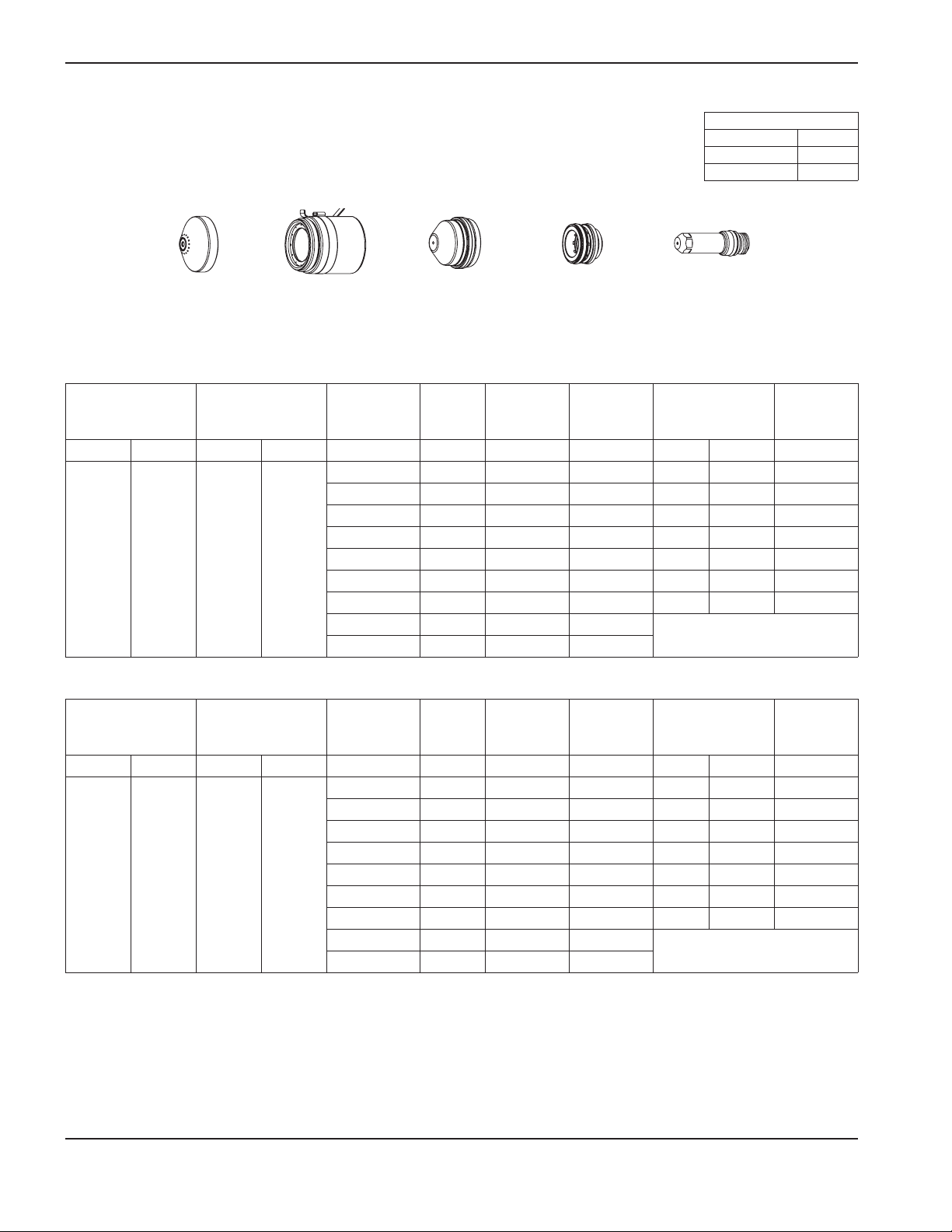
OBSŁUGA
4-12 HySpeed HSD130 Instrukcja obsługi
220536
220492 220488 220487
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
Powietrze
Wstępny przepływ 67 / 142
Przepływ cięcia 132 / 280
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
Powietrze Powietrze 72 35
3
136 3,1 6000 6,2 200 0,1
4
13 3,1 4930 6,2 200 0,2
6
138 3,6 3850 7,2 200 0,3
10
142 4,1 2450 8,2 200 0,5
12
144 4,1 2050 8,2 200 0,5
15
150 4,6 1450 9,2 200 0,8
20
153 4,6 810 10,5 230 1,2
25
163 4,6 410
Rozpoczęcie cięcia na krawędzi
32
170 5,1 250
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
Powietrze Powietrze 72 35
0.1350
136 0.120 220 0.240 200 0.1
0.1875
136 0.120 160 0.240 200 0.2
0.2500
138 0.140 150 0.280 200 0.3
0.3750
142 0.160 100 0.320 200 0.5
0.5000
144 0.160 75 0.320 200 0.5
0.6250
150 0.180 50 0.360 200 0.8
0.7500
153 0.180 35 0.420 230 1.2
1
163 0.180 15
Rozpoczęcie cięcia na krawędzi
1-1/4
170 0.200 10
Stal miękka
Plazma powietrzna / osłona powietrzna
Cięcie 130 A

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-13
220491 220489 220488 220487
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
O
2
Powietrze
Wstępny przepływ 0 / 0 90 / 190
Przepływ cięcia 48 / 102 92 / 195
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
O
2
Powietrze 65
48
0.1350
128 0.100 240 0.2 200 0.1
0.1875
129 0.110 190 0.22 200 0.2
0.2500
130 0.110 150 0.22 200 0.3
0.3750
134 0.120 110 0.24 200 0.3
0.5000
136 0.120 80 0.24 200 0.5
0.6250
141 0.150 60 0.3 200 0.7
43
0.7500
142 0.150 50 0.3 200 1
1
152 0.160 25 0.32 200 1.5
1-1/4
155 0.180 20
Rozpoczęcie cięcia na krawędzi
1-1/2
160 0.180 12
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
O
2
Powietrze 65
48
3
128 2,5 6500 5 200 0,1
4
129 2,8 5420 5,6 200 0,2
6
130 2,8 4000 5,6 200 0,3
10
134 3,0 2650 6 200 0,3
12
136 3,0 2200 6 200 0,5
15
141 3,8 1650 7,6 200 0,7
43
20
142 3,8 1130 7,6 200 1
25
152 4,0 675 8 200 1,5
32
155 4,5 480
Rozpoczęcie cięcia na krawędzi
38
160 4,5 305
Stal miękka
Plazma O2/ osłona powietrzna
Cięcie 130 A

OBSŁUGA
4-14 HySpeed HSD130 Instrukcja obsługi
220532 220525 220529 220528
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
Powietrze
Wstępny przepływ 149 / 315
Przepływ cięcia 161 / 342
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
Powietrze Powietrze 62 73
0.018
102 0.060 270 0.120 200 0.0
0.024
103 0.060 260 0.120 200 0.0
0.030
104 0.060 245 0.120 200 0.0
0.036
105 0.060 230 0.120 200 0.1
0.048
108 0.070 200 0.140 200 0.1
0.060
109 0.070 175 0.140 200 0.2
0.075
110 0.070 150 0.140 200 0.2
0.105
113 0.080 110 0.160 200 0.2
0.135
117 0.080 70 0.160 200 0.3
3/16
120 0.090 50 0.180 200 0.4
1/4
122 0.100 40 0.200 200 0.5
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
Powietrze Powietrze 62 73
0,5
102 1,5 6800 3,0 200 0,0
0,8
104 1,5 6100 3,0 200 0,0
1,0
105 1,5 5600 3,0 200 0,1
1,2
108 1,8 5100 3,6 200 0,1
1,5
109 1,8 4500 3,6 200 0,2
2,0
110 1,8 3650 3,6 200 0,2
2,5
113 2,0 3000 4,0 200 0,2
3,0
117 2,0 2250 4,0 200 0,3
4,0
120 2,3 1500 4,6 200 0,4
6,0
122 2,5 1050 5,0 200 0,5
Stal nierdzewna
Plazma powietrzna / osłona powietrzna
Cięcie 45 A

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-15
220532 220525 220529 220528
220534
220533 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
N
2
Wstępny przepływ 74 / 157
Przepływ cięcia 91 / 192
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
N
2
N
2
73 25
0.018
106 0.060 280 0.120 200 0.0
0.024
106 0.060 270 0.120 200 0.0
0.030
107 0.060 260 0.120 200 0.0
0.036
107 0.060 240 0.120 200 0.1
0.048
109 0.070 210 0.140 200 0.1
0.060
112 0.070 180 0.140 200 0.2
0.075
114 0.070 160 0.140 200 0.2
0.105
118 0.080 120 0.160 200 0.2
0.135
119 0.080 75 0.160 200 0.3
3/16
121 0.090 60 0.180 200 0.4
1/4
126 0.100 40 0.200 200 0.5
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
N
2
N
2
73 25
0,5
106 1,5 7000 3,0 200 0,0
0,8
107 1,5 6500 3,0 200 0,0
1,0
107 1,5 5850 3,0 200 0,1
1,2
109 1,8 5350 3,6 200 0,1
1,5
112 1,8 4600 3,6 200 0,2
2,0
114 1,8 3950 3,6 200 0,2
2,5
118 2,0 3300 4,0 200 0,2
3,0
119 2,0 2450 4,0 200 0,3
4,0
121 2,3 1700 4,6 200 0,4
6,0
126 2,5 1125 5,0 200 0,5
Stal nierdzewna
Plazma N2/ osłona N
2
Cięcie 45 A

OBSŁUGA
4-16 HySpeed HSD130 Instrukcja obsługi
220532 220525 220529 220528
220534
220533 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
F5
N
2
Wstępny przepływ 0 / 0 162 / 344
Przepływ cięcia 32 / 67 147 / 311
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
F5
N
2
82 82
0.018
122 0.090 280 0.180 200 0.0
0.024
123 0.090 270 0.180 200 0.0
0.030
124 0.090 260 0.180 200 0.0
0.036
125 0.090 240 0.180 200 0.1
0.048
128 0.100 210 0.200 200 0.1
0.060
129 0.100 180 0.200 200 0.2
0.075
132 0.110 130 0.220 200 0.2
0.105
137 0.120 115 0.240 200 0.2
0.135
138 0.120 100 0.240 200 0.3
3/16
140 0.130 80 0.260 200 0.4
1/4
148 0.140 45 0.280 200 0.6
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
F5
N
2
82 82
0,5
122 2,3 7000 4,6 200 0,0
0,8
124 2,3 6500 4,6 200 0,0
1,0
125 2,3 5875 4,6 200 0,1
1,2
128 2,5 5360 5,0 200 0,1
1,5
129 2,5 4650 5,0 200 0,2
2,0
132 2,8 3200 5,6 200 0,2
2,5
137 3,0 2975 6,0 200 0,2
3,0
138 3,0 2740 6,0 200 0,3
4,0
140 3,3 2350 6,6 200 0,4
6,0
148 3,6 1325 7,2 200 0,6
Stal nierdzewna
Plazma F5 / osłona N
2
Cięcie 45 A
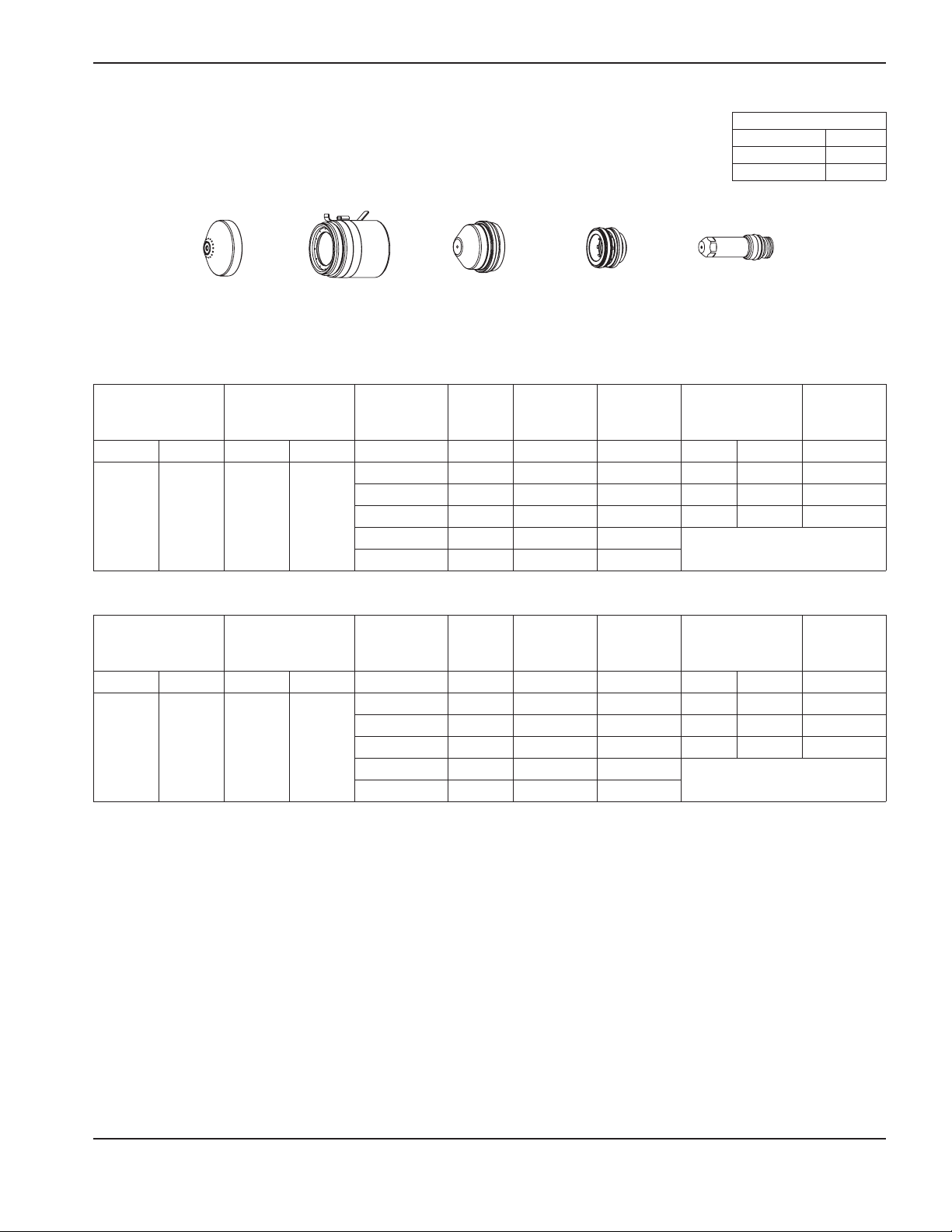
OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-17
220536 220492 220488 220487
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
Powietrze
Wstępny przepływ 67 / 142
Przepływ cięcia 132 / 280
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
Powietrze Powietrze 72 35
1/4
143 0.140 100 0.280 200 0.3
3/8
148 0.160 70 0.320 200 0.5
1/2
148 0.160 50 0.320 200 0.8
5/8
158 0.180 30
Rozpoczęcie cięcia na krawędzi
3/4
160 0.180 20
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
Powietrze Powietrze 72 35
6
143 3,6 2600 7,2 200 0,3
10
148 4,1 1700 8,2 200 0,5
12
148 4,1 1380 8,2 200 0,8
15
158 4,6 900
Rozpoczęcie cięcia na krawędzi
20
160 4,6 430
Stal nierdzewna
Plazma powietrzna / osłona powietrzna
Cięcie 130 A
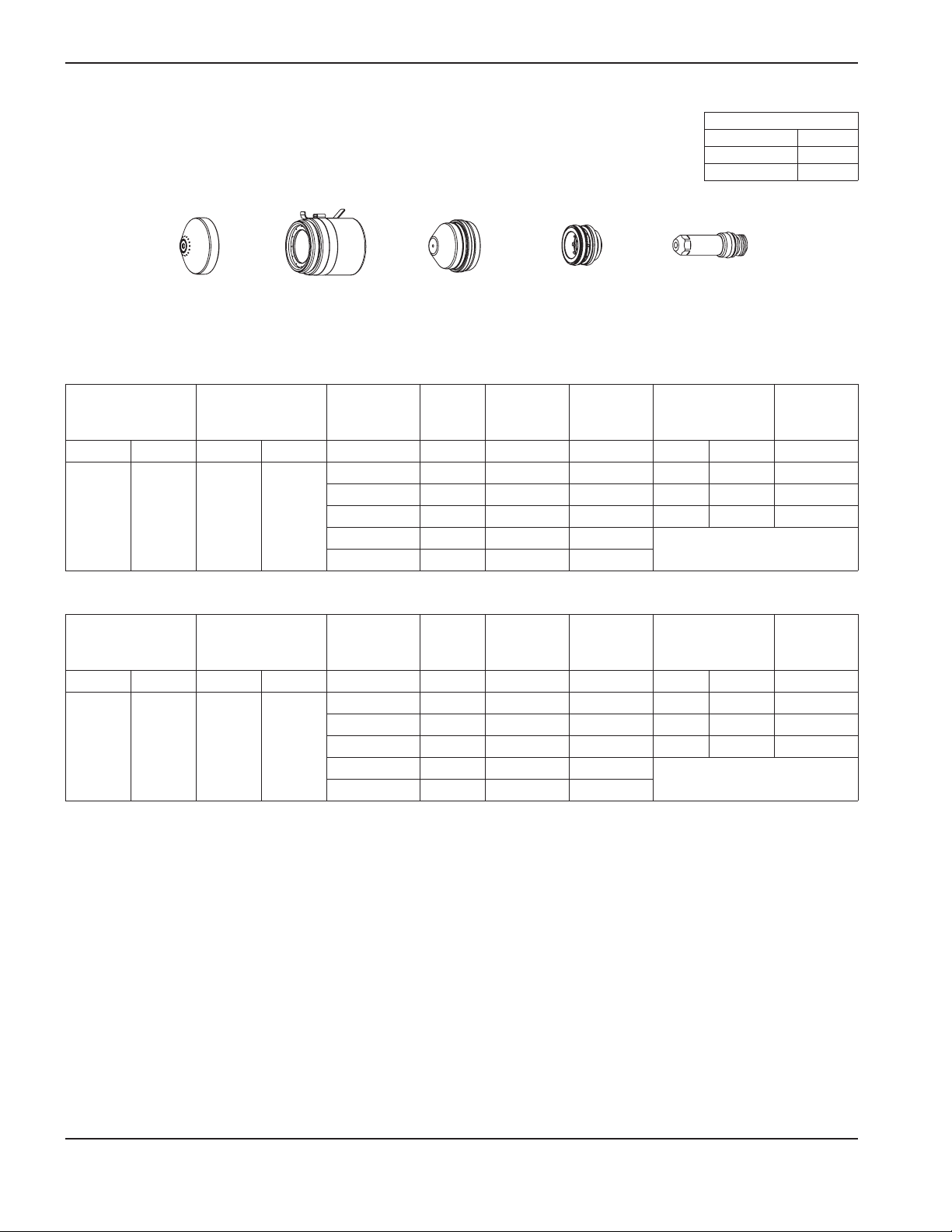
OBSŁUGA
4-18 HySpeed HSD130 Instrukcja obsługi
220536 220535 220488 020415
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
N
2
Wstępny przepływ 165 / 350
Przepływ cięcia 173 / 366
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
N
2
N
2
46 71
1/4
130 0.120 90 0.240 200 0.3
3/8
132 0.140 70 0.280 200 0.5
1/2
141 0.140 35 0.280 200 0.8
5/8
144 0.150 25
Rozpoczęcie cięcia na krawędzi
3/4
153 0.170 15
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
N
2
N
2
46 71
6
130 3,0 2340 6,0 200 0,3
10
132 3,6 1640 7,2 200 0,5
12
141 3,6 1080 7,2 200 0,8
15
144 3,8 700
Rozpoczęcie cięcia na krawędzi
20
153 4,3 300
Stal nierdzewna
Plazma N2/ osłona N
2
Cięcie 130 A
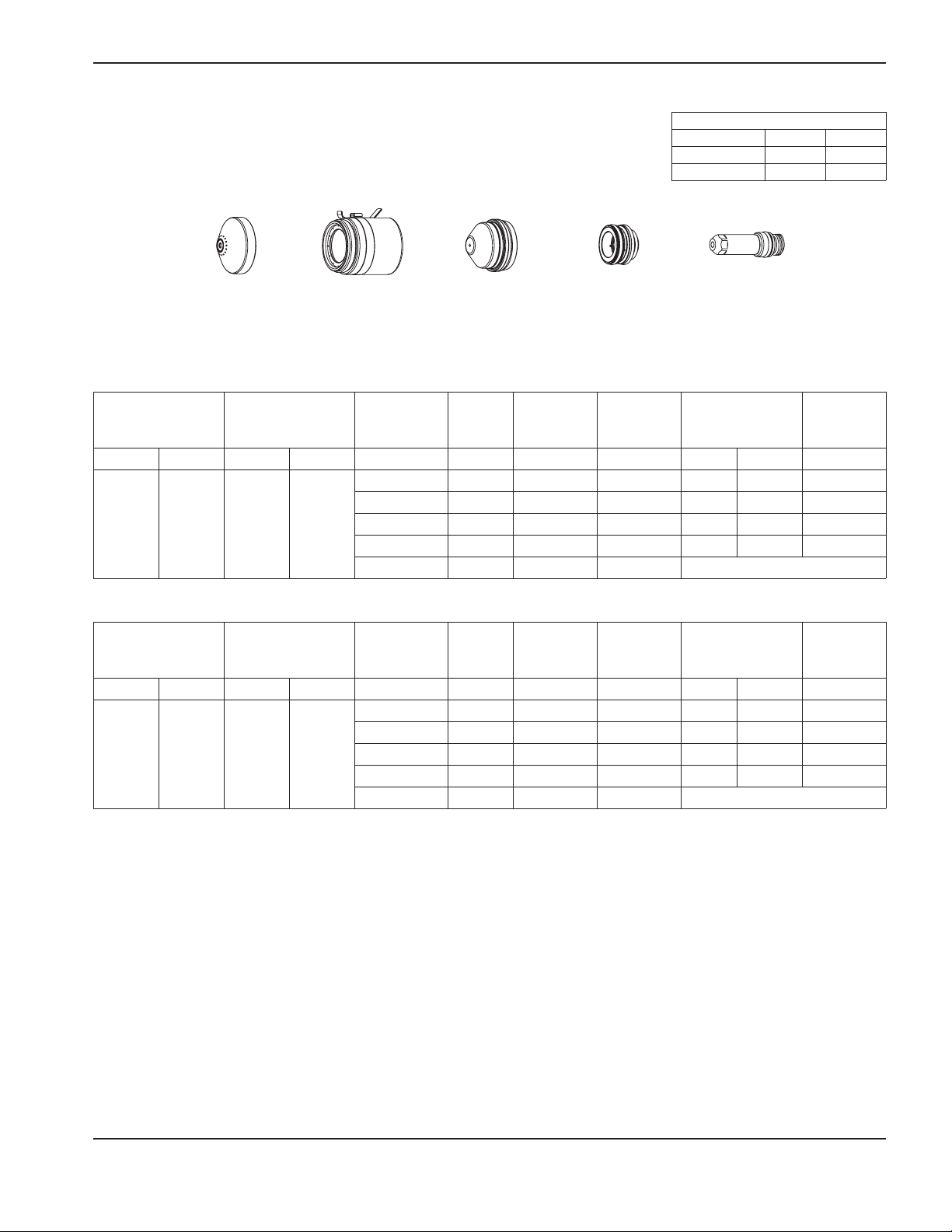
OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-19
220536 220535 220529 020415
220534
220533 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
H35
N
2
Wstępny przepływ 0 / 0 164 / 348
Przepływ cięcia 61 / 130 141 / 298
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
H35
N
2
70 75
3/8
150 0.180 40 0.310 170 0.3
1/2
154 0.180 30 0.310 170 0.5
5/8
157 0.180 20 0.310 170 0.8
3/4
162 0.180 15 0.310 170 1.3
1
167 0.180 10 Rozpoczęcie cięcia na krawędzi
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
H35
N
2
70 75
10
150 4,6 980 7,8 170 0,3
12
154 4,6 820 7,8 170 0,5
15
157 4,6 580 7,8 170 0,8
20
162 4,6 360 7,8 170 1,3
25
167 4,6 260 Rozpoczęcie cięcia na krawędzi
Stal nierdzewna
Plazma H35 / osłona N
2
Cięcie 130 A
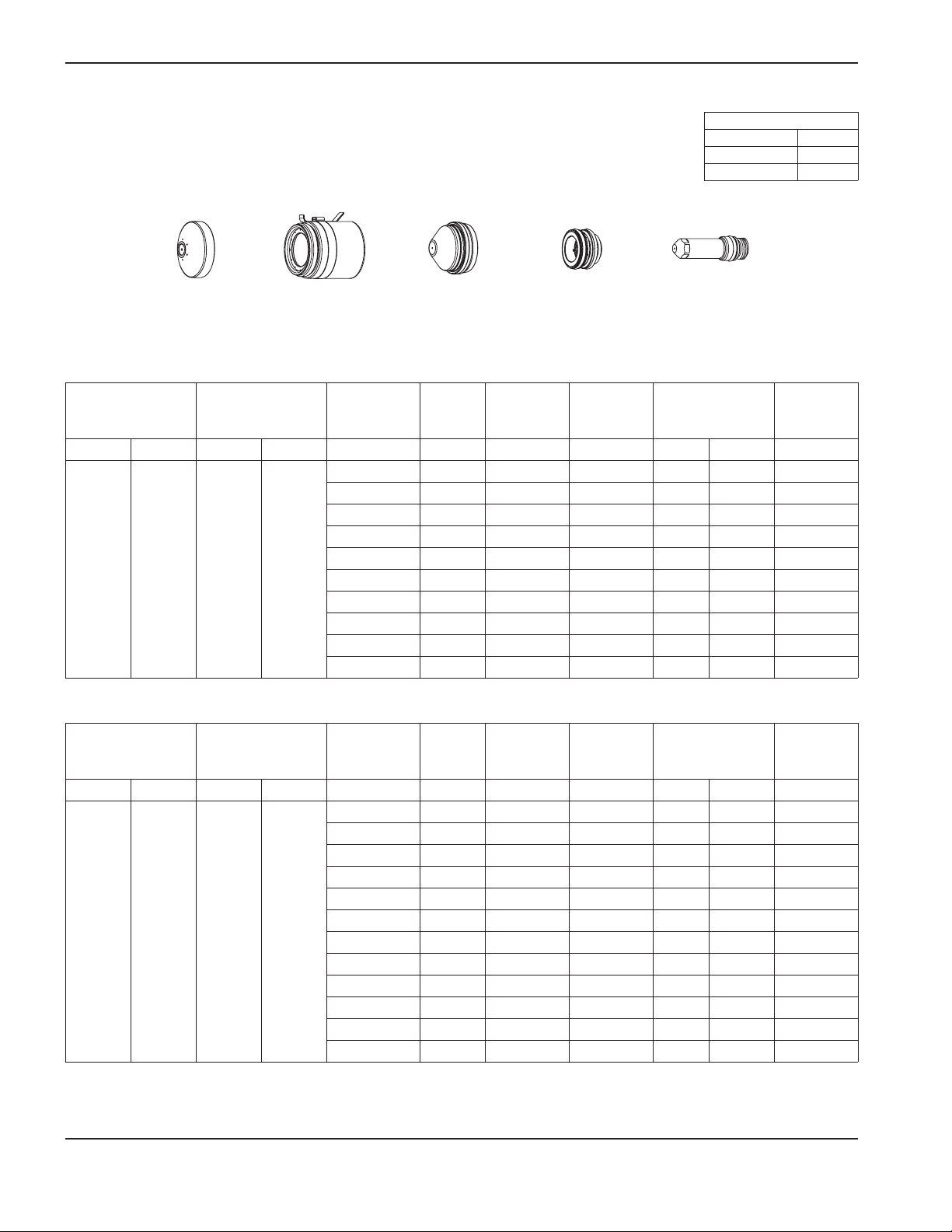
OBSŁUGA
4-20 HySpeed HSD130 Instrukcja obsługi
220532 220525 220529 220528
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
Powietrze
Wstępny przepływ 149 / 315
Przepływ cięcia 161 / 342
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
Powietrze Powietrze 62 73
0.016
113 0.060 310 0.120 200 0.0
0.020
114 0.060 300 0.120 200 0.0
0.025
115 0.060 290 0.120 200 0.0
0.032
116 0.060 270 0.120 200 0.1
0.040
117 0.070 250 0.140 200 0.1
0.051
118 0.070 220 0.140 200 0.2
0.064
119 0.070 185 0.140 200 0.2
0.081
120 0.080 150 0.160 200 0.2
0.102
120 0.080 110 0.160 200 0.3
1/8
121 0.080 90 0.160 200 0.3
3/16
122 0.090 65 0.180 200 0.4
1/4
130 0.100 40 0.200 200 0.5
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
Powietrze Powietrze 62 73
0,5
113 1,5 7600 3,0 200 0,0
0,8
116 1,5 6900 3,0 200 0,1
1,0
117 1,8 6350 3,6 200 0,1
1,2
118 1,8 5800 3,6 200 0,2
1,5
119 1,8 5000 3,6 200 0,2
2,0
120 2,0 3950 4,0 200 0,2
2,5
120 2,0 2950 4,0 200 0,3
3,0
121 2,0 2400 4,0 200 0,3
4,0
122 2,3 1950 4,6 200 0,4
6,0
130 2,5 1150 5,0 200 0,5
Aluminium
Plazma powietrzna / osłona powietrzna
Cięcie 45 A

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-21
220536 220492 220488 220487
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
Powietrze
Wstępny przepływ 67 / 142
Przepływ cięcia 132 / 280
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
Powietrze Powietrze 72 35
1/4
147 0.110 90 0.220 200 0.2
3/8
148 0.120 60 0.240 200 0.3
1/2
152 0.120 45 0.240 200 0.5
5/8
162 0.130 40 0.260 200 0.8
3/4
166 0.140 30 0.310 220 1.3
1
173 0.160 20 Rozpoczęcie cięcia na krawędzi
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
Powietrze Powietrze 72 35
6
147 2,8 2370 5,6 200 0,2
10
148 3,0 1465 6,1 200 0,3
12
152 3,0 1225 6,1 200 0,5
15
162 3,3 1050 6,6 200 0,8
20
166 3,6 725 7,8 220 1,3
25
173 4,1 525 Rozpoczęcie cięcia na krawędzi
Aluminium
Plazma powietrzna / osłona powietrzna
Cięcie 130 A
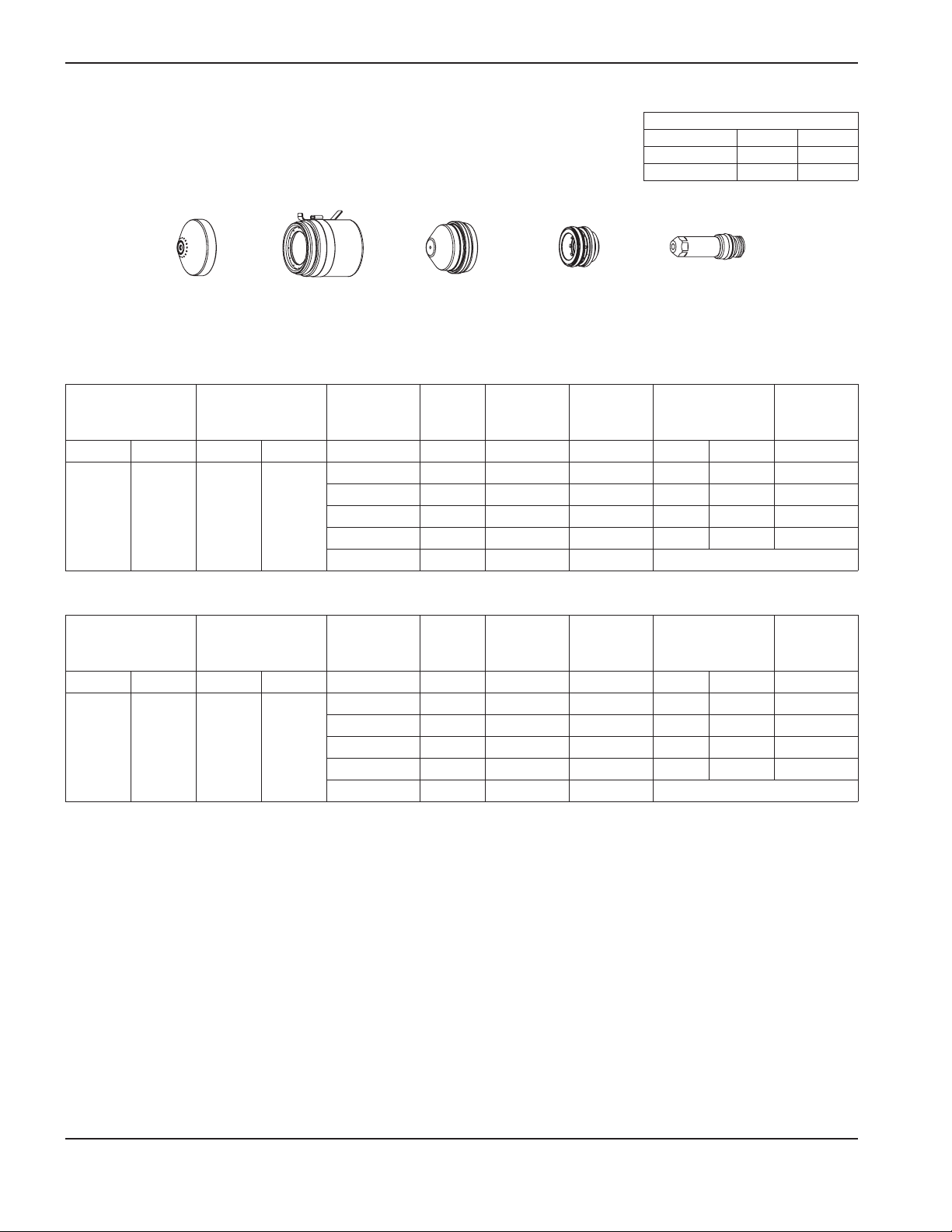
OBSŁUGA
4-22 HySpeed HSD130 Instrukcja obsługi
220536 220535 220529 020415
220534
220533 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
H35
N
2
Wstępny przepływ 0 / 0 164 / 348
Przepływ cięcia 61 / 130 141 / 298
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Pierce delay
time
Plazma Osłona Plazma Osłona
cale
wolty cale ipm cale
współczynnik %
sekundy
H35
N
2
70 75
3/8
150 0.180 65 0.310 170 0.3
1/2
151 0.180 55 0.310 170 0.5
5/8
152 0.180 50 0.310 170 0.8
3/4
155 0.180 40 0.310 170 1.3
1
158 0.180 20 Rozpoczęcie cięcia na krawędzi
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma Osłona Plazma Osłona
mm
wolty mm mm/m mm
współczynnik %
sekundy
H35
N
2
70 75
10
150 4,6 1615 7,8 170 0,3
12
151 4,6 1455 7,8 170 0,5
15
152 4,6 1305 7,8 170 0,8
20
155 4,6 940 7,8 170 1,3
25
158 4,6 540 Rozpoczęcie cięcia na krawędzi
Aluminium
Plazma H35 / osłona N
2
Cięcie 130 A

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-23
Wymiana materiałów eksploatacyjnych
Usuwanie materiałów eksploatacyjnych
Codziennie przed rozpoczęciem cięcia sprawdź materiały eksploatacyjne pod względem zużycia. Przed usunięciem
materiałów eksploatacyjnych przesuń palnik do krawędzi stołu cięcia, z podnośnikiem palnika podniesionym do
najwyższego poziomu, aby zapobiec wypadnięciu materiałów eksploatacyjnych do wody znajdującej się na stole
wodnym.
WYŁĄCZ całe zasilanie systemu.
Zdemontuj nasadkę
zabezpieczajacą oraz
osłonę
Zdemontuj
wewnętrzna nasadkę
zabezpieczajacą
Zdemontuj
elektrodę
Zdemontuj
pierścien wirowy
Numer seryjny narzędzia
027102
OSTRZEŻENIE
Przed rozpoczęciem inspekcji palnika, lub wymiany części eksploatacyjnych ZAWSZE PAMIĘTAJ, by
odłączyć zasilanie od zasilacza. Jeśli zasilanie systemu nie jest odłączone, chłodziwo wypłynie z palnika.
Zaleca się używanie rękawic przy wymianie części eksploatacyjnych. Części palnika mogą być gorące.

OBSŁUGA
4-24 HySpeed HSD130 Instrukcja obsługi
Otwory gazu
Pierścienie
uszczelniające o
przekroju okrągłym
Uszkodzenia Wymień pierścień zawirowujący
Brud lub szczątki materiału Wyczyść i sprawdź, czy nie ma uszkodzeń; wymień, jeśli są
uszkodzenia
Zablokowane otwory Wymień pierścień zawirowujący
1. Uszkodzenia Wymień pierścień zawirowujący
2. Smar Jeżeli suche, nanieś cienką warstwę smaru silikonowego
Przegląd materiałów eksploatacyjnych
Część Szukany problem Działanie
Nasadka
Dysza
Pierścień
zawirowujący
Elektroda
Powierzchnia
środkowa
Pierścienie
uszczelniające o
przekroju okrągłym
*Informacja: Zawsze należy dokonywać wymiany dyszy i elektrody jako zestawu
Zużyta
1. Uszkodzenia Wymień elektrodę*
2. Smar Jeżeli suche, nanieś cienką warstwę smaru silikonowego
Środkowy otwór
Pierścienie
uszczelniające o
przekroju okrągłym
1. Musi być okrągły Wymień dyszę, jeśli otwór nie jest już okrągły*
2. Ślady wyładowań łukowych Wymień dyszę*
1. Uszkodzenia Wymień dyszę*
2. Smar Jeżeli suche, nanieś cienką warstwę smaru silikonowego
Korozja lub ubytek materiału Wymień dyszę*
Zablokowane otwory gazu Wymień dyszę*
Korozja, ubytek materiału Wymień nasadkę
Pęknięcia Wymień nasadkę
Przypalenia Wymień nasadkę
Patrz punkt Kontrola głębokości wgłębienia
elektrody poniżej w tej części

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-25
Przegląd palnika
Rura wodna
Powierzchnia
dopasowująca
dyszy
Zewnętrzne oszczelki o
przekroju okrągłym
Brud lub szczątki materiału
Korozja, ubytek materiału
Pęknięcia
Wewnętrzne przepalenia lub
ślady wyładowań łukowych
Wyczyść powierzchnie
Wymień palnik
Wymień palnik
Wymień palnik
1. Brud lub szczątki materiału
2. Wżer lub ubytek materiału
Wyczyścić (używając sprężonego powietrza dla
usunięcia zanieczyszczeń)
Wymień palnik
Wymień palnikZużyte lub uszkodzone
1. Uszkodzenia
2. Smar
Wymień pierścień uszczelniający o przekroju okrągłym
Jeżeli suche, nanieś cienką warstwę smaru silikonowego
1. Wżer lub ubytek materiału Wymień rurę*
Wszystkie
powierzchnie
Powierzchnia
dopasowująca
dyszy
Gwinty
Zewnętrzne
oszczelki o
przekroju okrągłym
Rura wodna*
Przegląd Szukany problem Działanie
*Informacja: Więcej informacji znajduje się w punkcie Wymiana rury wodnej palnika w tej części

OBSŁUGA
4-26 HySpeed HSD130 Instrukcja obsługi
Kontrola głębokości wgłębienia elektrody
Narzędzie do pomiaru głębokości wgłębienia elektrody (004630)
Część Szukany problem Działanie
Elektroda
Powierzchnia środkowa Zużyta Wymień elektrodę, jeżeli wgłębienie jest większe niż 1 mm*
*Informacja: Zawsze należy dokonywać wymiany dyszy i elektrody jako zestawu
0
90
80
70
60
10
0
4
1
2
3
20
30
40
50

OBSŁUGA
HySpeed HSD130 Instrukcja obsługi 4-27
OSTRZEŻENIE
Przed rozpoczęciem inspekcji palnika, lub wymiany części eksploatacyjnych ZAWSZE PAMIĘTAJ, by
odłączyć zasilanie od zasilacza. Jeśli zasilanie systemu nie jest odłączone, chłodziwo wypłynie z palnika.
Zaleca się używanie rękawic przy wymianie części eksploatacyjnych. Części palnika mogą być gorące.
Wymiana rury wodnej palnika
WYŁĄCZ całe zasilanie systemu.
Usuń materiały eksploatacyjne z palnika. Więcej informacji można znaleźć w punkcie
Usuwanie materiałów eksploatacyjnych w tej części.
Usuń rurę wodną Zainstaluj nową rurę
wodną
Wymień materiały
eksploatacyjne. Więcej
informacji można znaleźć
w punkcie Instalowanie
materiałów
eksploatacyjnych w tej
części.
Informacja: Rura wodna może wydawać się luźna, jeżeli jest zamocowana prawidłowo, ale wszelkie luzy
znikną po zainstalowaniu elektrody.
 Loading...
Loading...