


 Loading...
Loading...®
Pump Division
Mark 3 High Silicon Iron Pumps
USER INSTRUCTIONS:
INSTALLATION, OPERATION, MAINTENANCE
PCN=71569249 09-04 (E)
 These instructions must be read prior to installing, operating, using and maintaining this equipment.
These instructions must be read prior to installing, operating, using and maintaining this equipment.

USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
CONTENTS |
|
|
|
Page |
|
1 INTRODUCTION AND SAFETY ........................... |
3 |
|
1.1 |
General ........................................................... |
3 |
1.2 |
CE marking and approvals.............................. |
3 |
1.3 |
Disclaimer ....................................................... |
3 |
1.4 |
Copyright......................................................... |
3 |
1.5 |
Duty conditions ............................................... |
3 |
1.6 |
Safety.............................................................. |
4 |
1.7 |
Name plate and safety labels ......................... |
7 |
1.8 |
Noise level ...................................................... |
8 |
2 TRANSPORT AND STORAGE ............................. |
9 |
|
2.1 |
Consignment receipt and unpacking .............. |
9 |
2.2 |
Handling.......................................................... |
9 |
2.3 |
Lifting............................................................... |
9 |
2.4 |
Storage............................................................ |
9 |
2.5 |
Recycling and end of product life.................. |
10 |
3 DESCRIPTION .................................................... |
10 |
|
3.1 |
Configurations............................................... |
10 |
3.2 |
Nomenclature................................................ |
11 |
3.3 |
Design of major parts.................................... |
11 |
3.4 |
Performance and operation limits ................. |
11 |
4.1 |
Location ........................................................ |
12 |
4.2 |
Part assemblies ............................................ |
13 |
4.3 |
Foundation .................................................... |
13 |
4.4 |
Grouting ........................................................ |
15 |
4.5 |
Initial alignment ............................................. |
16 |
4.6 |
Piping ............................................................ |
16 |
4.7 |
Electrical connections ................................... |
19 |
4.8 |
Final shaft alignment check .......................... |
19 |
4.9 |
Protection systems........................................ |
20 |
5 COMMISSIONING, STARTUP, OPERATION AND |
||
SHUTDOWN ...................................................... |
20 |
|
5.1 |
Pre-commissioning procedure ...................... |
20 |
5.2 |
Pump lubricants ............................................ |
20 |
5.3 |
Impeller clearance......................................... |
23 |
5.4 |
Direction of rotation....................................... |
23 |
5.5 |
Guarding ....................................................... |
23 |
5.6 |
Priming and auxiliary supplies ...................... |
24 |
5.7 |
Starting the pump.......................................... |
24 |
5.8 |
Running or operation .................................... |
24 |
5.9 |
Stopping and shutdown................................. |
25 |
5.10 Hydraulic, mechanical and electrical duty... |
25 |
|
6 MAINTENANCE .................................................. |
26 |
|
6.1 |
Maintenance schedule.................................. |
26 |
6.2 |
Spare parts.................................................... |
27 |
6.3 |
Recommended spares and consumable items |
|
|
....................................................................... |
27 |
6.4 |
Tools required ............................................... |
27 |
6.5 |
Fastener torques........................................... |
28 |
6.6 |
Setting impeller clearance and impeller |
|
|
replacement................................................... |
28 |
6.7 |
Disassembly.................................................. |
30 |
6.8 |
Examination of parts..................................... |
32 |
6.9 Assembly of pump and seal.......................... |
35 |
|
7 FAULTS; CAUSES AND REMEDIES ................. |
41 |
|
BLANK8 PARTS LIST AND DRAWINGS ............... |
43 |
|
8 PARTS LIST AND DRAWINGS ........................... |
44 |
|
8.1 |
Mark 3 High Silicon Iron Pump, Group 2...... |
44 |
8.2 |
General arrangement drawing...................... |
46 |
9 CERTIFICATION................................................. |
46 |
|
10 OTHER RELEVANT DOCUMENTATION AND |
|
|
MANUALS.......................................................... |
46 |
|
10.1 |
Supplementary User Instructions ............... |
46 |
10.2 |
Change notes ............................................. |
46 |
10.3 |
Additional sources of information ............... |
46 |
Page 2 of 48

USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
1 INTRODUCTION AND SAFETY
1.1 General
 These instructions must always be kept close to the product's operating location or directly with the product.
These instructions must always be kept close to the product's operating location or directly with the product.
Flowserve products are designed, developed and manufactured with state-of-the-art technologies in modern facilities. The unit is produced with great care and commitment to continuous quality control, utilizing sophisticated quality techniques, and safety requirements.
Flowserve is committed to continuous quality improvement and being at your service for any further information about the product in its installation and operation or about its support products, repair and diagnostic services.
These instructions are intended to facilitate familiarization with the product and its permitted use. Operating the product in compliance with these instructions is important to help ensure reliability in service and avoid risks. The instructions may not take into account local regulations; ensure such regulations are observed by all, including those installing the product. Always coordinate repair activity with operations personnel, and follow all plant safety requirements and applicable safety and health laws/regulations.
 These instructions must be read prior to installing, operating, using and maintaining the equipment in any region worldwide. The equipment must not be put into service until all the conditions relating to safety noted in the instructions, have been met.
These instructions must be read prior to installing, operating, using and maintaining the equipment in any region worldwide. The equipment must not be put into service until all the conditions relating to safety noted in the instructions, have been met.
1.2 CE marking and approvals
It is a legal requirement that machinery and equipment put into service within certain regions of the world shall conform with the applicable CE Marking Directives covering Machinery and, where applicable, Low Voltage Equipment, Electromagnetic Compatibility (EMC), Pressure Equipment Directive (PED) and Equipment for Potentially Explosive Atmospheres (ATEX).
Where applicable, the Directives and any additional Approvals, cover important safety aspects relating to machinery and equipment and the satisfactory provision of technical documents and safety instructions. Where applicable this document incorporates information relevant to these Directives and Approvals.
To confirm the Approvals applying and if the product is CE marked, check the serial number plate markings and the Certification. (See section 9, Certification.)
1.3 Disclaimer
Information in these User Instructions is believed to be reliable. In spite of all the efforts of Flowserve Pump Division to provide sound and all necessary information the content of this manual may appear insufficient and is not guaranteed by Flowserve as to its completeness or accuracy.
Flowserve manufactures products to exacting International Quality Management System Standards as certified and audited by external Quality Assurance organizations. Genuine parts and accessories have been designed, tested and incorporated into the products to help ensure their continued product quality and performance in use. As Flowserve cannot test parts and accessories sourced from other vendors the incorrect incorporation of such parts and accessories may adversely affect the performance and safety features of the products. The failure to properly select, install or use authorized Flowserve parts and accessories is considered to be misuse. Damage or failure caused by misuse is not covered by the Flowserve warranty. In addition, any modification of Flowserve products or removal of original components may impair the safety of these products in their use.
1.4 Copyright
All rights reserved. No part of these instructions may be reproduced, stored in a retrieval system or transmitted in any form or by any means without prior permission of Flowserve Pump Division.
1.5 Duty conditions
This product has been selected to meet the specifications of your purchaser order. The acknowledgement of these conditions has been sent separately to the Purchaser. A copy should be kept with these instructions.
 The product must not be operated beyond the parameters specified for the application. If there is any doubt as to the suitability of the product for the application intended, contact Flowserve for advice, quoting the serial number.
The product must not be operated beyond the parameters specified for the application. If there is any doubt as to the suitability of the product for the application intended, contact Flowserve for advice, quoting the serial number.
If the conditions of service on your purchase order are going to be changed (for example liquid pumped, temperature or duty) it is requested that the user seeks the written agreement of Flowserve before start up.
Page 3 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
1.6 Safety
1.6.1 Summary of safety markings
These User Instructions contain specific safety markings where non-observance of an instruction would cause hazards. The specific safety markings are:
 This symbol indicates electrical safety instructions where non-compliance will involve a high risk to personal safety or the loss of life.
This symbol indicates electrical safety instructions where non-compliance will involve a high risk to personal safety or the loss of life.
 This symbol indicates safety instructions where non-compliance would affect personal safety and could result in loss of life.
This symbol indicates safety instructions where non-compliance would affect personal safety and could result in loss of life.





 This symbol indicates “hazardous and toxic fluid” safety instructions where non-compliance would affect personal safety and could result in loss of life.
This symbol indicates “hazardous and toxic fluid” safety instructions where non-compliance would affect personal safety and could result in loss of life.
 This symbol indicates safety instructions where non-compliance will involve some risk to safe operation and personal safety and would damage the equipment or property.
This symbol indicates safety instructions where non-compliance will involve some risk to safe operation and personal safety and would damage the equipment or property.
 This symbol indicates explosive atmosphere zone marking according to ATEX. It is used in safety instructions where non-compliance in the hazardous area would cause the risk of an explosion.
This symbol indicates explosive atmosphere zone marking according to ATEX. It is used in safety instructions where non-compliance in the hazardous area would cause the risk of an explosion.
 This sign is not a safety symbol but indicates an important instruction in the assembly process.
This sign is not a safety symbol but indicates an important instruction in the assembly process.
1.6.2 Personnel qualification and training
All personnel involved in the operation, installation, inspection and maintenance of the unit must be qualified to carry out the work involved. If the personnel in question do not already possess the necessary knowledge and skill, appropriate training and instruction must be provided. If required the operator may commission the manufacturer/supplier to provide applicable training.
Always coordinate repair activity with operations and health and safety personnel, and follow all plant safety requirements and applicable safety and health laws and regulations.
1.6.3 Safety action
This is a summary of conditions and actions to help prevent injury to personnel and damage to the environment and to equipment. For products used in potentially explosive atmospheres section 1.6.4 also applies.
 NEVER DO MAINTENANCE WORK WHEN THE UNIT IS CONNECTED TO POWER (Lock out.)
NEVER DO MAINTENANCE WORK WHEN THE UNIT IS CONNECTED TO POWER (Lock out.)
 DRAIN THE PUMP AND ISOLATE PIPEWORK BEFORE DISMANTLING THE PUMP
DRAIN THE PUMP AND ISOLATE PIPEWORK BEFORE DISMANTLING THE PUMP
The appropriate safety precautions should be taken where the pumped liquids are hazardous.
 FLUOROELASTOMERS (When fitted.) When a pump has experienced temperatures over 250 ºC (482 ºF), partial decomposition of fluoroelastomers (example: Viton) will occur. In this condition these are extremely dangerous and skin contact must be avoided.
FLUOROELASTOMERS (When fitted.) When a pump has experienced temperatures over 250 ºC (482 ºF), partial decomposition of fluoroelastomers (example: Viton) will occur. In this condition these are extremely dangerous and skin contact must be avoided.
 HANDLING COMPONENTS
HANDLING COMPONENTS
Many precision parts have sharp corners and the wearing of appropriate safety gloves and equipment is required when handling these components. To lift heavy pieces above 25 kg (55 lb) use a crane appropriate for the mass and in accordance with current local regulations.
 NEVER OPERATE THE PUMP WITHOUT THE COUPLING GUARD AND ALL OTHER SAFETY DEVICES CORRECTLY INSTALLED
NEVER OPERATE THE PUMP WITHOUT THE COUPLING GUARD AND ALL OTHER SAFETY DEVICES CORRECTLY INSTALLED
 GUARDS MUST NOT BE REMOVED WHILE THE PUMP IS OPERATIONAL
GUARDS MUST NOT BE REMOVED WHILE THE PUMP IS OPERATIONAL
 THERMAL SHOCK
THERMAL SHOCK
Rapid changes in the temperature of the liquid within the pump can cause thermal shock, which can result in damage or breakage of components and should be avoided. High Silicon Iron should be heated and cooled slowly. Changes in temperature should not exceed 55˚C (100˚F) per hour.
 MECHANICAL SHOCK
MECHANICAL SHOCK
High Silicon Iron is subject to breakage from mechanical shock. Care should be taken when handling and operating the pump.
 NEVER APPLY HEAT TO REMOVE IMPELLER Trapped lubricant or vapor could cause an explosion.
NEVER APPLY HEAT TO REMOVE IMPELLER Trapped lubricant or vapor could cause an explosion.
 HOT (and cold) PARTS
HOT (and cold) PARTS
If hot or freezing components or auxiliary heating equipment can present a danger to operators and persons entering the immediate area, action must be taken to avoid accidental contact (such as shielding). If complete protection is not possible, the machine access must be limited to maintenance staff only with clear visual warnings and indicators to those entering the
Page 4 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
immediate area. Note: bearing housings must not be insulated and drive motors and bearings may be hot.
If the temperature is greater than 68 °C (175 °F) or below 5 °C (20 °F) in a restricted zone, or exceeds local regulations, action as above shall be taken.





 HAZARDOUS LIQUIDS
HAZARDOUS LIQUIDS
When the pump is handling hazardous liquids care must be taken to avoid exposure to the liquid by appropriate pump placement, limiting personnel access and by operator training. If the liquid is flammable and/or explosive, strict safety procedures must be applied.
Gland packing must not be used when pumping hazardous liquids.
 PREVENT EXCESSIVE EXTERNAL PIPE LOAD
PREVENT EXCESSIVE EXTERNAL PIPE LOAD
Do not use pump as a support for piping. Do not mount expansion joints, unless allowed by Flowserve in writing, so that their force, due to internal pressure, acts on the pump flange.
 ENSURE CORRECT LUBRICATION (See section 5, Commissioning, startup, operation and shutdown.)
ENSURE CORRECT LUBRICATION (See section 5, Commissioning, startup, operation and shutdown.)
 NEVER EXCEED THE MAXIMUM DESIGN PRESSURE (MDP) AT THE TEMPERATURE SHOWN ON THE PUMP NAMEPLATE
NEVER EXCEED THE MAXIMUM DESIGN PRESSURE (MDP) AT THE TEMPERATURE SHOWN ON THE PUMP NAMEPLATE
See section 3 for pressure versus temperature ratings based on the material of construction.
 NEVER OPERATE THE PUMP WITH THE DISCHARGE VALVE CLOSED
NEVER OPERATE THE PUMP WITH THE DISCHARGE VALVE CLOSED
(Unless otherwise instructed at a specific point in the User Instructions.)
(See section 5, Commissioning start-up, operation and shutdown.)
 NEVER RUN THE PUMP DRY OR WITHOUT PROPER PRIME (Casing flooded)
NEVER RUN THE PUMP DRY OR WITHOUT PROPER PRIME (Casing flooded)
 NEVER OPERATE THE PUMP WITH THE SUCTION VALVE CLOSED
NEVER OPERATE THE PUMP WITH THE SUCTION VALVE CLOSED
It should be fully opened when the pump is running.
 NEVER OPERATE THE PUMP AT ZERO FLOW OR FOR EXTENDED PERIODS BELOW THE MINIMUM CONTINUOUS FLOW
NEVER OPERATE THE PUMP AT ZERO FLOW OR FOR EXTENDED PERIODS BELOW THE MINIMUM CONTINUOUS FLOW
 THE PUMP SHAFT MUST TURN CLOCKWISE WHEN VIEWED FROM THE MOTOR END
THE PUMP SHAFT MUST TURN CLOCKWISE WHEN VIEWED FROM THE MOTOR END
It is absolutely essential that the rotation of the motor be checked before installation of the coupling spacer and starting the pump. Incorrect rotation of the pump for even a short period can unscrew the impeller, which can cause significant damage.
1.6.4 Products used in potentially explosive atmospheres
 Measures are required to:
Measures are required to:
•Avoid excess temperature
•Prevent build up of explosive mixtures
•Prevent the generation of sparks
•Prevent leakages
•Maintain the pump to avoid hazard
The following instructions for pumps and pump units when installed in potentially explosive atmospheres must be followed to help ensure explosion protection. Both electrical and non-electrical equipment must meet the requirements of European Directive 94/9/EC.
1.6.4.1 Scope of compliance
 Use equipment only in the zone for which it is appropriate. Always check that the driver, drive coupling assembly, seal and pump equipment are suitably rated and/or certified for the classification of the specific atmosphere in which they are to be installed.
Use equipment only in the zone for which it is appropriate. Always check that the driver, drive coupling assembly, seal and pump equipment are suitably rated and/or certified for the classification of the specific atmosphere in which they are to be installed.
Where Flowserve has supplied only the bare shaft pump, the Ex rating applies only to the pump. The party responsible for assembling the pump set shall select the coupling, driver, seal and any additional equipment, with the necessary CE Certificate/ Declaration of Conformity establishing it is suitable for the area in which it is to be installed.
The output from a variable frequency drive (VFD) can cause additional heating affects in the motor. On pump installations controlled by a VFD, the ATEX Certification for the motor must state that it covers the situation where electrical supply is from the VFD. This particular requirement still applies even if the VFD is in a safe area.
Page 5 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
1.6.4.2 Marking
An example of ATEX equipment marking is shown below. The actual classification of the pump will be engraved on the nameplate.
 II 2 GD c IIC 135ºC (T4)
II 2 GD c IIC 135ºC (T4)
Equipment Group
I = Mining
II = Non-mining
Category
2 or M2 = High level protection
3 = normal level of protection
Gas and/or dust
G = Gas
D= Dust
c = Constructional safety
(in accordance with prEn13463-5)
Gas Group (Equipment Category 2 only)
IIA – Propane (Typical)
IIB – Ethylene (Typical)
IIC – Hydrogen (Typical)
Maximum surface temperature (Temperature Class) (see section 1.6.4.3)
1.6.4.3 Avoiding excessive surface temperatures
 ENSURE THE EQUIPMENT TEMPERATURE CLASS IS SUITABLE FOR THE HAZARD ZONE
ENSURE THE EQUIPMENT TEMPERATURE CLASS IS SUITABLE FOR THE HAZARD ZONE
Pump liquid temperature
Pumps have a temperature class as stated in the ATEX Ex rating on the nameplate. These are based on a maximum ambient temperature of 40 ºC (104 ºF); refer to Flowserve for higher ambient temperatures.
The surface temperature on the pump is influenced by the temperature of the liquid handled. The maximum permissible liquid temperature depends on the temperature class and must not exceed the values in the table applicable below. The temperature rise at the seals and bearings and due to the minimum permitted flow rate is taken into account in the temperatures stated.
Maximum permitted liquid temperature for pumps
Temperature |
Maximum |
Temperature limit of liquid |
|
surface |
handled (* depending on |
||
class to |
|||
temperature |
material and construction |
||
EN 13463-1 |
|||
permitted |
variant – check which is lower) |
||
|
|||
T6 |
85 °C (185 °F) |
Consult Flowserve |
|
T5 |
100 °C (212 °F) |
Consult Flowserve |
|
T4 |
135 °C (275 °F) |
115 °C (239 °F) * |
|
T3 |
200 °C (392 °F) |
180 °C (356 °F) * |
|
T2 |
300 °C (572 °F) |
275 °C (527 °F) * |
|
T1 |
450 °C (842 °F) |
400 °C (752 °F) * |
Maximum permitted liquid temperature for pumps with self priming casing
Temperature |
Maximum |
Temperature limit of liquid |
|
surface |
handled (* depending on |
||
class to |
|||
temperature |
material and construction |
||
EN 13463-1 |
|||
permitted |
variant - check which is lower) |
||
|
|||
T6 |
85 °C (185 °F) |
Consult Flowserve |
|
T5 |
100 °C (212 °F) |
Consult Flowserve |
|
T4 |
135 °C (275 °F) |
110 °C (230 °F) * |
|
T3 |
200 °C (392 °F) |
175 °C (347 °F) * |
|
T2 |
300 °C (572 °F) |
270 °C (518 °F) * |
|
T1 |
450 °C (842 °F) |
350 °C (662 °F) * |
The responsibility for compliance with the specified maximum liquid temperature is with the plant operator.
Temperature classification “Tx” is used when the liquid temperature varies and the pump could be installed in different hazardous atmospheres. In this case the user is responsible for ensuring that the pump surface temperature does not exceed that permitted in the particular hazardous atmosphere.
Do not attempt to check the direction of rotation with the coupling element/pins fitted due to the risk of severe contact between rotating and stationary components.
Where there is any risk of the pump being run against a closed valve generating high liquid and casing external surface temperature, it is recommended that users fit an external surface temperature protection device.
Avoid mechanical, hydraulic or electrical overload by using motor overload trips, temperature monitor or a power monitor and perform routine vibration monitoring.
In dirty or dusty environments, regular checks must be made and dirt removed from areas around close clearances, bearing housings and motors.
1.6.4.4 Preventing the build up of explosive mixtures
 ENSURE PUMP IS PROPERLY FILLED AND VENTED AND DOES NOT RUN DRY
ENSURE PUMP IS PROPERLY FILLED AND VENTED AND DOES NOT RUN DRY
Ensure that the pump and relevant suction and discharge piping is totally filled with liquid at all times during the pumps operation so that an explosive atmosphere is prevented. In addition, it is essential to make sure that seal chambers, auxiliary shaft seal systems and any heating and cooling systems are properly filled.
If the operation of the system can not avoid this condition it is recommended that you fit an appropriate dry run protection device (for example liquid detection or a power monitor).
Page 6 of 48

USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
To avoid potential hazards from fugitive emissions of vapor or gas to atmosphere, the surrounding area must be well ventilated.
1.6.4.5 Preventing sparks
 To prevent a potential hazard from mechanical contact, the coupling guard must be non-sparking and anti-static for Category 2.
To prevent a potential hazard from mechanical contact, the coupling guard must be non-sparking and anti-static for Category 2.
To avoid the potential hazard from random induced current generating a spark, the baseplate must be properly grounded.
Avoid electrostatic charge. Do not rub non-metallic surfaces with a dry cloth; ensure the cloth is damp.
The coupling must be selected to comply with 94/9/EC and correct alignment must be maintained.
1.6.4.7 Maintenance of the centrifugal pump to avoid a hazard
 CORRECT MAINTENANCE IS REQUIRED TO AVOID POTENTIAL HAZARDS WHICH GIVE A RISK OF EXPLOSION
CORRECT MAINTENANCE IS REQUIRED TO AVOID POTENTIAL HAZARDS WHICH GIVE A RISK OF EXPLOSION
The responsibility for compliance with maintenance instructions is with the plant operator.
To avoid potential explosion hazards during maintenance, the tools, cleaning and painting materials used must not give rise to sparking or adversely affect the ambient conditions. Where there is a risk from such tools or materials, maintenance must be conducted in a safe area.
It is recommended that a maintenance plan and schedule is adopted. (See section 6, Maintenance.)
Additional requirements for pumps on nonmetallic baseplates
When metallic components are fitted on a nonmetallic baseplate they must be individually earthed.
1.6.4.6 Preventing leakage
 Pumps with mechanical seal. The pump must only be used to handle liquids for which it has been approved to have the correct corrosion resistance.
Pumps with mechanical seal. The pump must only be used to handle liquids for which it has been approved to have the correct corrosion resistance.
Avoid entrapment of liquid in the pump and associated piping due to closing of suction and discharge valves, which could cause dangerous excessive pressures to occur if there is heat input to the liquid. This can occur if the pump is stationary or running.
Bursting of liquid containing parts due to freezing must be avoided by draining or protecting the pump and auxiliary systems.
Where there is the potential hazard of a loss of a seal barrier fluid or external flush, the fluid must be monitored. If leakage of liquid to atmosphere can result in a hazard, the installation of a liquid detection device is recommended.
1.7 Name plate and safety labels
1.7.1 Nameplate
For details of nameplate, see the Declaration of Conformity and section 3.
1.7.2 Safety labels
Oil lubricated units only:
DurcoShieldTM (Splash/Shaft Guard) only:
Page 7 of 48

USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
1.8 Noise level
When pump noise level exceeds 85 dB(A) attention must be given to prevailing Health and Safety Legislation, to limit the exposure of plant operating personnel to the noise. The usual approach is to control exposure time to the noise or to enclose the machine to reduce emitted sound. You may have already specified a limiting noise level when the equipment was ordered, however if no noise requirements were defined then machines above a certain power level will exceed 85 dB(A). In such situations consideration must be given to the fitting of an acoustic enclosure to meet local regulations.
Pump noise level is dependent on a number of factors - the type of motor fitted, the operating capacity, pipework design and acoustic characteristics of the building.
Typical sound pressure levels measured in dB, and A-weighted are shown in the table below. The figures are indicative only, they are subject to a +3 dB tolerance, and cannot be guaranteed.
The values are based on the noisiest non-geared electric motors that are likely to be encountered. They represent sound pressure levels at 1 m (3.3 ft) from the directly driven pump, for "free field over a reflecting plane". For estimating LwA sound power level (re 1 pW) add 14dBA to the sound pressure value.
If a pump unit only has been purchased, for fitting with your own driver, then the "pump only" noise levels from the table should be combined with the level for the driver obtained from the supplier.
If the motor is driven by an inverter it may show an increase in noise level at some speeds. Consult a Noise Specialist for the combined calculation.
For units driven by equipment other than
electric motors or units contained within enclosures, see the accompanying information sheets and manuals.
Typical sound pressure level, dBA, LpA at 1 m reference 20 µPa
Motor size |
3550 r/min |
2900 r/min |
1750 r/min |
1450 r/min |
|||||
and speed |
|
|
|
|
|
|
|
|
|
Pump and |
Pump |
Pump and |
Pump |
Pump and |
Pump |
Pump and |
Pump |
||
kW (hp) |
motor |
only |
motor |
only |
motor |
only |
motor |
only |
|
dBA |
dBA |
dBA |
dBA |
dBA |
dBA |
dBA |
dBA |
||
<0.55 (<0.75) |
71 |
66 |
64 |
62 |
64 |
62 |
63 |
62 |
|
0.75 (1) |
74 |
66 |
67 |
62 |
67 |
62 |
63 |
62 |
|
1.1 |
(1.5) |
74 |
68 |
67 |
64 |
67 |
64 |
65 |
64 |
1.5 (2) |
77 |
70 |
70 |
66 |
70 |
66 |
66 |
66 |
|
2.2 (3) |
78 |
72 |
71 |
68 |
71 |
68 |
68 |
68 |
|
3 |
(4) |
81 |
74 |
74 |
70 |
74 |
70 |
70 |
70 |
4 |
(5) |
82 |
75 |
75 |
71 |
75 |
71 |
71 |
71 |
5.5 |
(7.5) |
90 |
77 |
83 |
73 |
76 |
73 |
72 |
71 |
7.5 (10) |
90 |
78 |
83 |
74 |
77 |
74 |
73 |
72 |
|
11 (15) |
91 |
80 |
84 |
76 |
78 |
76 |
74 |
73 |
|
15 |
(20) |
92 |
83 |
85 |
79 |
80 |
79 |
76 |
75 |
18.5 (25) |
92 |
83 |
85 |
79 |
80 |
79 |
76 |
75 |
|
22 |
(30) |
92 |
83 |
85 |
79 |
81 |
79 |
77 |
75 |
30 |
(40) |
100 |
85 |
93 |
81 |
84 |
80 |
80 |
76 |
37 |
(50) |
100 |
86 |
93 |
82 |
84 |
80 |
80 |
76 |
45 |
(60) |
100 |
87 |
93 |
83 |
84 |
80 |
80 |
76 |
55 |
(75) |
100 |
88 |
95 |
84 |
86 |
81 |
82 |
77 |
75 (100) |
100 |
90 |
95 |
86 |
88 |
81 |
83 |
78 |
|
90 (120) |
100 |
90 |
95 |
86 |
90 |
81 |
85 |
78 |
|
110 (150) |
100 |
91 |
95 |
87 |
91 |
83 |
86 |
79 |
|
150 |
(200) |
101 |
92 |
96 |
88 |
91 |
83 |
86 |
79 |
200 |
(270) |
(1) |
(1) |
(1) |
(1) |
(1) |
83 |
(1) |
80 |
300 |
(400) |
- |
- |
- |
- |
(1) |
84 |
(1) |
81 |
(1) Motors in this range are generally job specific and noise levels should be calculated based on actual equipment installed. For 960 r/min reduce 1450 r/min values by 5 dBA.
Page 8 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
2 TRANSPORT AND STORAGE
2.1 Consignment receipt and unpacking
Immediately after receipt of the equipment it must be checked against the delivery/shipping documents for its completeness and that there has been no damage in transportation. Any shortage and/or damage must be reported immediately to Flowserve Pump Division and must be received in writing within one month of receipt of the equipment. Later claims cannot be accepted.
Check any crate, boxes or wrappings for any accessories or spare parts that may be packed separately with the equipment or attached to side walls of the box or equipment.
Each product has a unique serial number. Check that this number corresponds with that advised and always quote this number in correspondence as well as when ordering spare parts or further accessories.
2.2 Handling
Boxes, crates, pallets or cartons may be unloaded using fork lift vehicles or slings dependent on their size and construction.
2.3 Lifting
 Pumps and motors often have integral lifting lugs or eye bolts. These are intended for use in only lifting the individual piece of equipment.
Pumps and motors often have integral lifting lugs or eye bolts. These are intended for use in only lifting the individual piece of equipment.
 Do not use eye bolts or cast-in lifting lugs to lift pump, motor and baseplate assemblies.
Do not use eye bolts or cast-in lifting lugs to lift pump, motor and baseplate assemblies.
 To avoid distortion, the pump unit should be lifted as shown.
To avoid distortion, the pump unit should be lifted as shown.
 Care must be taken to lift components or assemblies above the center of gravity to prevent the unit from flipping. This is especially true with In-Line pumps.
Care must be taken to lift components or assemblies above the center of gravity to prevent the unit from flipping. This is especially true with In-Line pumps.
2.3.1 Lifting pump components
2.3.1.1 Casing [1100]
Use a choker hitch pulled tight around the discharge nozzle.
2.3.1.2 Bearing housing [3200]
Insert either a sling or hook through the lifting lug located on the top of the housing.
2.3.1.3 Power end
Same as bearing housing.
2.3.1.4 Bare pump
Sling through the pump adapter and around the outboard end of the bearing housing with separate slings. Choker hitches must be used at both attachment points and pulled tight. The sling lengths should be adjusted to balance the load before attaching the lifting hook.
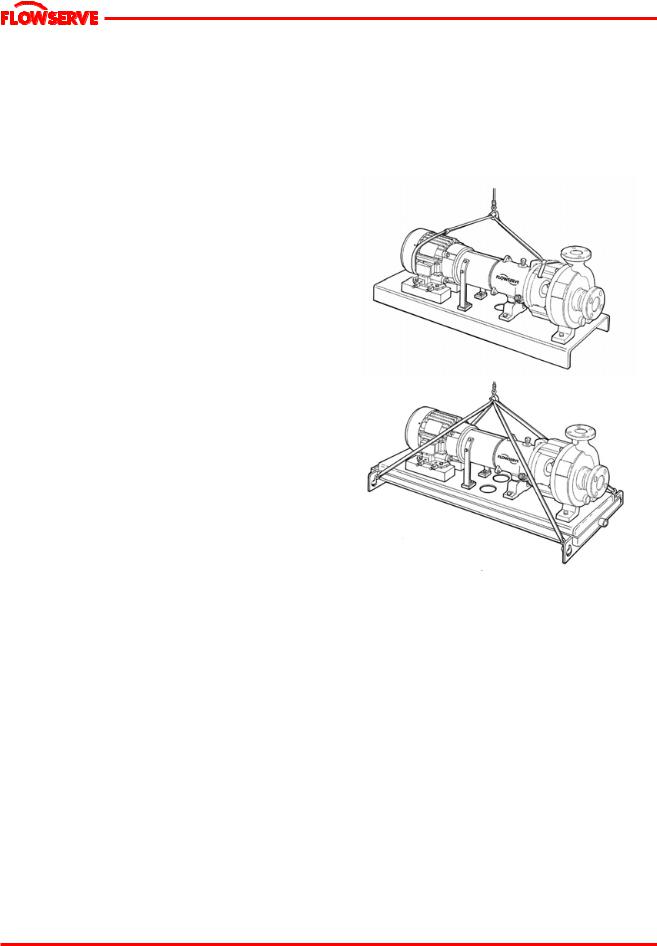
Figure 2-1
2.3.2 Lifting pump, motor and baseplate assembly
If the baseplate has lifting holes cut in the sides at the end (Type D and Type E bases) insert lifting S hooks at the four corners and use slings or chains to connect to the lifting eye. (Figure 2-1.) Do not use slings through the lifting holes.
For other baseplates, sling through the pump adapter, and around the outboard end of the motor frame using choker hitches pulled tight (Figure 2-1.). The sling should be positioned so the weight is not carried through the motor fan housing.
2.4 Storage
 Store the pump in a clean, dry location away from vibration. Leave flange covers in place to keep dirt and other foreign material out of pump casing. Turn the pump shaft at regular intervals to prevent brinelling of the bearings and the seal faces, if fitted, from sticking.
Store the pump in a clean, dry location away from vibration. Leave flange covers in place to keep dirt and other foreign material out of pump casing. Turn the pump shaft at regular intervals to prevent brinelling of the bearings and the seal faces, if fitted, from sticking.
Page 9 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
The pump may be stored as above for up to 6 months. Consult Flowserve for preservative actions when a longer storage period is needed.
2.4.1 Short term storage and packaging
Normal packaging is designed to protect the pump and parts during shipment and for dry, indoor storage for up to six months or less. The following is an overview of our normal packaging:
•All loose unmounted items are packaged in a water proof plastic bag and placed under the coupling guard
•Inner surfaces of the bearing housing, shaft (area through bearing housing) and bearings are coated with Cortec VCI-329 rust inhibitor, or equal.
 Bearing housings are not filled with oil prior to shipment
Bearing housings are not filled with oil prior to shipment
•Regreasable bearings are packed with grease (EXXON POLYREX EM for horizontal pumps)
•The internal surfaces of ferrous casings, covers, flange faces, and the impeller surface are sprayed with Cortec VCI-389, or equal
•Exposed shafts are taped with Polywrap
•Flange covers are secured to both the suction and discharge flanges
•In some cases with assemblies ordered with external piping, components may be disassembled for shipment
•The pump must be stored in a covered, dry location
2.4.2 Long term storage and packaging
Long term storage is defined as more than six months, but less than 12 months. The procedure Flowserve follows for long term storage of pumps is given below. These procedures are in addition to the short term procedure.
•Each assembly is hermetically (heat) sealed from the atmosphere by means of tack wrap sheeting and rubber bushings (mounting holes)
•Desiccant bags are placed inside the tack wrapped packaging
•A solid wood box is used to cover the assembly
This packaging will provide protection for up to twelve months from humidity, salt laden air, dust etc.
After unpacking, protection will be the responsibility of the user. Addition of oil to the bearing housing will remove the inhibitor. If units are to be idle for extended periods after addition of lubricants, inhibitor oils and greases should be used. Every three months, the pump shaft should be rotated approximately 10 revolutions.
2.5 Recycling and end of product life
At the end of the service life of the product or its parts, the relevant materials and parts should be recycled or disposed of using an environmentally acceptable method and in accordance with local regulations. If the product contains substances that are harmful to the environment, these should be removed and disposed of in accordance with current local regulations. This also includes the liquids and/or gases that may be used in the "seal system" or other utilities.

 Make sure that hazardous substances are disposed of safely and that the correct personal protective equipment is used. The safety specifications must be in accordance with the current local regulations at all times.
Make sure that hazardous substances are disposed of safely and that the correct personal protective equipment is used. The safety specifications must be in accordance with the current local regulations at all times.
3 DESCRIPTION
3.1 Configurations
The Durco Mark 3 chemical process pumps are, single stage, centrifugal pumps. The High Silicon Iron pump conforms dimensionally to ASME B73.1M. The pump does not have cast on flanges and does not offer back pull out.
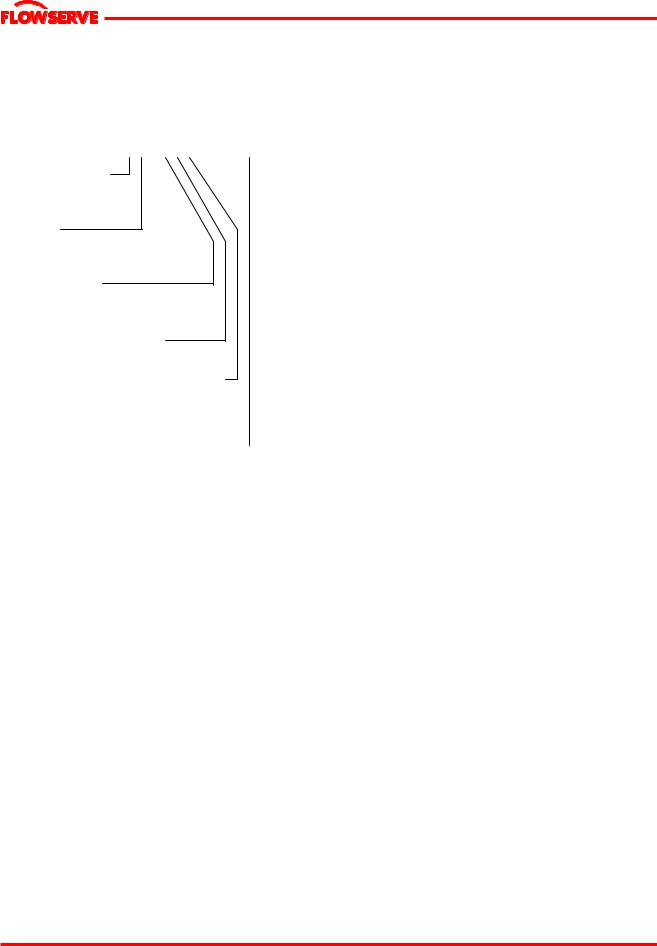
Figure 3-1: Nameplate mounted to housing
Serial No.
Equipment No.
Purchase Order
Model
Size 2K3X1.5 H-10/9.5 OP
MDP
Material
Date DD/MMM/YY
Page 10 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
3.2 Nomenclature
The pump size will be engraved on the nameplate typically as below:
2 K 3 X 1.5 H - 10 /9.5 OP
•Frame size
“2" indicates a medium size pump frame (in this example, a Group 2)
1 = Group 1 (small frame)
2 = Group 2 (medium frame)
3 = Group 3 (large frame)
•Power end
K = Mark 3 style power end Mark 3A – Standard
ANSI 3A – Optional (3 year guarantee)
•“3” = nominal suction port size (in.)
•“1.5” = Nominal discharge port size (in.)
•Modifier for “specialty pumps”
H = High Silicon Iron
Blank or no letter = standard pump M = Sealmatic
R = recessed impeller US = unitized self-priming V = vertical In-Line
LF = Lo-Flo
•Nominal maximum impeller diameter. “10” = 10 in.
•Pump design variation
A = This pump has been redesigned from an earlier version. The impeller and casing are no longer interchangeable with the earlier version.
H = This pump is designed for a higher flow capacity than another pump with the same basic designation. (Examples: 4X3-10 and 4X3-10H; 6X4-10 and 6X4-10H; 10X8-16 and 10X8-16H.
HH = This pump is designed for a higher head than another pump with the same basic designation. (Example: 4X3-13 and 4X3-13HH.)
•Actual impeller size
“9.5” = 9 ½ in. diameter; 8.13 = 8 ⅛ in;
10.75 = 10 ¾ in
(Previous annotation: 124 = 12 4/8 or 12 ½ in. diameter; 83 = 8 ⅜ in.)
•Impeller style
RV = reverse vane impeller; OP = Open impeller
3.3 Design of major parts
3.3.1 Pump casing
The seal chamber is cast integral to the casing volute and only the discharge connection is integral to the casing. The casing must be installed prior to the impeller.
3.3.2 Split Gland Yoke
The seal chamber is cast integral to the casing volute. The gland yoke is clamped around the seal chamber neck. The gland yoke allows for seal chamber taps and provides the bolting ring for the gland.
3.3.3 Impeller
The impeller is open type design.
3.3.4 Suction Cover
The front cover plate encapsulates the impeller and contains the suction connection.
3.3.5 Shaft/sleeve
Solid and sleeved shafts are available, supported on bearings, threaded impeller end and keyed drive end.
3.3.6 Pump bearings and lubrication
Ball bearings are fitted as standard and may be either oil or grease lubricated.
3.3.7Bearing housing
Large oil bath reservoir.
3.3.8Shaft seal
The mechanical seal(s), attached to the pump shaft, seals the pumped liquid from the environment. Gland packing may be fitted as an option.
3.3.9 Driver
The driver is normally an electric motor. Different drive configurations may be fitted such as internal combustion engines, turbines, hydraulic motors etc driving via couplings, belts, gearboxes, drive shafts etc.
3.3.10 Accessories
Accessories may be fitted when specified by the customer.
3.4 Performance and operation limits
This product has been selected to meet the specification of your purchase order. See section 1.5.
The following data is included as additional information to help with your installation. It is typical, and factors such as liquid being pumped, temperature, material of construction, and seal type may influence this data. If required, a definitive statement for your application can be obtained from Flowserve.
3.4.1 Alloy cross reference chart
Figure 3-2 is the Alloy cross-reference chart for all Mark 3 pumps. E3042 is the material code for High Silicon Iron Pump wet ends.
Page 11 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
Figure 3-2: Alloy cross-reference chart
Flowserve |
Designation |
Durco Legacy |
ACI |
Equivalent Wrought |
ASTM |
Material |
|
Material Code |
Codes |
Designation |
Designation |
Specifications |
Group No. |
||
|
|||||||
E3020 |
Ductile iron |
DCI |
None |
None |
A395, Gr. 60-40-18 |
1.0 |
|
E3033 |
High chrome iron |
CR28 |
None |
None |
A532 class 3 |
Cr |
|
E4027 |
High chrome iron |
CR29 |
None |
None |
None |
Cr |
|
E4028 |
High chrome iron |
CR35 |
None |
None |
None |
Cr |
|
C3009 |
Carbon steel |
DS |
None |
Carbon steel |
A216 Gr. WCB |
1.1 |
|
C3062 |
Durco CF8 |
D2 |
CF8 |
304 |
A744, Gr. CF8 |
2.1 |
|
C3069 |
Durco CF3 |
D2L |
CF3 |
304L |
A744, Gr. CF3 |
2.1 |
|
C3063 |
Durco CF8M |
D4 |
CF8M |
316 |
A744, Gr. CF8M |
2.2 |
|
C3067 |
Durco CF3M |
D4L |
CF3M |
316L |
A744, Gr. CF3M |
2.2 |
|
C3107 |
Durcomet 100 |
CD4M |
CD4MCuN |
Ferralium® |
A995, Gr. CD4MCuN |
2.8 |
|
C4028 |
Durimet 20 |
D20 |
CN7M |
Alloy 20 |
A744, Gr. CN7M |
3.17 |
|
C4029 |
Durcomet 5 |
DV |
None |
None |
None |
2.2 |
|
K3005 |
Durco CY40 |
DINC |
CY40 |
Inconel® 600 |
A494, Gr. CY40 |
3.5 |
|
K3007 |
Durco M35 |
DMM |
M351 |
Monel® 400 |
A494, Gr. M35-1 |
3.4 |
|
K3008 |
Nickel |
DNI |
CZ100 |
Nickel 200 |
A494, Gr. CZ100 |
3.2 |
|
K4007 |
Chlorimet 2 |
DC2 |
N7M |
Hastelloy® B |
A494, Gr. N7M |
3.7 |
|
K4008 |
Chlorimet 3 |
DC3 |
CW6M |
Hastelloy® C |
A494, Gr. CW6M |
3.8 |
|
E3041 |
Duriron® |
D |
None |
None |
A518, Gr. 1 |
No load |
|
E3042 |
Durichlor 51® |
D51 |
None |
None |
A518, Gr. 2 |
No load |
|
E4035 |
Superchlor® |
SD51 |
None |
None |
A518, Gr. 2 |
No load |
|
D4036 |
Durco DC8 |
DC8 |
None |
None |
None |
- |
|
H3004 |
Titanium |
Ti |
None |
Titanium |
B367, Gr. C3 |
Ti |
|
H3005 |
Titanium-Pd |
TiP |
None |
Titanium-Pd |
B367, Gr. C8A |
Ti |
|
H3007 |
Zirconium |
Zr |
None |
Zirconium |
B752, Gr. 702C |
Ti |
®Duriron, Durichlor 51 and Superchlor are registered trademarks of Flowserve Corporation.
®Ferralium is a registered trademark of Langley Alloys.
®Hastelloy is a registered trademark of Haynes International, Inc.
®Inconel and Monel are registered trademarks of International Nickel Co. Inc.
3.4.2 Pressure-temperature ratings
The maximum allowable discharge pressure is 6.9 bar (100 psi) from -29 to 176˚C (-20 to 350˚F).
3.4.3 Suction pressure limits
Suction pressure is limited only by the pressure temperature ratings of the pump. Specific gravity is limited to 2.0.
3.4.4 Minimum continuous flow
The minimum continuous flow (MCF) is based on a percentage of the best efficiency point (BEP). Figure 3-3 identifies the MCF.
Figure 3-3: Minimum continuous flow
Pump size |
MCF % of BEP |
|
1750/1450 |
1180/960 |
|
|
r/min |
r/min |
2K4x3H-13 |
20% |
10% |
All other sizes |
10% |
10% |
4 INSTALLATION
High Silicon Iron components
 If any of the components of the pump have been made of High Silicon Iron, the following precautionary measures should be followed:
If any of the components of the pump have been made of High Silicon Iron, the following precautionary measures should be followed:
•Use hand wrenches rather than impact wrenches
•This equipment should not be subjected to sudden changes in temperature or pressure
•Avoid striking this equipment with any sharp blows
High Silicon Iron components
 Avoid any repair or fabrication welds on High Silicon Iron components.
Avoid any repair or fabrication welds on High Silicon Iron components.
4.1 Location
The pump should be located to allow room for access, ventilation, maintenance, and inspection with ample headroom for lifting and should be as close as practicable to the supply of liquid to be pumped.
Refer to the general arrangement drawing for the pump set.
Page 12 of 48

USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
4.2 Part assemblies
The supply of motors and baseplates are optional. As a result, it is the responsibility of the installer to ensure that the motor is assembled to the pump and aligned as detailed in section 4.5 and 4.8.
4.3 Foundation
4.3.1Protection of openings and threads
When the pump is shipped, all threads and all openings are covered. This protection/covering should not be removed until installation. If, for any reason, the pump is removed from service, this protection should be reinstalled.
4.3.2Rigid baseplates - overview
The function of a baseplate is to provide a rigid foundation under a pump and its driver that maintains alignment between the two. Baseplates may be generally classified into two types:
•Foundation-mounted, grouted design. (Figure 4-1.)
•Stilt mounted, or free standing. (Figure 4-2.)
Figure 4-1
Figure 4-2
Baseplates intended for grouted installation are designed to use the grout as a stiffening member. Stilt mounted baseplates, on the other hand, are designed to provide their own rigidity. Therefore the designs of the two baseplates are usually different.
Regardless of the type of baseplate used, it must provide certain functions that ensure a reliable installation. Three of these requirements are:
1.The baseplate must provide sufficient rigidity to assure the assembly can be transported and
installed, given reasonable care in handling, without damage. It must also be rigid enough when properly installed to resist operating loads.
2.The baseplate must provide a reasonably flat mounting surface for the pump and driver. Uneven surfaces will result in a soft-foot condition that may make alignment difficult or impossible. Experience indicates that a baseplate with a top surface flatness of 1.25 mm/m (0.015 in./ft) across the diagonal corners of the baseplate provides such a mounting surface. Therefore, this is the tolerance to which we supply our standard baseplate. Some users may desire an even flatter surface, which can facilitate installation and alignment. Flowserve will supply flatter baseplates upon request at extra cost. For example, mounting surface flatness of 0.17 mm/m (0.002 in./ft) is offered on the Flowserve Type E “Ten Point” baseplate shown in figure 4-1.
3.The baseplate must be designed to allow the user to final field align the pump and driver to within their own particular standards and to compensate for any pump or driver movement that occurred during handling. Normal industry practice is to achieve final alignment by moving the motor to match the pump. Flowserve practice is to confirm in our shop that the pump assembly can be accurately aligned. Before shipment, the factory verifies that there is enough horizontal movement capability at the motor to obtain a “perfect” final alignment when the installer puts the baseplate assembly into its original, top leveled, unstressed condition.
4.3.3 Stilt and spring mounted baseplates
Flowserve offers stilt and spring mounted baseplates. (See figure 4-2 for stilt mounted option.) The low vibration levels of Mark 3 pumps allow the use of these baseplates - provided they are of a rigid design. The baseplate is set on a flat surface with no tie down bolts or other means of anchoring it to the floor.
General instructions for assembling these baseplates are given below. For dimensional information, please refer to the appropriate Flowserve “Sales print.”
4.3.3.1 Stilt mounted baseplate assembly instructions
Refer to figure 4-3.
a)Raise or block up baseplate/pump above the floor to allow for the assembly of the stilts.
b)Predetermine or measure the approximate desired height for the baseplate above the floor.
c)Set the bottom nuts [2] above the stilt bolt head [1] to the desired height.
d)Assemble lock washer [3] down over the stilt bolt.
Page 13 of 48

USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
e)Assemble the stilt bolt up through hole in the bottom plate and hold in place.
f)Assemble the lock washer [3] and nut [2] on the stilt bolt. Tighten the nut down on the lock washer.
g)After all four stilts have been assembled, position the baseplate in place, over the floor cups [4] under each stilt location, and lower the baseplate to the floor.
h)Level and make final height adjustments to the suction and discharge pipe by first loosening the top nuts and turning the bottom nuts to raise or lower the baseplate.
i)Tighten the top and bottom nuts at the lock washer [3] first then tighten the other nuts.
j)It should be noted that the connecting pipelines must be individually supported, and that the stilt mounted baseplate is not intended to support total static pipe load.
Figure 4-3
4.3.3.2 Stilt/spring mounted baseplate assembly instructions
Refer to figure 4-4.
a)Raise or block up baseplate/pump above the floor to allow for the assembly of the stilts.
b)Set the bottom nuts [4] above the stilt bolt head
[1].This allows for 51 mm (2 in.) upward movement for the final height adjustment of the suction/discharge flange.
c)Assemble the lock washer [6] flat washer [5] and bottom spring/cup assembly [2] down over the stilt bolt [1].
d)Assemble the stilt bolt/bottom spring up through hole in the bottom plate and hold in place.
e)Assemble top spring/cup assembly [3] down over stilt bolt.
f)Assemble flat washer [5], lock washer [6] and nuts [4] on the stilt bolt.
g)Tighten down top nuts, compressing the top spring approximately 25 mm (1 in.).
h)After all four stilts have been assembled, position the baseplate in place, over the floor
cups [7] under each stilt location, and lower the baseplate down to the floor.
i)Level and make final height adjustments to the suction and discharge pipe by first loosening the top nuts, and turning the bottom nuts to raise or lower the baseplate.
j)To make the stilt bolts more stable, tighten down on the top nuts, compressing the top spring approximately 25 mm (1 in.), and lock the nuts in place.
k)It should be noted that the connecting pipelines must be individually supported, and that the spring mounted baseplate is not intended to support total static pipe loads.
Figure 4-4
4.3.3.3 Stilt/spring mounted baseplates - motor alignment
The procedure for motor alignment on stilt or spring mounted baseplates is similar to grouted baseplates. The difference is primarily in the way the baseplate is leveled.
a)Level the baseplate by using the stilt adjusters. (Shims are not needed as with grouted baseplates.)
b)After the base is level, it is locked in place by locking the stilt adjusters.
c)Next the initial pump alignment must be checked. The vertical height adjustment provided by the stilts allows the possibility of slightly twisting the baseplate. If there has been no transit damage or twisting of the baseplate during stilt height adjustment, the pump and driver should be within 0.38 mm (0.015 in.) parallel, and 0.0025 mm/mm (0.0025 in./in.) angular alignment. If this is not the case, check to see if the driver mounting fasteners are centered in the driver feet holes.
d)If the fasteners are not centered there was likely shipping damage. Re-center the fasteners and perform a preliminary alignment to the above tolerances by shimming under the motor for
Page 14 of 48
USER INSTRUCTIONS MARK 3 High Silicon Iron ENGLISH 71569249 09-04
 ®
®
vertical alignment, and by moving the pump for horizontal alignment.
e)If the fasteners are centered, then the baseplate may be twisted. Slightly adjust (one turn of the adjusting nut) the stilts at the driver end of the baseplate and check for alignment to the above tolerances. Repeat as necessary while maintaining a level condition as measured from the pump discharge flange.
f)Lock the stilt adjusters.
The remaining steps are as listed for new grouted baseplates.
4.4 Grouting
a)The pump foundation should be located as close to the source of the fluid to be pumped as practical.
b)There should be adequate space for workers to install, operate, and maintain the pump. The foundation should be sufficient to absorb any vibration and should provide a rigid support for the pump and motor.
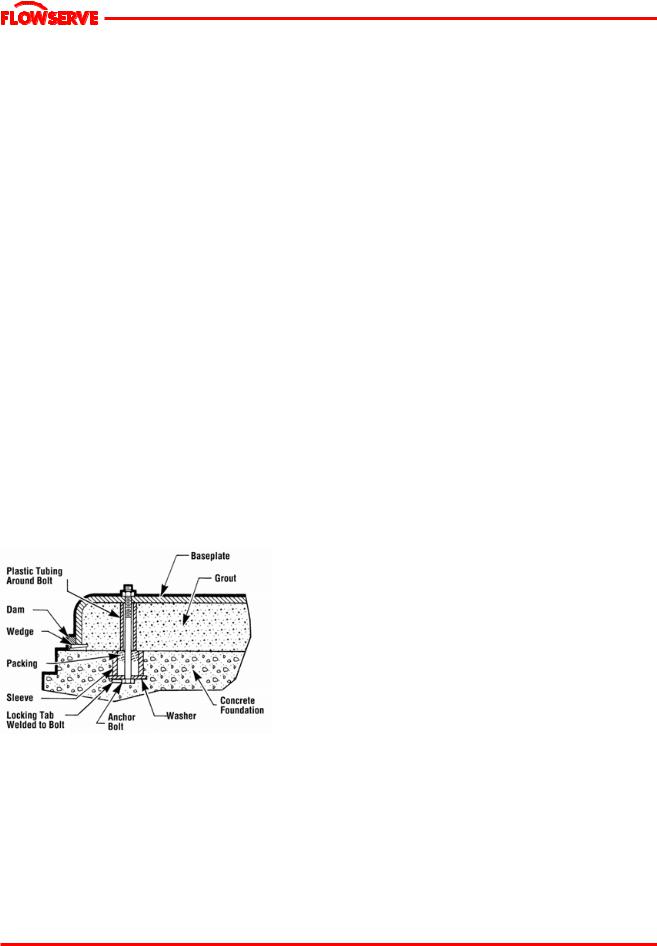
c)Recommended mass of a concrete foundation should be three times that of the pump, motor and base. Refer to figure 4-5.
 Foundation bolts are imbedded in the concrete inside a sleeve to allow some movement of the bolt.
Foundation bolts are imbedded in the concrete inside a sleeve to allow some movement of the bolt.
Figure 4-5
d)Level the pump baseplate assembly. If the baseplate has machined coplanar mounting surfaces, these machined surfaces are to be referenced when leveling the baseplate. This may require that the pump and motor be removed from the baseplate in order to reference the machined faces. If the baseplate is without machined coplanar mounting surfaces, the pump and motor are to be left on the baseplate. The proper surfaces to reference when leveling the pump baseplate assembly are the pump suction
and discharge flanges. DO NOT stress the baseplate.
e)Do not bolt the suction or discharge flanges of the pump to the piping until the baseplate foundation is completely installed. If equipped, use leveling jackscrews to level the baseplate. If jackscrews are not provided, shims and wedges should be used. (See Figure 4-5.) Check for levelness in both the longitudinal and lateral directions. Shims should be placed at all base anchor bolt locations, and in the middle edge of the base if the base is more than 1.5 m (5 ft.) long. Do not rely on the bottom of the baseplate to be flat. Standard baseplate bottoms are not machined, and it is not likely that the field mounting surface is flat.
f)After leveling the baseplate, tighten the anchor bolts. If shims were used, make sure that the baseplate was shimmed near each anchor bolt before tightening. Failure to do this may result in a twist of the baseplate, which could make it impossible to obtain final alignment.
g)Check the level of the baseplate to make sure that tightening the anchor bolts did not disturb the level of the baseplate. If the anchor bolts did change the level, adjust the jackscrews or shims as needed to level the baseplate.
h)Continue adjusting the jackscrews or shims and tightening the anchor bolts until the baseplate is level.
i)Check initial alignment. If the pump and motor were removed from the baseplate proceed with step j) first, then the pump and motor should be reinstalled onto the baseplate using Flowserve’s factory preliminary alignment procedure as described in section 4.5, and then continue with the following. As described above, pumps are given a preliminary alignment at the factory. This preliminary alignment is done in a way that ensures that, if the installer duplicates the factory conditions, there will be sufficient clearance between the motor hold down bolts and motor foot holes to move the motor into final alignment. If the pump and motor were properly reinstalled to the baseplate or if they were not removed from the baseplate and there has been no transit damage, and also if the above steps where done properly, the pump and driver should be within 0.38 mm (0.015 in.) FIM (Full Indicator Movement) parallel, and 0.0025 mm/mm (0.0025 in./in.) FIM angular. If this is not the case, first check to see if the driver mounting fasteners are centered in the driver feet holes. If not, re-center the fasteners and perform a preliminary alignment to the above tolerances by shimming under the motor for vertical alignment, and by moving the pump for horizontal alignment.
Page 15 of 48
Loading...