

ESAB PRC 17-49, PRC 33-90, PRC 60-170,A21 PRC 17-49, A21 PRC 33-90, A21 PRC 60-170 Instruction manual / Wear parts [hu]
Page 1

HU
A21
PRC 17-49
PRC 33-90
PRC 60-170
Kezelési utasítások
Valid for serial no. 538-xxx-xxxx0443 934 201 HU 100215
Page 2
DECLARATION OF CONFORMITY
according to the Machinery Directive 2006/42/EC, according to the EMC Directive 2004/108/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Maskindirektivet 2006/42/EG, enligt EMC−Direktivet 2004/108/EG
Type of equipment Materialslag
Tube welding tool
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PRC 17−49, 33−90, 60−170, from Serial number 538 xxx xxxx (2005 week 38)
PRC Tube welding tools are members of the ESAB product family A21
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE−695 81 LAXÅ, Sweden
Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60204−1, Safety of machinery – Electrical equipment of machines – Party 1: General requirements
EN 12100−2, Safety of machinery – Part 2: Technical principles
EN 60974−10 Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2010−02−12
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification
- 2 -
Page 3

1 BIZTONSÁG 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 BEVEZETÉS 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MŰSZAKI ADATOK 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 TELEPÍTÉS 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Összeszerelési utasítások 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 ÜZEMELTETÉS 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Csatlakozás 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 A hegesztőkészülék rögzítése a hegesztéshez 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Beállítások 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Hegesztés szűk helyeken 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 KARBANTARTÁS 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Naponta 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Szükség szerint 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 A kopó alkatrészek cseréje 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 A wolfram elektróda beillesztése 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 A csipeszek leszerelése a készülékről 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 PÓTALKATRÉSZEK RENDELÉSE 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RENDELÉSI SZÁM 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KOPÓ ALKATRÉSZEK 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TARTOZÉKOK 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fenntartjuk az elözetes bejelentés nélküli változtatás jogát.
TOCu
- 3 -
Page 4

HU
1 BIZTONSÁG
Az ESAB hegesztőkészülék használói végső soron maguk felelnek azért, hogy bárki, aki a
berendezést használja, vagy annak közelében dolgozik, minden vonatkozó biztonsági
óvintézkedést betartson. A biztonsági óvintézkedéseknek meg kell felelniük az adott típusú
hegesztőkészülékre vonatkozó követelményeknek. A munkahelyen alkalmazandó szokásos
előírások mellett a következő ajánlásoknak kell eleget tenni:
Minden munkát szakképzett személynek kell végeznie, aki jól ismeri a hegesztőkészülék
működését. A hegesztőkészülék szabálytalan üzemeltetése veszélyhelyzetet teremthet, és a
készüléket üzemeltető sérülését, vagy a készülék meghibásodását eredményezheti.
1. Mindenkinek, aki a hegesztőkészüléket üzemelteti, tisztában kell lennie a következőkkel:
S a hegesztőkészülék működésével,
S a vészkapcsolók helyével,
S azok funkciójával,
S a vonatkozó biztonsági óvintézkedésekkel,
S a hegesztés menetével.
2. A készülék üzemeltetőjének biztosítania kell, hogy
S illetéktelen személy ne tartózkodjon a készülék hatósugarában, amikor azt beindítják,
S a hegesztőív közelében mindenki használja a védőeszközöket.
3. A munkahely legyen
S munkavégzésre alkalmas,
S huzatmentes,
4. Egyéni védőeszközök
S Mindig használja az ajánlott egyéni védőeszközöket, azaz a védőszemüveget, a
tűzálló védőruhát és a védőkesztyűket. Megjegyzés! Huzalcsere alkalmával ne
használjon védőkesztyűt.
S Ne viseljenek laza ruhadarabokat, például sálat, vagy karkötőt, gyűrűt, stb., ami
beakadhat vagy égési sérülést okozhat.
5. Általános óvintézkedések
S Ellenőrizzük, hogy a visszavezető kábel csatlakozása rendben van-e.
S Nagyfeszültségű berendezésen csak szakképzett villanyszerelő dolgozhat.
S Jól látható jelöléssel ellátott, megfelelő tűzoltó készülék legyen kéznél.
S Üzemeltetés közben a készüléken nem végezhető olajozás és karbantartás.
VIGYÁZAT!
Ez a termék kizárólag csak ívhegesztésre alkalmas.
dsa9d1ua
- 4 -
Page 5

HU
FIGYELEM!
Ívhegesztés és vágás sérülésveszélyes lehet önre és környezetére. Legyen óvatos hegesztéskor.
Tartsa be a biztonsági előírásokat melyek a gyártó figyelmeztető szövegeire épülnek.
ÁRAMÜTÉS - Halálos lehet
S Az előírásoknak megfelelően kösse be és földelje a hegesztőgépet.
S Ne nyúljon feszültség alatti részekhez vagy elektódákhoz csupasz kézzel vagy nedves
védőberendezéssel.
S Szigetelje el önmagát a földtől és a munkadarabtól.
S Biztosítson magának biztos munkahelyzetet.
FÜST ÉS GÁZ - Veszélyes lehet egészségére
S Tartsa távol arcát a hegesztési füsttől.
S Szellőztessen és szivassa el a hegesztési füstöt és gázt a munkakörnyezetből
ÍV - Megsértheti a szemet és égési sebet okozhat a bőrön
S Óvja a szemét és testét. Használjon szűrőbetétes hegesztő pajzsot és viseljen védőöltözetet.
S Védje a környezetét fallal vagy függönnyel.
TŰZVESZÉLY
S Szikra tüzet okozhat. Ezért távolítson el minden éghetőt a munkakörnyezetből.
ZAJ - Erős zaj hallási sérülést okozhat
S Védje a fülét. Használjon füldugót vagy más hallásvédőt.
S Figyelmeztesse a környezetben tartózkodókat a veszélyre.
HIBA ESETÉN - Forduljon szakemberhez
Olvassa el figyelmesen a használati utasítást a bekötés és használatvétel előtt
VÉDJE ÖNMAGÁT ÉS KÖRNYEZETÉT!
VIGYÁZAT!
Figyelmesen olvassa el és ismerje meg a
használati útmutatót a hálózatra kapcsolás és a
használatbavétel előtt.
A villamos berendezéseket ne helyezze a kommunális hulladékba!
Az elektromos és elektronikus berendezések hulladékairól szóló 2002/96/EK
irányelvre és annak a nemzeti jogszabályok szerinti végrehajtására tekintettel a
villamos berendezéseket hasznos élettartamuk leteltével külön-külön össze kell
gyűjteni és vissza kell szállítani egy környezetvédelmi szempontból megfelelő
újrahasznosító létesítménybe. A berendezés tulajdonosaként a helyi képviselőtől kell
információt szereznie az engedélyezett begyűjtő helyekről.
Ennek az EU irányelvnek az alkalmazásával javul a környezet minősége és az
emberi egészség.
dsa9d1ua
VIGYÁZAT!
“Class A" osztályú berendezés nem használható lakókörnyezetben, ahol
a tápellátás a kisfeszültségű hálózaton keresztül biztosított. A vezetett,
valamint a sugárzott zavarás következtében ezeken a helyeken
potenciális nehézséget okozhat “Class A" osztályú berendezés
elektromágneses kompatibilitásának biztosítása.
- 5 -
Page 6
HU
Az ESAB minden hegesztéshez szükséges védőeszközt és kiegészítőt kínál.
2 BEVEZETÉS
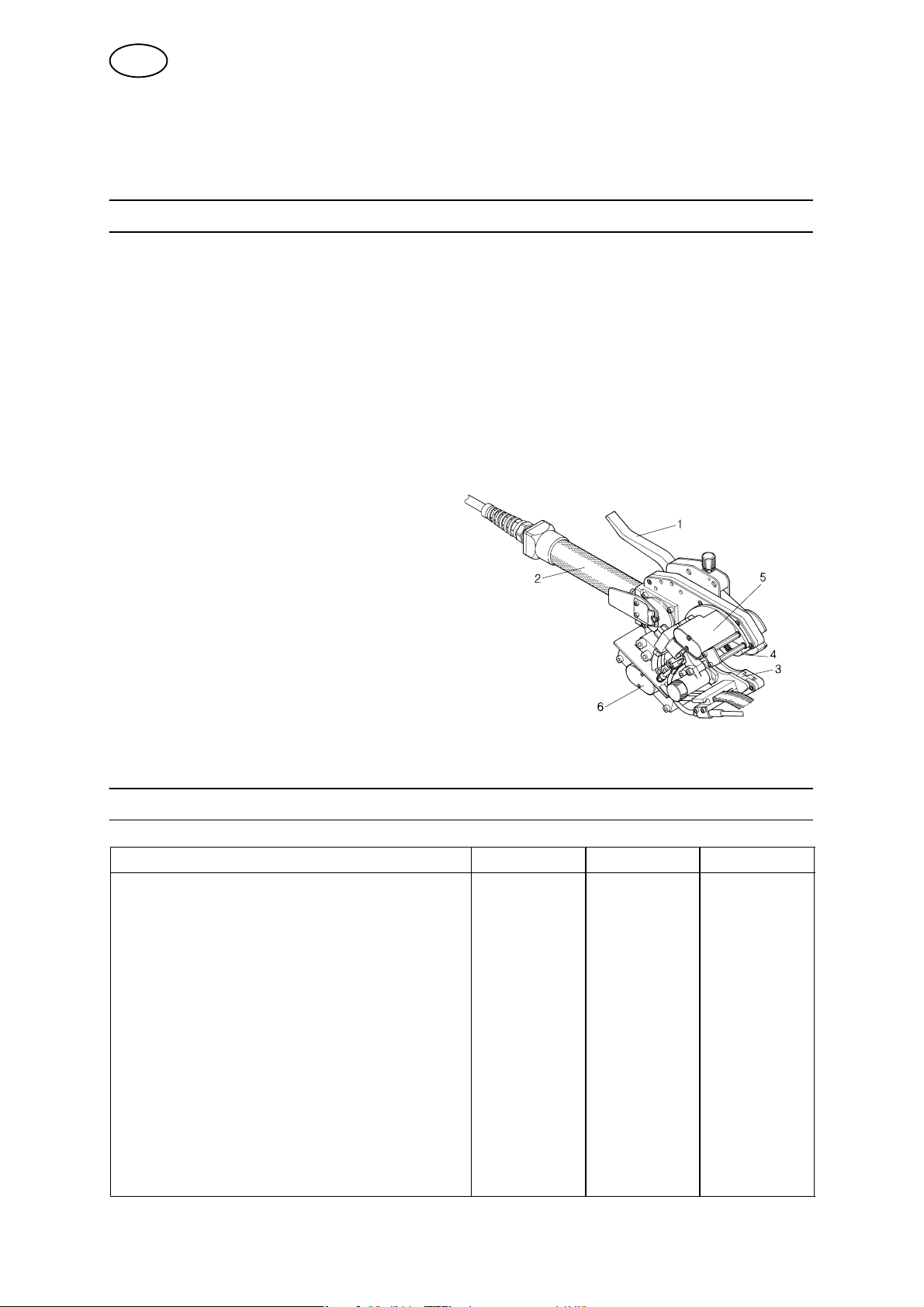
Az PRC 17-49 / 33-90 / 60-170 berendezést csőkötések TIG-hegesztéséhez
fejlesztettük ki.
A csőhegesztő szerszám vízhűtéses és összekapcsoló funkcióval (6), valamint
automatikus ívhossz szabályozással is rendelkezik (az ívfeszültség szabályozásával
= AVC) (5). A csőhegesztő készülékeket úgy módosítottuk, hogy csatlakoztathatók
legyenek a MechTig áramforráshoz. Ha hozaganyag is szükséges, a MEI 21
huzaladagoló egységet kell használni.
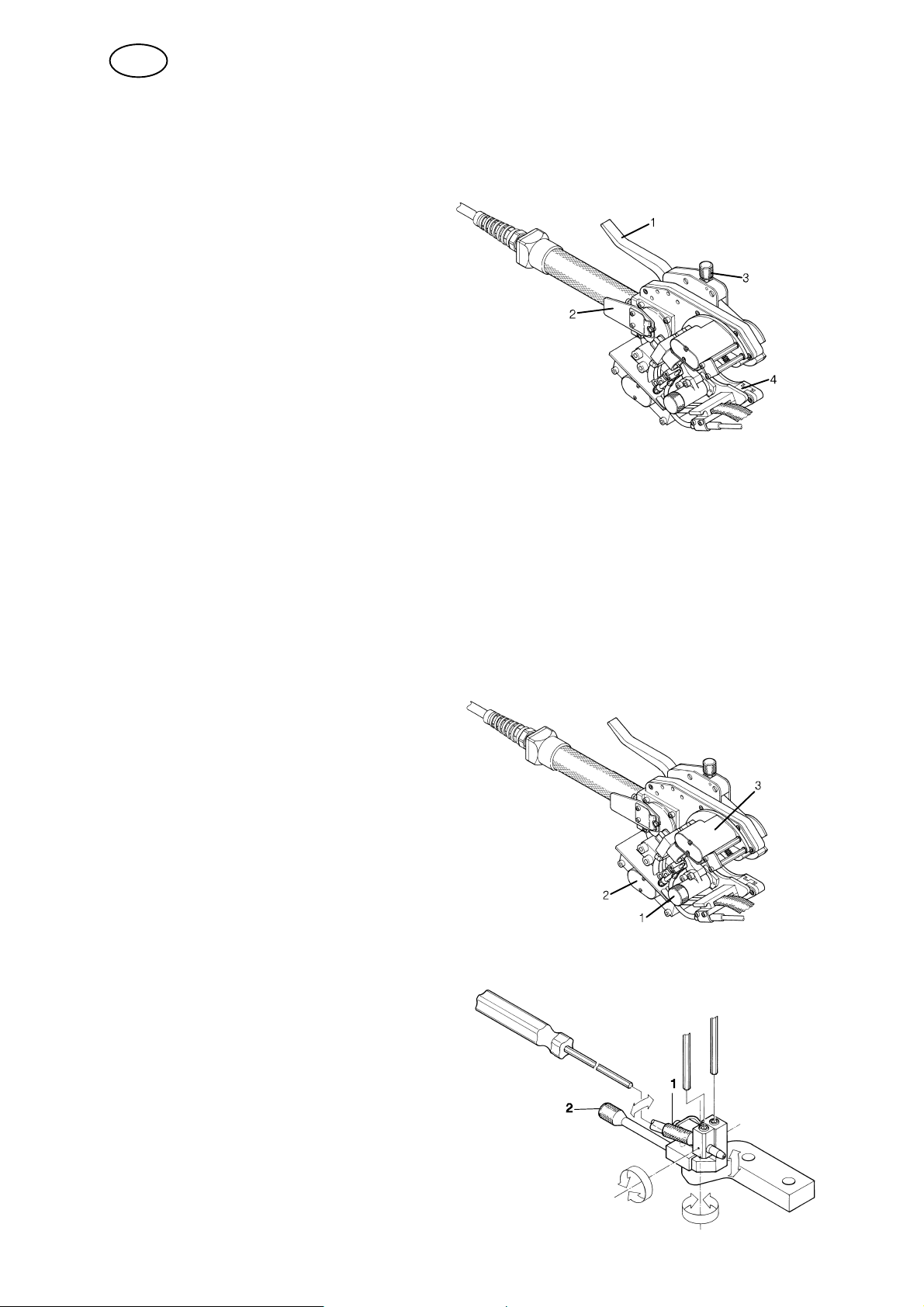
A csőhegesztő készülékek különleges befogó szerszámmal vannak felszerelve, ami
lehetővé teszi, hogy a készüléket biztonságosan
lehessen rögzíteni, és meg lehessen
határozni a helyét a csövön. Amikor a
fogókaron benyomják a rögzítőkart (1), a
szorítópofák (4) a csőhöz rögzítik az eszközt.
Hegesztés közben csak a rögzítőelemekkel
rendelkező készülékkarima (3) forog körbe.
A karimát egy mozgatóegység (2) mozgatja, amely egy
állandó mágnessel felszerelt egyenáramú motorból és a
fordulatszám-szabályozáshoz szükséges impulzus
távadóból áll. A motor üzemeltetését a vezérlő berendezés
(áramforrás) végzi.
3 MŰSZAKI ADATOK
Csőhegesztő készülék PRC 17-49 PRC 33-90 PRC 60-170
Max. hegesztőáram 100 %-os működési ciklus
esetén (A)
Cső, külső átmérő (mm) 17-49 33-90 60-170
Fordulatszám (fordulat/perc) 0.12 - 2.4 0.08 - 1.6 0.05 - 0.95
Tömeg kábel nélkül, tömlőegység, AVC- és
összekapcsoló egység (kg)
A tömlő hossza (m) 7 7 7
Wolfram elektróda, átmérő (mm) 1.6 / 2.4 1.6 / 2.4 1.6 / 2.4
Hozaganyag, átmérő (mm) Fe, SS 0.6 / 0.8 / 0.9 0.6 / 0.8 / 0.9 0.6 / 0.8 / 0.9
Meghajtóegység
Max. armatúra feszültség (V, egyenáram)
Max. armatúra áram (A, egyenáram)
Armatúra sebesség 20 V mellett (fordulat/perc)
Mechanikus áttételi arány
250 250 250
2.8 3.2 4.4
24
0,5
6950
246:1
24
0,5
6950
246:1
6950
246:1
24
0,5
dsa9d1ua
- 6 -
Page 7
HU
Csőhegesztő készülék PRC 60-170PRC 33-90PRC 17-49
Összekapcsolás
Motor
Max. armatúra feszültség (V, egyenáram)
Max. armatúra áram (A, egyenáram)
Max. sebesség, összekapcsoló mozgás (mm/s)
Min. sebesség, összekapcsoló mozgás (mm/s)
Beállítási tartomány (mm)
Amplitúdó (mm)
Tömeg(kg)
AVC (Ívfeszültség szabályozása)
Motor
Max. armatúra feszültség (V, egyenáram)
Max. armatúra áram (mA, egyenáram)
Normál szabályozási sebesség 10 V mellett
(ívszabályozás, mm/s
Tömeg (kg)
Üzemi hőmérséklet -10 - +40° C
Szállítási hőmérséklet -20 - +55° C
24
0.2
12
2
20
"6
1.8
12
0.2
2
0.5
24
0.2
12
2
20
"6
1.8
12
0.2
2
0.5
24
0.2
12
2
20
"6
2.2
12
0.2
2
0.5
4 TELEPÍTÉS
A gép bekötését csak szakember végezheti.
FIGYELEM!
Forgó alkatrészek becsípési veszélyt jelentenek, legyen óvatos
VIGYÁZAT!
Ez a termék ipari használatra készült. Lakásban és irodai környezetben rádiófrekvenciás
vételi zavart okozhat. Az üzemeltető kötelessége, hogy megtegye a megfelelő
óvintézkedéseket.
VIGYÁZAT!
Fennáll a tömlőrepedés veszélye! A hűtöközeget szállító tömlők esetében soha ne
használjon 3,5 barnál nagyobb nyomást.
Sűrített levegővel fúvassa ki az összes hűtőközeget a rendszerból egy tartályba.
dsa9d1ua
VIGYÁZAT!
A hűtőközeget kémiai hulladékként kell kezelni
- 7 -
Page 8
HU
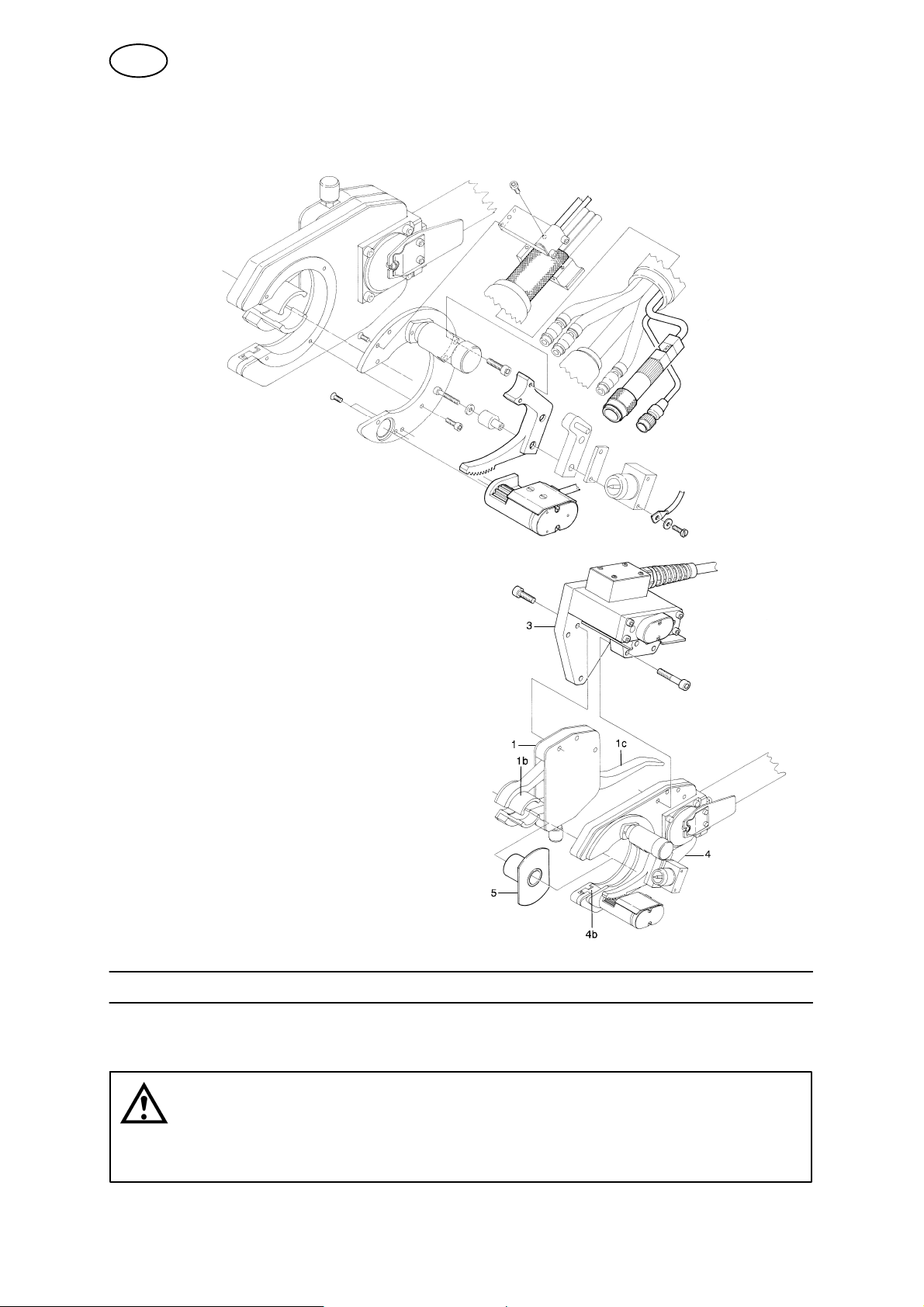
4.1 Összeszerelési utasítások
AVC egység
Összekapcsoló egység
Az összekapcsoló egység (3) és a
csipeszek fordítva is felszerelhetők a
készülékre, azaz úgy, hogy a zárókar (1c)
lefelé nézzen.
S A csipeszek (1) és az összekapcsoló
egység (3) leszerelése a körbeforgó
egységről (4).
Egy különleges rögzítőt (5) szállítunk a
készülékkel, amelyet megszorítás előtt a
szorítópofa (1b) és a készülékkarima
(4b) közé kell illeszteni. Ezzel
megelőzhető a középpont eltolódása,
amikor a csipeszeket (1) a rotációs
egységhez (4) rögzítik.
5 ÜZEMELTETÉS
A berendezés kezelésére vonatkozó általános biztonsági előírások a 4.
oldaltól olvashatók. Mielőtt beüzemelné a berendezést, olvassa végig!
FIGYELEM!
Veszélyes az egészségre! Kerülje a hegesztőberendezés kipárolgásának
belélegzését.
dsa9d1ua
- 8 -
Page 9

HU
FIGYELEM!
Égési sérülés veszélye a munkadarabnál és a hegesztőfej hegesztési zónájában!
VIGYÁZAT!
A hegesztő készülék sérülésének elkerülésére ellenőrizze a hegesztés megkezdése
előtt, hogy a visszatérő kábel hozzá van kötve a munkadarabhoz, és a wolfram
elektróda starthelyzetben van.
5.1 Csatlakozás
A Motorkábel - fordulat
B Kábelvédő
C Hűtővíztömlő ki
D Hűtővíztömlő be
E Hegesztő kábel
F Gáztömlő
G Motorkábel ć összekapcsoló egység
H Mérőkábel ć AVC egység
I Motorkábel ć AVC egység
dsa9d1ua
- 9 -
Page 10
HU
5.2 A hegesztőkészülék rögzítése a hegesztéshez
S A beállítócsavarral (3) állítsa be a megfelelő csőátmérőt úgy, hogy a
rögzítőkar (1) zárt állásban maradjon.
S A rögzítőkarral (1) nyissa ki a
hegesztőkészüléket.
S A helyes előzetes rögzítéshez a
beállítócsavart (3) alkalmazva fordítsa el a
berendezést még egy negyeddel.
N.B.:Az erősebb rögzítés miatt deformálódhatnak a
csipeszek, emiatt elmozdulhat a középpont és
hegesztési hibák keletkezhetnek.
A 8-17 mm-es átmérőjű csövek hegesztésére alkalmas
berendezések esetén (lásd a tartozékokat, 20oldal), a
hegesztőkészüléket úgy kell rögzíteni, hogy a
meghajtóegység függőleges helyzetben legyen; alternatívaként valamilyen
tartószerkezet vagy támaszték helyezhető a meghajtóegység alá, hogy a
hegesztőkészülék ne foroghasson körbe a cső körül.
S A rögzítőkarral (1) zárja ismét a hegesztőkészüléket.
S A kioldókarral oldja ki a készülékkarimát (2).
S Kb. másfél fordulattal fordítsa körbe a készülékkarimát (4), hogy feltekerje a
csatlakozó kábelt.
5.3 Beállítások
A wolfram elektróda helyzetének beállítása a hegesztési hézagban.
S Az elektróda távolságát
sugárirányban a szabályozó
dobozzal és az AVC egységgel(3)
állítsa be.
Megjegyzés: Amikor a szerszámot a max. 49,
90, 170 mm-es max. csőátmérőhöz használják,
a cső széle és a gázcsatlakozó közötti távolság
nem haladhatja meg a 7,5 mm-t.
S Tengelyirányban a beállító csavarokkal (1)
állítsa be a huzal helyzetét, vagy a programozó
dobozhoz viszonyítva az összekapcsoló
egységgel (2).
Az elektródatartó karján a rugó terhelése gyárilag be
van állítva. Amennyiben utánállítás szükséges, kérjen
tájékoztatást az ESAB legközelebbi képviselőjétől.
A hozaganyag bevezetése
S Lásd a huzaladagoló egységre
vonatkozó használati útmutatót.
A hozaganyag beállítása
S Sugárirányban egy imbuszkulccsal állítsa be a
hozaganyag csúcsát (1). A finombeállításhoz használja
a tárcsát (2).
dsa9d1ua
- 10 -
Page 11

HU
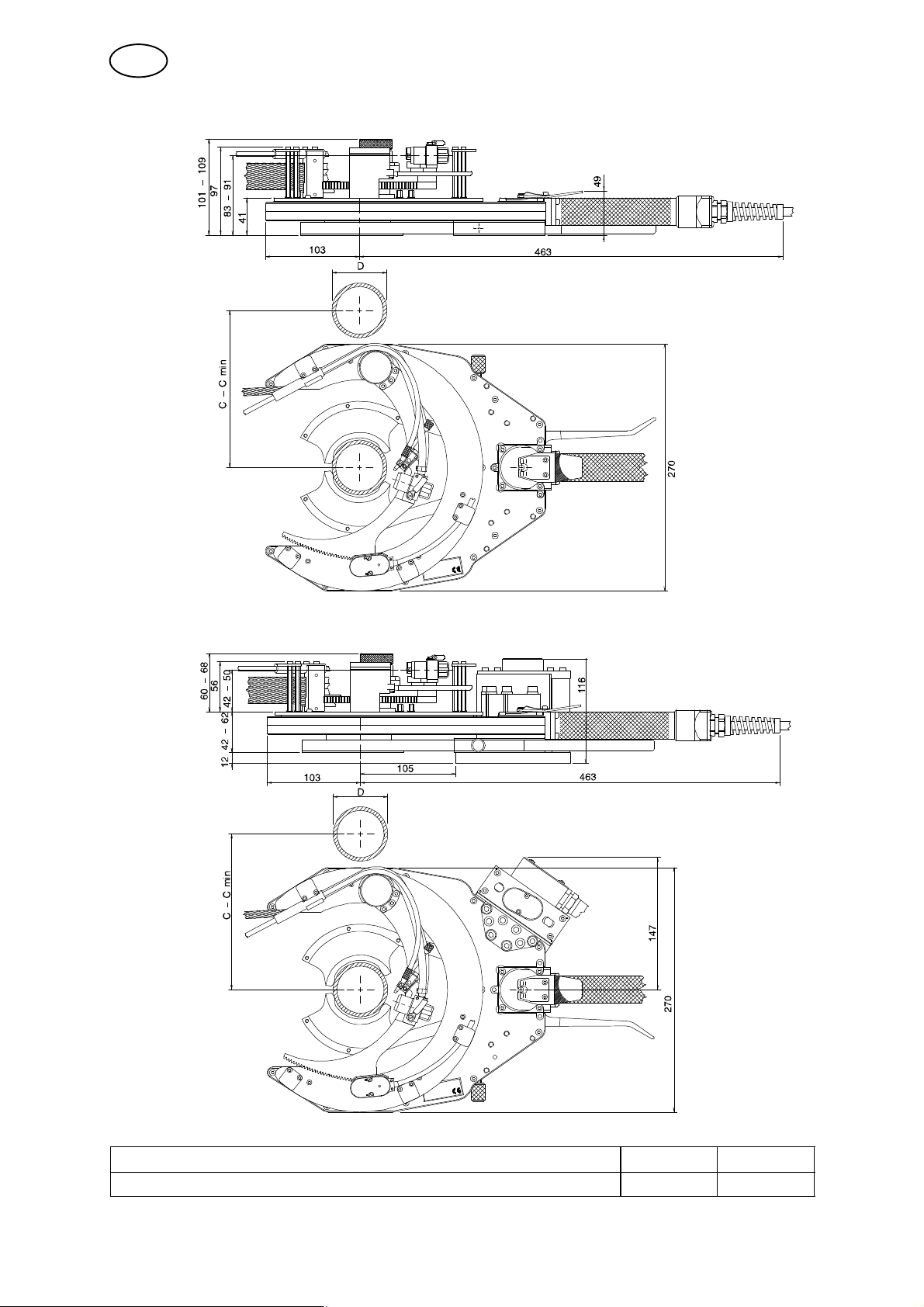
5.4 Hegesztés szűk helyeken
PRC 17-49 AVC-vel
PRC 17-49 AVC-vel és összekapcsoló egységgel
PRC 17-49 D C-C min
S Teljes D49 70+D
S A pontos huzalbeállításhoz szükséges tárcsa (1) nélkül
S A hegesztőpisztoly burkolatát (3) esetleg rövidebbre kell
cserélni.
S A pontos huzalbeállításhoz szükséges tárcsa (1) nélkül
S Véglemezek (2) nélkül
S Tengelyirányban hely a kábelek számára
S A hegesztőpisztoly burkolatát (3) esetleg rövidebbre kell
cserélni.
S 0443 880 880 jelű csúccsal a hozaganyag számára.
D49 70+D/2
D34
34D49
56+ D/2
39+D
dsa9d1ua
- 11 -
Page 12

HU
PRC 33-90 AVC-vel
PRC 33-90 AVC-vel és összekapcsoló
egységgel
PRC 33-90 D C-C min
S Teljes D68
68D90
S A pontos huzalbeállításhoz szükséges tárcsa (1) nélkül
S A hegesztőpisztoly burkolatát (3) esetleg rövidebbre kell
cserélni.
S A pontos huzalbeállításhoz szükséges tárcsa (1) nélkül
S Véglemezek (2) nélkül
S Tengelyirányban hely a kábelek számára
S A hegesztőpisztoly burkolatát (3) esetleg rövidebbre kell
cserélni.
D90 94+D/2
D90 82+D/2
94+D/2
60+D
dsa9d1ua
- 12 -
Page 13
HU
PRC 60-170 AVC-vel
PRC 60-170 AVC-vel és összekapcsoló egységgel
PRC 60-170 D C-C min
S Teljes. D170 137+D/2
dsa9d1ua
- 13 -
Page 14
HU
6 KARBANTARTÁS
A rendszeres karbantartás fontos a biztonságos és megbízható működéshez.
VIGYÁZAT!
A szállító minden garanciális kötelezettsége megszűnik, ha a vevő kísérletet tesz arra,
hogy bármilyen hibát saját maga javítson ki a garanciális időszak alatt.
6.1 Naponta
Ügyeljen rá, hogy minden kábel és tömlő sértetlen legyen.
6.2 Szükség szerint
Minden csúszó felületet tisztítson meg és friss kenőanyaggal zsírozzon meg; lásd a
tartozékokat, a 20oldalon.
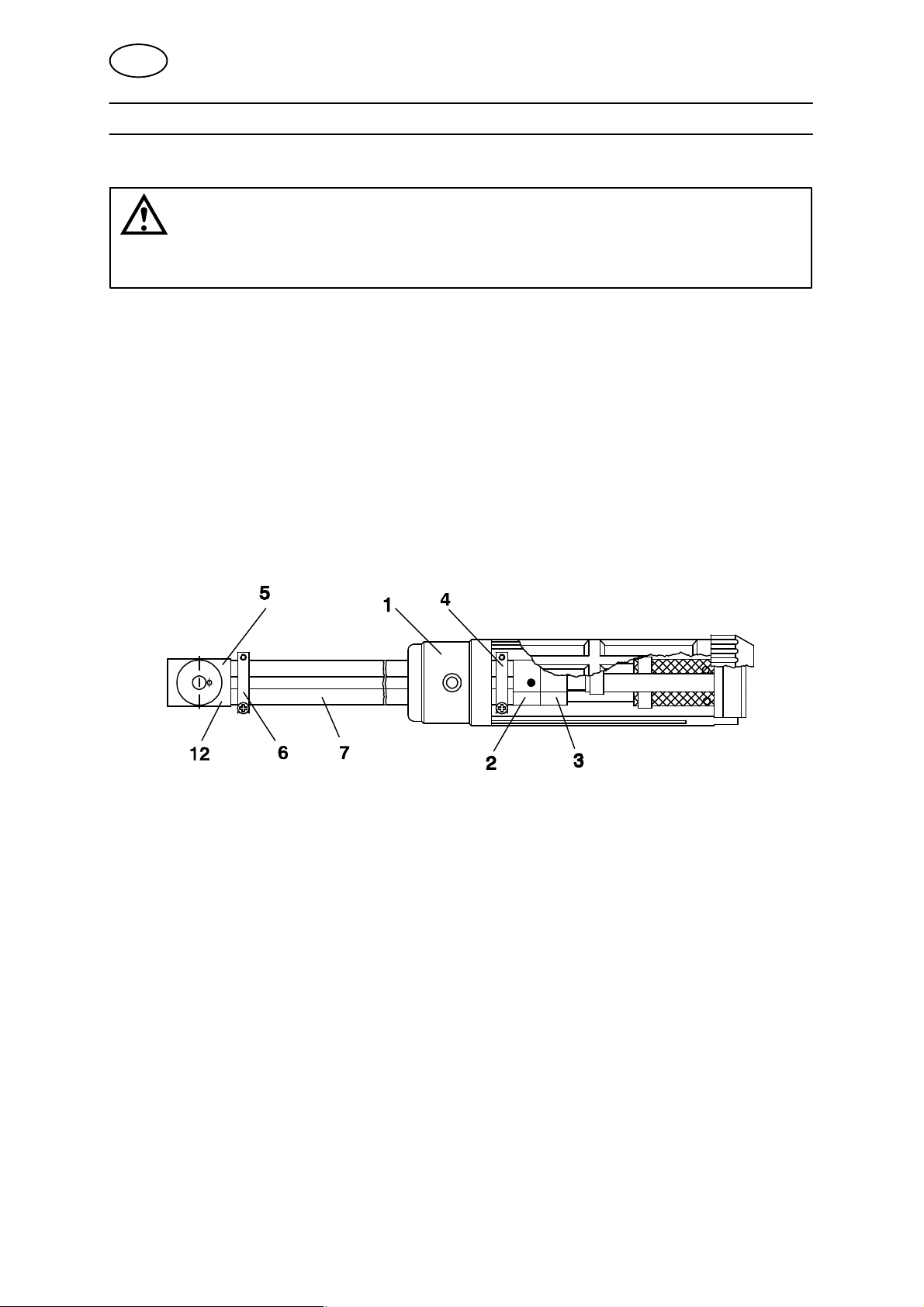
A teljes elektródatartó cseréje
S Nyissa ki a védőburkolatot (1).
S Az imbuszcsavarok eltávolításával szerelje le a csatlakozó blokkokat (2, 3).
S Távolítsa el a bilincset (6).
S Húzza ki a régi elektródatartót (5) a védőburkolaton keresztül (1). Az
alkatrészcsere-rendszerrel összhangban a bilinccsel (6) együtt küldje el cserére
a legközelebbi ESAB-képviselőnek.
S Az új elektródatartót fordított sorrendben illessze a helyére.
S Ügyeljen rá, hogy az o-gyűrűk megfelelően illeszkedjenek a csatlakozó blokkok
között (2, 3).
dsa9d1ua
- 14 -
Page 15
HU
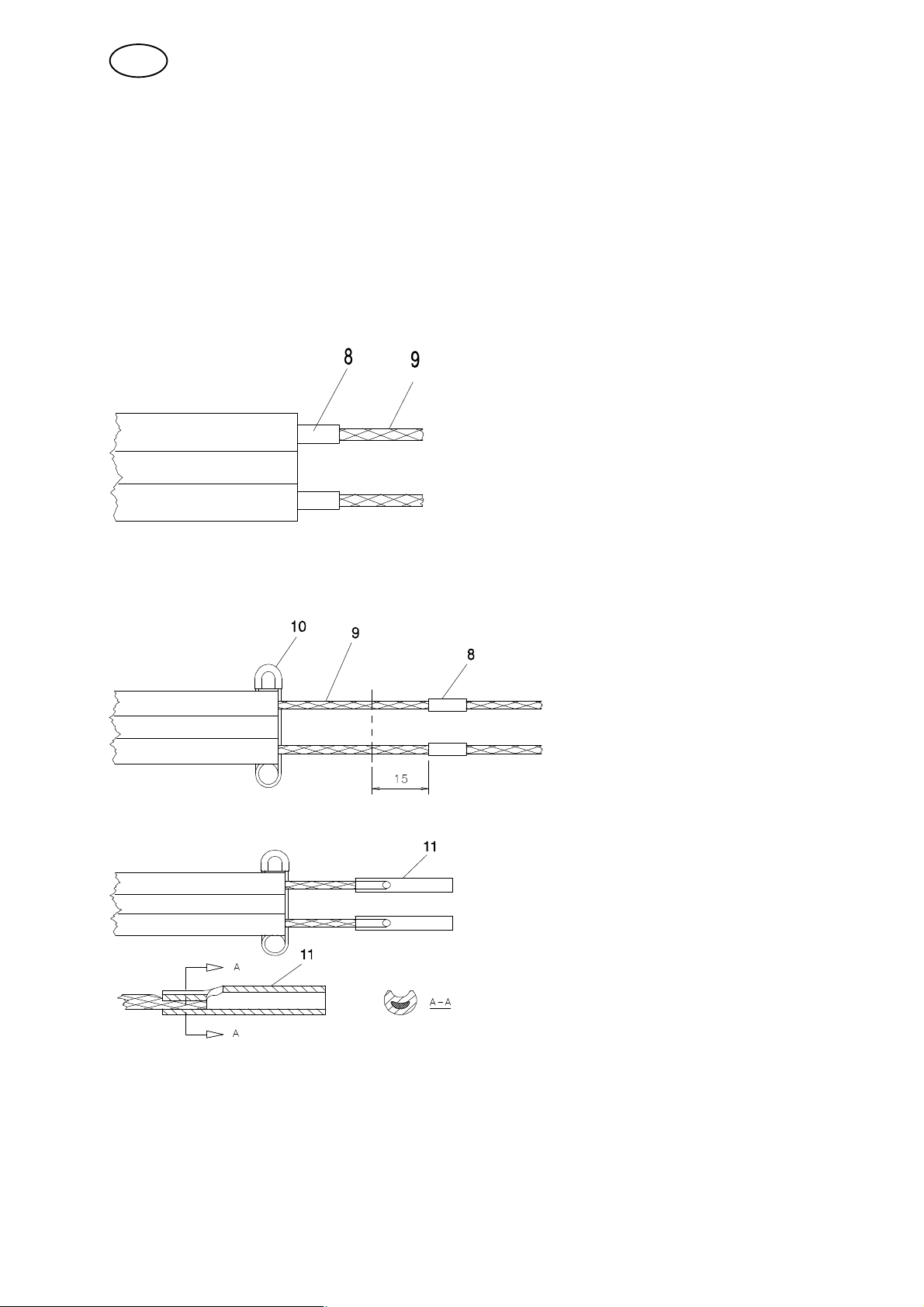
A többeres vezető javítása
MEGJEGYZÉS! Ezt engedéllyel rendelkező ESAB szerviztechnikusnak kell
végeznie.
S Lazítsa meg a bilincseket (4, 6) a sérült végen és oldja a tömlőt (7).
S Forrassza le a csatlakozót (11) az elektródatartóról (12) / csatlakozó blokkról (2).
S Vágja le a tömlő sérült részét, de hagyjon meg néhány centiméternyit a drótból.
S A tömlő végénél ć annak kezdetét megjelölve ć helyezzen szigetelőszalagot (8)
a drótra (9).
S Kb. 60-70 mm-re húzza ki a drótot a tömlőből, és rögzítő kapoccsal vagy
fémhuzallal (10) akadályozza meg, hogy a drót visszacsússzon.
S A drótot (9) hagyja kb. 15 mm-rel hosszabbra, mint a tömlő.
S Kábelfogóval vagy más alkalmas eszközzel illesszen fel új érintkezőket (11).
S Forrasztó ónnal forrassza rá a csatlakozót (11) az elektródatartóra (12) /
csatlakozó blokkra (2).
S Távolítsa el a rögzítő kapcsot /fémhuzalt (10).
S Nedvesítse meg az érintkezőket (11) és tolja rá a tömlőre (7).
S Illessze vissza a bilincseket (4, 6).
dsa9d1ua
- 15 -
Page 16

HU
6.3 A kopó alkatrészek cseréje
S Távolítsa el a hegesztőpisztoly burkolatát (1).
S Távolítsa el a wolfram elektródát (5).
S Távolítsa el a rögzítő hüvelyt (2).
S Távolítsa el a gázcsatlakozást (6).
S Egy imbuszkulccsal csavarozza le az elektróda
csúcsot (4) a gázfúvókáról (3).
S Az alkatrészek fordított sorrendben szerelje össze.
Megjegyzés! Ügyeljen rá, hogy a gázfúvóka (3) a
sima oldalával illeszkedjen a tömítő alátétre (7).
6.4 A wolfram elektróda beillesztése
Reszelje meg a wolfram elektródát és az alábbiak szerint illessze be az
elektródatartóba:
S Távolítsa el a hegesztőpisztoly burkolatát (1).
S Illessze bele a wolfram elektródát (5) az elektróda csúcsba (4) és a rögzítő
hüvelybe (2).
S Rögzítse a wolfram elektródát a hegesztőpisztoly burkolatával (1).
6.5 A csipeszek leszerelése a készülékről
Lásd az Összekapcsoló egységet a 8 oldalon.
7 PÓTALKATRÉSZEK RENDELÉSE
A PRC 17-49, PRC 33-90, PRC 60-170 kialakítása és tesztelése az EN 60204-1, EN
12100-2 és az EN 60974-10 nemzetközi és európai szabványok szerinti. A szervizelést
vagy javítást végző szerviz feladata annak ellenőrzése, hogy a termék még megfelel-e
a felsorolt szabványoknak.
Pótalkatrészek rendelhetők a legközelebbi ESAB forgalmazótól. Lásd e kiadvány
legutolsó oldalát.
dsa9d1ua
- 16 -
Page 17

PRC 17-49, PRC 33-90, PRC 60-170
Rendelési szám
Ordering no. Denomination Type Notes
0443 751 881 Tube welding tool PRC 17-49 AVC, Water cooled
0443 752 881 Tube welding tool PRC 17-49 AVC, weaving unit, water cooled
0443 761 881 Tube welding tool PRC 33-90 AVC, Water cooled
0443 762 881 Tube welding tool PRC 33-90 AVC, weaving unit, water cooled
0443 771 881 Tube welding tool PRC 60-170 AVC, Water cooled
0443 772 881 Tube welding tool PRC 60-170 AVC, weaving unit, water cooled
0443 934 990 Spare parts list PRC 17-49, PRC
33-90, PRC 60-170
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
dsa9o
- 17 Edition 100215
Page 18
PRC 17-49, PRC 33-90, PRC 60-170
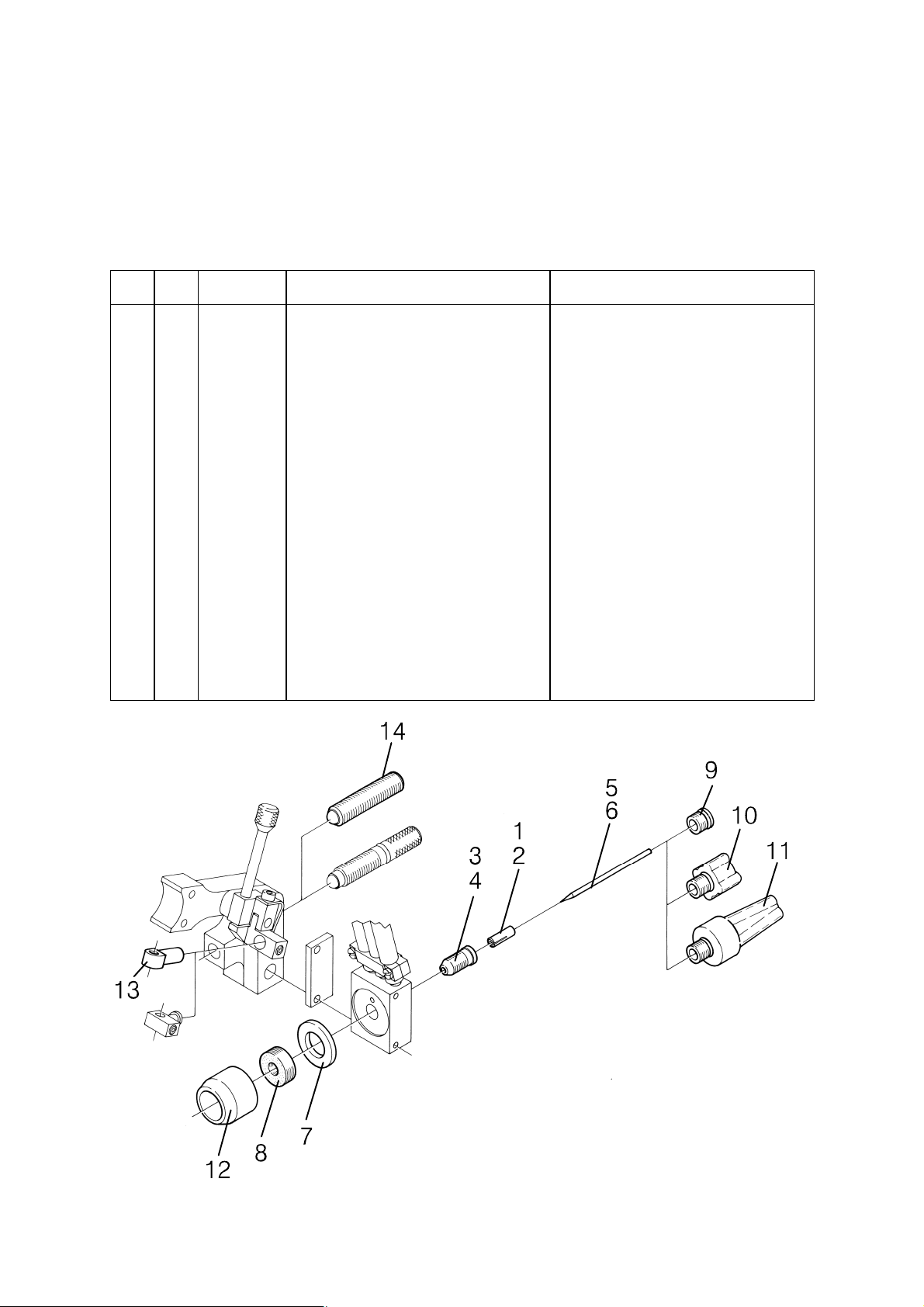
Kopó alkatrészek
Item
Qty Ordering no. Denomination Notes
no.
0443 807 880 Wear parts
1 1 0332 811 001 Clamping sleeve 1,6
2 1 0332 811 003 Clamping sleeve 2,4
3 1 0443 785 001 Electrode nozzle 1,6
4 1 0443 785 002 Electrode nozzle 2,4
5 1 0151 574 002 Tungsten electrode 1,6
6 1 0151 574 003 Tungsten electrode 2,4
7 2 0443 787 001 Sealing washer
8 2 0443 786 001 Gas lens
9 1 0332 801 880 Torch cover
10 1 0365 310 049 Torch cover
11 1 0365 310 050 Torch cover medium
12 2 0443 788 001 Gas cup
13 1 0333 420 880 Journal
14 1 0443 813 001 Ball pressure screw
1 0154 438 001 Hex tool key 2.5 mm
1 0193 387 101 In6 key set 8 pieces 1.5 - 6 mm
1 0334 731 001 Box
1 0444 044 001 Lubrication grease
dsa9w
- 18 Edition 100215
Page 19

PRC 17-49, PRC 33-90, PRC 60-170
Item
Qty Ordering no. Denomination Notes
no.
0443 815 880 Wire setting parts
1 1 0443 789 001 Wire attachment
2 1 0443 790 001 Wire rock
3 1 0443 791 001 Wire knob 44 mm
1 0443 791 002 Wire knob 62 mm
1 0443 791 003 Wire knob 72 mm
4 1 0443 792 001 Spring
5 1 0192 238 219 Screw IN6 M3 x 5, DIN 912
6 1 0212 204 343 Screw M5 x 6
7 2 0190 509 321 Screw M5 x 6
8 1 0332 792 001 Joural
dsa9w
- 19 Edition 100215
Page 20

PRC 17-49, PRC 33-90, PRC 60-170
Tartozékok
Angular support 0443 875 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PRC 17-49 wire conduit for welding in confined spaces 0443 880 880. . . . . . . . . . . . . . . . . . . . . . . .
Wheel for precise wire adjustment (62 mm) PRC 17-49, 33-90 0443 791 002. . . . . . . . . . . . . . . . .
Conversion kit for PRC 17-49 welding of tube diameters 8-17 mm 0444 002 880. . . . . . . . . . . . . . .
Conversion kit for PRC 33-90 welding of tube diameters 20-33 mm. 0443 908 880. . . . . . . . . . . . .
Conversion kit for PRC 60-170 welding of tube diameters 44-60 mm. 0443 909 880. . . . . . . . . . . .
Driving unit 134:1 0443 544 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Plate for angular support together with conversion kit for smaller diameters 0444 226 880. . . . . .
Wire holder complete with gas lens Ø24 mm with adjustable wire nozzle for
PRC 33-170 0443 923 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Wire nozzle straight for PRC 17-170 complete adjustable holder 0443 988 880. . . . . . . . . . . . . . . .
dsa9a
- 20 -
Edition 100215
Page 21

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 21 -
Page 22

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 22 -
Page 23

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 23 -
Page 24

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...