

Page 1

104100
LAH630
LAE800/1000/1250/1600
→ LAF 630/800/1000/1250/1600
Conversion kit
Monteringsanvisning Assembly instruction
Valid for Serial NO 7510457 566 026 030819
Page 2

SVENSKA 3..............................................
ENGLISH 14..............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Rights reserved to alter specifications without notice.
-- 2 --
Page 3

SVENSKA
1DIREKTIV 4.........................................................
2 SÄKERHET 4........................................................
3 INTRODUKTION 5...................................................
3.1 Allmänt 5...................................................................
3.2 Tekniska data 5.............................................................
4 INSTALLATION 6....................................................
4.1 Allmänt 6...................................................................
4.2 Monteringsanvisning 6.......................................................
4.3 Provning 10.................................................................
4.4 Anslutningar 11..............................................................
5 DRIFT 13.............................................................
5.1 Allmänt 13...................................................................
6 TILLBEHÖR 13.......................................................
7 RESERVDELSBESTÄLLNING 13.......................................
KOMPONENTFÖRTECKNING 25........................................
SCHEMA 26.............................................................
RESERVDELSFÖRTECKNING 29.........................................
TOCs
-- 3 --
Page 4
SE
1DIREKTIV
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, försäkrar under eget ansvar att
svetsströmkälla LAH630/LAE800/1000/1250/1600 → LAF630/800/1000/1250/1600
från serienummer 751 är i överensstämmelse med standard EN 60974--1 enligt villkoren i direktiv (73/23/EEG) med tillägg (93/68/EEG) och standard EN 50199 enligt
villkoren i direktiv 89/336/ EEG med tillägg 93/68/ EEG.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 98--02--16
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
2 SÄKERHET
Användaren av en ESAB svetsutrustning har det yttersta ansvaret för de säkerhetsåtgärder som
berör personal i arbete med systemet eller i dess närhet. Säkerhetsåtgärderna skall uppfylla de
krav som ställs på denna typ av svetsutrustning. Innehållet i den här rekommendationen kan ses
som ett tillägg till de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i svetsutrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl operatör som
den maskinella utrustningen.
1. All personal som arbetar med svetsutrustningen skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
S svetsning
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsutrustningens arbetsområde vid start
S att ingen person står oskyddad när ljusbågen tänds
3. Arbetsplatsen skall:
S vara lämplig för ändamålet
S vara dragfri
4. Personlig skyddsutrustning:
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc som kan fastna,
eller ge brännskador.
5. Övrigt
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad plats.
S Smörjning och underhåll av svetsutrustningen får ej utföras under drift.
dia3d1sa
-- 4 --
Page 5

SE
VARNING
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR ER SJÄLV OCH ANDRA. VAR DÄRFÖR
FÖRSIKTIG NÄR NI SVETSAR. FÖLJ ER ARBETSGIVARES SÄKERHETSFÖRESKRIFTER SOM
SKALL VARA BASERADE PÅ TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK -- Kan döda
S Installera och jorda svetsutrustningen enligt tillämplig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt skyddsutrustning.
S Isolera Er själv från jord och arbetsstycke.
S Ombesörj att Er arbetsställning är säker.
RÖK OCH GAS -- Kan vara farlig för Er hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från Ert och andras arbetsområde.
LJUSBÅGEN -- Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplat-
sens närhet.
BULLER -- Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna
VID FEL -- Kontakta fackman
LÄS OCH FÖRSTÅ BRUKSANVISNINGEN FÖRE INSTALLATION OCH ANVÄNDNING
SKYDDA ER SJÄLV OCH ANDRA!
VARNING
Denna produkt är avsedd för industriell användning. I hem-- och kontorsmiljö
kan denna produkt orsaka radiostörningar. Det är användarens ansvar att vidta
lämpliga åtgärder.
3 INTRODUKTION
3.1 Allmänt
Svetsströmkällorna LAH och LAE (anpassade för styrutrustning PEG--1) kan med en
ombyggnadssats byggas om så att de liknar LAF och därmed blir anpassade mot
manöverlådan PEH (A2--A6 Process Controller).
I ombyggnadssatsen finns allt nödvändigt material som krävs för att ombyggnaden
ska ske så rationellt som möjligt.
3.2 Tekniska data
Tekniska data för ombyggnaden av svetsströmkällorna innehåller inga avvikelser mot
tidigare utgiven dokumentation.
dia3d1sa
-- 5 --
Page 6

SE
4 INSTALLATION
4.1 Allmänt
Installationen skall utföras av behörig person.
VARNING
Roterande delar utgör klämrisk. Iakttag största försiktighet!
4.2 Monteringsanvisning
1. Följ nedanstående instruktioner vid ombyggnad av LAH 630.
S Demontera befintlig kabelstam men behåll kablarna 034 och 035 för matning av
manövertransformatorn.
S Demontera samtliga elektronikkort med fastsättningsdistanser.
S Demontera manöverpanelen.
S Ta bort den nedre säkringen (K21.2=avsäkring 42 V AC från manövertransfor-
matorn K9).
De två övriga säkringarna återanvänds tillsammans med underläggsbrickorna av
gummi, men de monteras på en annan plats i svetsströmkällan.
S Ta bort de två mångpoliga kontaktdonen på den nedre plåten och täck hålen
med två plastpluggar ur monteringssatsen.
S Demontera skyltar n a (en klisterlapp och en fastskruvad skylt, mä rkt 42 V) från
den nedre plåten.
S Demontera plinten på manövertransformatorn.
S Täck över kontaktorn och manövertransformatorn innan nya fästhål borras.
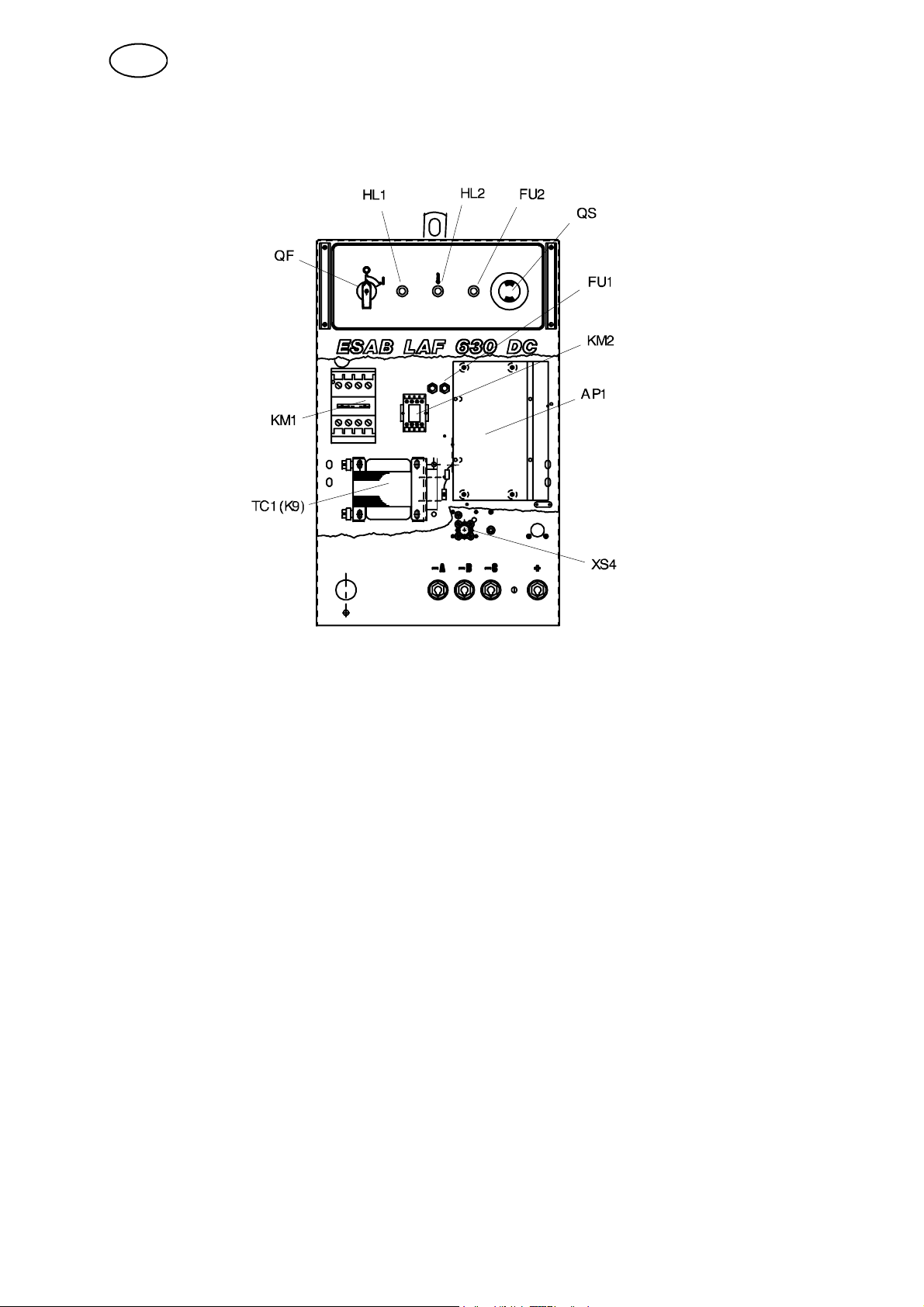
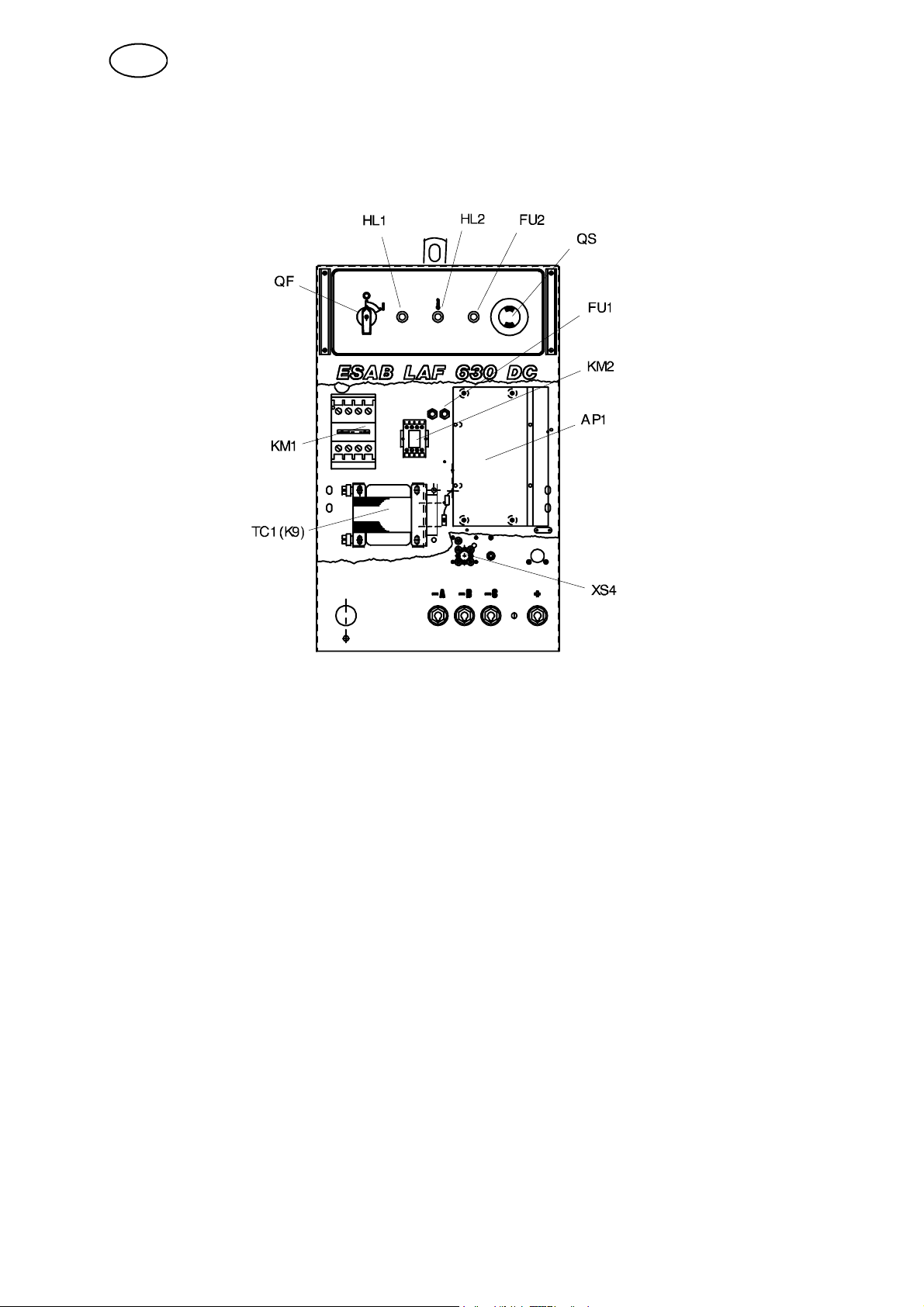
S Borra hål (enl. borrschema) för fastsättning av
-- säkringssocklarna ( FU1)
-- elektronikkortet (AP1)
-- kontaktorn (KM2)
-- avkopplingskortet med det 12--poliga kontaktdonet (XS4).
S Montera ett nytt kretskort (AP1) med låda på plåten. Använd isoleringsbrickor
och självgängande skruvar för fastsättningen (ingår i monteringssatsen).
S Anslut avkopplingskondensatorn till jord.
S Ställ in de två DIP switcharna (SW1 och SW2) på kortet enl. anvisning i
LAF--manualen.
S Montera den 12--poliga kontakten (XS4) och avkopplingskortet på mellanplåten.
S Koppla in en ny ledningsstam enl. kopplingsschemat.
S Montera kablar till nödstoppsbrytaren på manöverpanelen och anslut sedan
manöverpanelen till ledningsstammen.
dia3d1sa
-- 6 --
Page 7
SE
S Ta bort (kapa) ledaren 077 mellan kortet K45.3 och strömskenan.
S Montera tillbaka endast det RC--filter som sitter i den gamla strömkällan.
S Ta bort det gamla elschemat som sitter på insidan av täckplåten.
2. Följ nedanstående instruktioner vid ombyggnad av LAE 800/1000.
S Demontera befintlig kabelstam men behåll kablarna 034 och 035 för matning av
manövertransformatorn.
S Demontera samtliga elektronikkort med fastsättningsdistanser.
S Demontera manöverpanelen.
S Ta bort bygeln på vilken säkringssocklarna är fästade.
S Ta bort den nedre säkringen (K21.2=avsäkring 42 V AC från manövertransfor-
matorn K9).
De två övriga säkringarna återanvänds tillsammans med underläggsbrickorna av
gummi, men de monteras på en annan plats i svetsströmkällan.
S Ta bort de två mångpoliga kontaktdonen på den nedre plåten och täck hålen
med två plastpluggar ur monteringssatsen.
S Demontera skyltar n a (en klisterlapp och en fastskruvad skylt, mä rkt 42 V) från
den nedre plåten.
S Demontera plinten på manövertransformatorn.
S Täck över kontaktorn och manövertransformatorn innan nya fästhål borras.
S Borra hål (enl. borrschema) för fastsättning av
-- säkringssocklarna ( FU1)
-- elektronikkortet (AP1)
-- kontaktorn (KM2)
-- avkopplingskortet med det 12--poliga kontaktdonet (XS4).
S Montera ett nytt kretskort (AP1) med låda på plåten. Använd isoleringsbrickor
och självgängande skruvar för fastsättningen (ingår i monteringssatsen).
dia3d1sa
-- 7 --
Page 8

SE
S Anslut avkopplingskondensatorn till jord.
S Ställ in de två DIP switcharna (SW1 och SW2) på kortet enl. anvisning i
LAF--manualen.
S Montera den 12--poliga kontakten (XS4) och avkopplingskortet på mellanplåten.
S Koppla in en ny ledningsstam enl. kopplingsschemat.
S Montera kablar till nödstoppsbrytaren på manöverpanelen och anslut sedan
manöverpanelen till ledningsstammen.
S Ta bort (kapa) ledaren 077 mellan kortet K45.3 och strömskenan.
S Montera tillbaka endast det RC--filter som sitter i den gamla strömkällan.
S Ta bort det gamla elschemat som sitter på insidan av täckplåten.
3. Följ nedanstående instruktioner vid ombyggnad av LAE 1250/1600.
S Demontera befintlig kabelstam men lämna kvar kablarna 034 och 035 ur
kabelstammen (anslutning till manövertransformatorn).
S Klipp av anslutningen till synktransformatorernas ena sida (kablar märkta 001,
002, 003) som ligger i kabelstammen.
S Demontera samtliga elektronikkort med fastsättningsdistanserna.
S Demontera manöverpanelen.
S Ta bort säkringshållaren K21.2 till höger och ovanför manövertransformatorn.
Den nedre säkringen (K21.2=avsäkring 42 V AC från manövertransformatorn
K9) utgår helt och ersätts av en automatsäkring på den nya manöverpanelen.
S Ta bort de två mångpoliga kontaktdonen på den nedre plåten och täck hålen
med två plastpluggar ur monteringssatsen.
S Demontera skyltar n a (en klisterlapp och en fastskruvad skylt, mä rkt 42 V) från
den nedre plåten.
S Demontera plinten på manövertransformatorn.
dia3d1sa
-- 8 --
Page 9

SE
S Demontera shunt (1500 A, 60 mV). OBS! Gäller endast för LAE 1600.
S Täck över kontaktorn och manövertransformatorn innan nya fästhål borras.
S Borra hål (enl. borrschema) för fastsättning av
-- elektronikkortet (AP1)
-- kontaktorn (KM2)
-- avkopplingskortet med det 12--poliga kontaktdonet (XS4).
S Montera ett nytt kretskort (AP1) med låda på plåten. Använd isoleringsbrickor
och självgängande skruvar för fastsättningen (ingår i monteringssatsen).
S Anslut avkopplingskondensatorn till jord.
S Ställ in de två DIP switcharna (SW1 och SW2) på kortet enl. anvisning i
LAF--manualen.
S Montera den 12--poliga kontakten (XS4) och avkopplingskortet på mellanplåten
samt anslut avkopplingskondensatorn till jord.
S Koppla in ny ledningsstam enligt kopplingsschemat
S Återanvänd de gamla ledarna 034 och 035 för anslutning till manövertrans--
formatorn (TC1).
S Anslut ledarna 001, 002 och 003 till de tre synktransformatorernas ena sidor
(TC2).
S Montera kablar till nödstoppsbrytaren på manöverpanelen och anslut sedan
manöverpanelen till ledningsstammen.
S Ta bort (kapa) ledaren 077 mellan kortet K45.3 och strömskenan.
S Montera tillbaka endast det RC--filter som sitter i den gamla strömkällan.
S Ta bort det gamla elschemat som sitter på insidan av täckplåten.
S Montera shunt (2000 A, 60 mV). OBS! Gäller endast för LAE 1600.
dia3d1sa
-- 9 --
Page 10

SE
4.3 Provning
S Anslut svetsströmkällan till nätet.
S Kontrollera att matningsspänningen till kortet är på 19 V innan svetsströmkällan
slås på.
S Anslut PEH--manöverlådan med manöverkabeln till den 12--poliga kontakten
(XS4) i svetsströmkällan.
S Slå på matningsspänningen till svetsströmkällan med vridomkopplaren (QF) på
frontpanelen.
S Kontrollera att matningsspänningen bryts när nödstopp (QS) aktiveras.
S Ställ in svetsparametrar från PEH--lådan.
S Starta svetsen genom att trycka på startknappen.
S Kontrollera att reläet i svetsströmkällan aktiveras vid svetsstart.
S Kontrollera att olika ström-- och spänningsvärden kan ställas in från PEH--lådan.
S Montera skyddsplåtar efter avslutat arbete.
dia3d1sa
-- 1 0 --
Page 11

SE
4.4 Anslutningar
1. Inkopplingen av manöverlådan till svetsautomaten skall ske enligt
bruksanvisningen för A2--A6 Process Controller (PEH).
2. Svetsautomaten ansluts enligt nedanstående figurer.
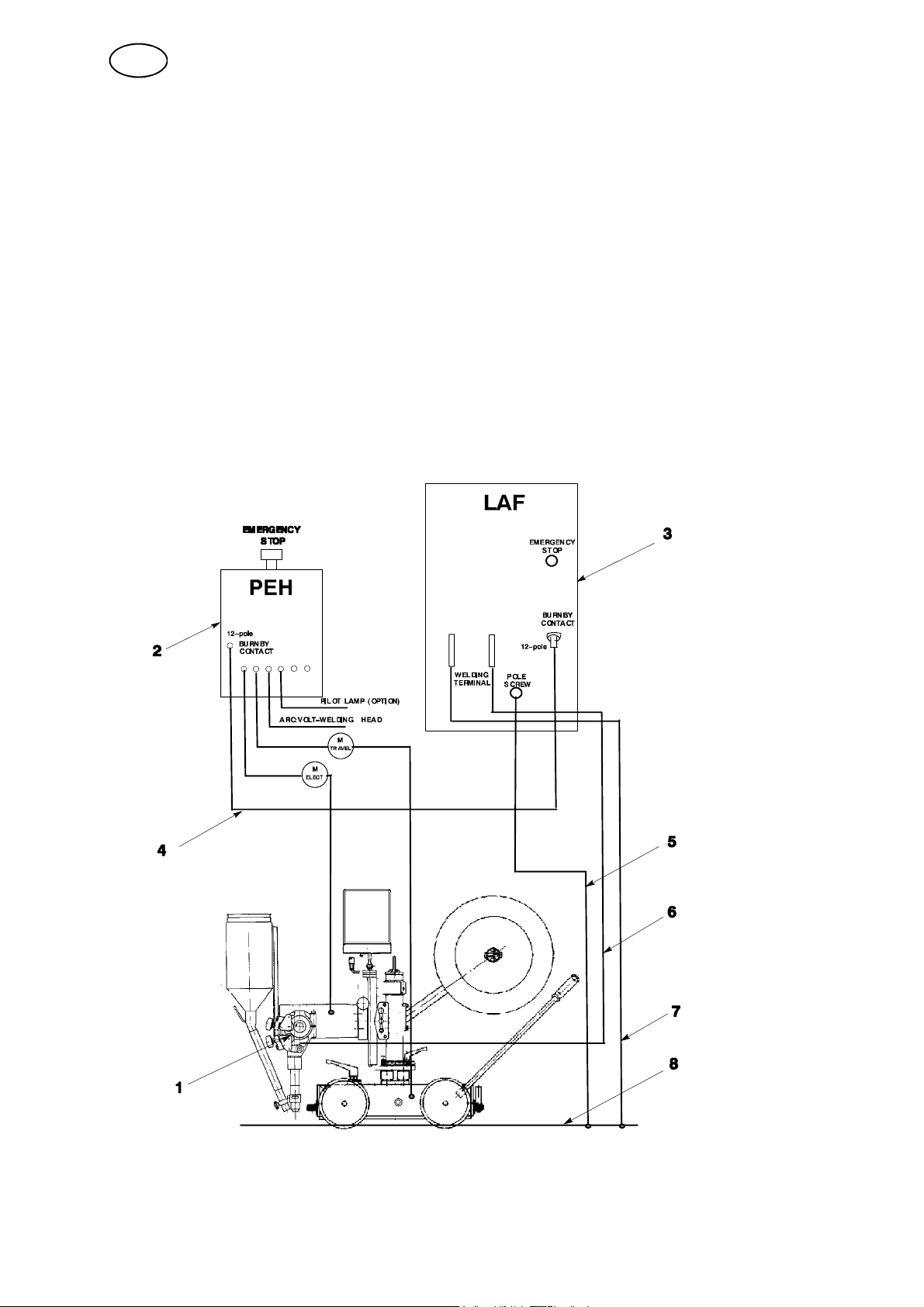
PULVERBÅGSVETSNING UP
S Anslut manöverkabeln (4) mellan svetsströmkällan (3) och manöverlådan
A2--A6 Process Controller (PEH) (2).
S Anslut återledaren (7) mellan svetsströmkällan (3) och arbetsstycket (8).
S Anslut svetskabeln (6) mellan svetsströmkällan (3) och svetsautomaten (1).
S Anslut mätledningen (5) mellan svetsströmkällan (3) och arbetsstycket (8).
--
+
dia3d1sa
-- 1 1 --
Page 12

SE
GASMETALLBÅGSVETSNING MIG/MAG
S Anslut manöverkabeln (4) mellan svetsströmkällan (3) och manöverlådan
A2--A6 Process Controller (PEH) (2).
S Anslut återledaren (7) mellan svetsströmkällan (3) och arbetsstycket (8).
S Anslut svetskabeln (6) mellan svetsströmkällan (3) och svetsautomaten (1).
S Anslut gasslangen (9) mellan reduceringsventilen (10) och svetsautomatens
gasventil (11).
S Anslut slangar för kylvatten (12) mellan kylaggregatet (13) och
svetsautomaten (1).
S Anslut mätledningen (5) mellan svetsströmkällan (3) och arbetsstycket (8).
in
--
+
out
dia3d1sa
-- 1 2 --
Page 13

SE
5 DRIFT
5.1 Allmänt
Varning:
Har Du läst och förstått säkerhetsinformationen?
Om så ej är fallet får maskinen inte tas i bruk!
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 4. Läs dessa innan du använder utrustningen.
6 TILLBEHÖR
LAF 630:
Adapter (12 till 28--polig), beställningsnummer 0449 448 880.
7 RESERVDELSBESTÄLLNING
Reservdelar beställs genom närmaste ESAB--representant, se sista sidan på denna
publikation. Vid beställning var god ange maskintyp, serienummer samt benämningar och reservdelsnummer enligt reservdelsförteckning på sidan 29.
Detta underlättar expedieringen och säkerställer korrekt leverans.
dia3d1sa
-- 1 3 --
Page 14

ENGLISH
1 DIRECTIVE 15........................................................
2SAFETY 15...........................................................
3 INTRODUCTION 16...................................................
3.1 General 16..................................................................
3.2 Technical data 16............................................................
4 INSTALLATION 17....................................................
4.1 General 17..................................................................
4.2 Assembly instructions 17......................................................
4.3 Testing 21...................................................................
4.4 Connections 22..............................................................
5 OPERATION 24.......................................................
5.1 General 24..................................................................
6 ACCESSORIES 24....................................................
7 ORDERING OF SPARE PARTS 24......................................
LIST OF COMPONENTS 25...............................................
DIAGRAM 26............................................................
SPARE PARTS LIST 29...................................................
TOCe
-- 1 4 --
Page 15

GB
1 DIRECTIVE
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, 695 81 Laxå, Sweden, gives its unreserved guarantee
that welding power source LAH630/LAE800/1000/1250/1600 →
LAF630/800/1000/1250/1600 from serial number 751 complies with standard EN
60974--1, in accordance with the requirements of directive (73/23/EEA) and addendum (93/68/EEA) and standard EN 50199 in accordance with the requirements of
directive 89/336/ EEA and addendum 93/68/ EEA .
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 98--02--16
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
2SAFETY
Users of ESAB welding equipment have the ultimate responsibility for ensuring that anyone who
works on or near the equipment observes all the relevant safety precautions. Safety precautions
must meet the requirements that apply to this type of welding equipment. The following recommendations should be observed in addition to the standard regulations that apply to the workplace.
All work must be carried out by trained personnel well--acquainted with the operation of the welding
equipment. Incorrect operation of the equipment may lead to hazardous situations which can result
in injury to the operator and damage to the equipment.
1. Anyone who uses the welding equipment must be familiar with:
S its operation
S location of emergency stops
S its function
S relevant safety precautions
S welding
2. The operator must ensure that:
S no unauthorised person is stationed within the working area of the equipment when it is
started up.
S no--one is unprotected when the arc is struck
3. The workplace must:
S be suitable for the purpose
S be free from draughts
4. Personal safety equipment
S Always wear recommended personal safety equipment, such as safety glasses, flame--proof
clothing, safety gloves.
S Do not wear loose--fitting items, such as scarves, bracelets, rings, etc., which could become
trapped or cause burns.
5. General precautions
S Make sure the return cable is connected securely.
S Work on high voltage equipment may only be carried out by a qualified electrician.
S Appropriate fire extinquishing equipment must be clearly marked and close at hand.
S Lubrication and maintenance must not be carried out on the equipment during operation.
dia3d1ea
-- 1 5 --
Page 16

GB
WARNING
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAUTIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect your ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
PROTECT YOURSELF AND OTHERS!
WARNING
This product is intended for industrial use. In a domestic environment this
product may cause radio interference. It is the user’s responsibility to take
adequate precautions.
3 INTRODUCTION
3.1 General
The welding power sources LAH and LAE (adapted to fit control equipment PEG--1)
can be converted to r esemble LAF by way of a conversion kit, and by that be
adapted to fit the PEH control box (A2--A6 Process Controller).
For rational conversion all components necessary for the work are contained in the
conversion kit.
3.2 Technical data
The conversion of the power sources does not result in any divergencies with regard
to the technical data, compared to previously issued documentation.
dia3d1ea
-- 1 6 --
Page 17

GB
4 INSTALLATION
4.1 General
The in stallatio n must be executed by a professional.
WARNING
Rotating parts can cause injury, take great care.
4.2 Assembly instructions
1. Follow t h e instructions below for the conversion of LAH 630:
S Dismount the cable stem, excluding the cables 034 and 035 for the power supply
of the control transformer.
S Dismount all electronics boards and their fittings.
S Dismount the control panel.
S Remove the lower fuse (K21.2 = fuse for 42 V AC from the control transformer
K9).
The other two fuses are to be re--used together with the r ubber spacers, but
fitted elsewhere in the power source.
S Remove the multi-- pole contact devices on the bottom plate and cover the holes
by way of two plastic plugs from the kit.
S Remove the signs (a sticker and a screwed sign marked 42 V) from the bottom
plate.
S Dismount the terminal block on the control transformer.
S Cover the contactor and the control transformer before drilling new mounting
holes.
S Drill the holes according t o the drilling diagram for the attachment of
-- the fuse--bases (FU1)
-- the electronics board (AP1)
-- the contactor (KM2)
-- the discharging board with the 12--pole contact device (XS4).
S Fit a new (AP1) circuit board with box on the plate, using the insulating washers
and self--tapping screws which form part of the conversion kit.
S Connect the discharge capacitor to earth.
S Set the two DIP switches (SW1 and SW2) on the board according to the
instructions in the LAF manual.
S Fit the 12--pole contact (XS4) and the discharging board on the medium plate.
S Connect a new cable stem according to the connection diagram.
S Mount the cables for the emergency stop on the control panel. Then connect the
control panel to the cable stem.
dia3d1ea
-- 1 7 --
Page 18
GB
S Remove (cut off) the conductor 077 between the board K45.3 and the collector
rail.
S Only remount the RC filter fitted in the old power source.
S Remove the old connection diagram on the inside of the cover plate.
2. Follow t h e instructions below for the conversion of LAE 800/1000:
S Dismount the cable stem, excluding the cables 034 and 035 for the power supply
of the control transformer.
S Dismount all electronics boards and their fittings.
S Dismount the control panel.
S Remove the support with the attached fuse --bases.
S Remove the lower fuse (K21.2 = fuse for 42 V AC from the control transformer
K9).
The other two fuses are to be re--used together with the r ubber spacers, but
fitted elsewhere in the power source.
S Remove the multi-- pole contact devices on the bottom plate and cover the holes
by way of two plastic plugs from the kit.
S Remove the signs (a sticker and a screwed sign marked 42 V) from the bottom
plate.
S Dismount the terminal block on the control transformer.
S Cover the contactor and the control transformer before drilling new mounting
holes.
dia3d1ea
-- 1 8 --
Page 19

GB
S Drill the holes according t o the drilling diagram for the attachment of
-- the fuse--bases (FU1)
-- the electronics board (AP1)
-- the contactor (KM2)
-- the discharging board with the 12--pole contact device (XS4).
S F it a new (AP1) circuit board with box on the plate, using the insulating washers
and self--tapping screws which form part of the conversion kit.
S Connect the discharge capacitor to earth.
S Set the two DIP switches (SW1 and SW2) on the board according to the
instructions in the LAF manual.
S Fit the 12--pole contact (XS4) and the discharging board on the medium plate.
S Connect a new cable stem according to the connection diagram.
S Mount the cables for the emergency stop on the control panel. Then connect the
control panel to the cable stem.
S Remove (cut off) the conductor 077 between the board K45.3 and the collector
rail.
S Only remount the RC filter fitted in the old power source.
S Remove the old connection diagram on the inside of the cover plate.
dia3d1ea
-- 1 9 --
Page 20

GB
3. Follow t h e instructions below for the conversion of LAE 1250/1600:
S Dismount the cable stem, excluding the cables 034 and 035 (for the connection
to the control transformer).
S Cut off the connection to the synchronising transformers (cables marked 001,
002, 003) in the cable stem.
S Dismount all electronics boards and their fittings.
S Dismount the control panel.
S Remove the fuse holder K21.2 fitted above the control transformer to the right.
The lower fuse (K21.2 = fuse for 42 V AC from the control transformer K9) is
replaced by an automatic fuse on the new control panel.
S Remove the multi-- pole contact devices on the bottom plate and cover the holes
by way of two plastic plugs from the kit.
S Remove the signs (a sticker and a screwed sign marked 42 V) from the bottom
plate.
S Dismount the terminal block on the control transformer.
S Dismount the shunt (1500 A, 60 mV). N.B. Only for LAE 1600
S Cover the contactor and the control transformer before drilling new mounting
holes.
S Drill the holes according t o the drilling diagram for the attachment of
-- the electronics board (AP1)
-- the contactor (KM2)
-- the discharging board with the 12--pole contact device (XS4).
S Fit a new (AP1) circuit board with box on the plate, using the insulating washers
and self--tapping screws which form part of the conversion kit.
S Connect the discharge capacitor to earth.
S Set the two DIP switches (SW1 and SW2) on the board according to the
instructions in the LAF manual.
S Fit the 12--pole contact (XS4) and the discharging board on the medium plate
and connect the discharge capacitor to earth.
S Connect a new cable stem according to the connection diagram.
S Re--use the conductors 034 and 035 for the connection to the control
transformer (TC1).
S Connect (by soldering) the conductors 001, 002 and 003 in the cable stem to the
three synchronising transformers (TC2).
S Mount the cables for the emergency stop on the control panel. Then connect the
control panel to the cable stem.
S Remove (cut off) the conductor 077 between the board K45.3 and the collector
rail.
S Only remount the RC filter fitted in the old power source.
S Remove the old connection diagram on the inside of the cover plate.
S Mount the shunt (2000 A, 60 mV). N.B. Only for LAE 1600
dia3d1ea
-- 2 0 --
Page 21

GB
4.3 Testing
S Connect the welding power source to the m ains.
S Before switching on the welding power source, check that the power supply to
the board is 19 V.
S Connect the PEH control box to the 12-- pole contact (XS4) in the welding power
source by way of the control cable.
S Switch on the power supply for the welding power source using the rotary switch
(QF) on the front panel.
S Make sure the power supply is interrupted when the emergency stop (QS) is
activated.
S Set the welding parameters over the PEH box.
S Start welding by pressing the START key.
S Make sure the relay in the welding power source is activated when the welding
starts.
S Check that different current and voltage values can be set over the PEH box.
S Mount the protective shields after finished work.
dia3d1ea
-- 2 1 --
Page 22
GB
4.4 Connections
1. The connection of the control box to the automatic welding machine is to be
done according to
the A2--A6 Process Controller (PEH) instruction manual.
2. The welding machine is connected according to the following figures.
SUBMERGED ARC WELDING -- SAW
S Connect the control cable (4) between power source (3) and control box
A2--A6 Process Controller (PEH) (2).
S Connect return cable (7) between power source (3) and workpiece (8).
S Connect welding cable (6) between power source (3) and welding machine
(1).
S Connect measuring cable (5) between power source (3) and workpiece (8).
--
+
dia3d1ea
-- 2 2 --
Page 23

GB
GAS METAL ARC WELDING -- MIG/MAG
S Connect control cable (4) between power source (3) and control box A2--A6
Process Controller ( PEH) (2).
S Connect return cable (7) between power source (3) and workpiece (8).
S Connect welding cable (6) between power source (3) and welding machine
(1).
S Connect gas hose (9) between reducing valve (10) and gas valve (11) on the
welding machine.
S Connect the cooling water hoses (12) between cooling unit (13) and welding
machine (1).
S Connect measuring cable (5) between power source (3) and workpiece (8).
in
--
+
out
dia3d1ea
-- 2 3 --
Page 24

GB
5 OPERATION
5.1 General
Caution:
Have you read and understood the safety information ?
You must not operate the machine beforehand !
General safety regulations for the handling of the equipment can be found on
page 15. Read through before you start using the equipment!
6 ACCESSORIES
LAF 630
Adapter (12 to 28--pole), ordering number 0449 448 880.
7 ORDERING OF SPARE PARTS
Spare parts are ordered through your nearest ESAB representative, see back cover.
When ordering spare parts, please state machine type and number as well as desig nation and spare part number as shown in the spare parts list on page 29.
This will simplify dispatch and ensure you get the right part.
dia3d1ea
-- 2 4 --
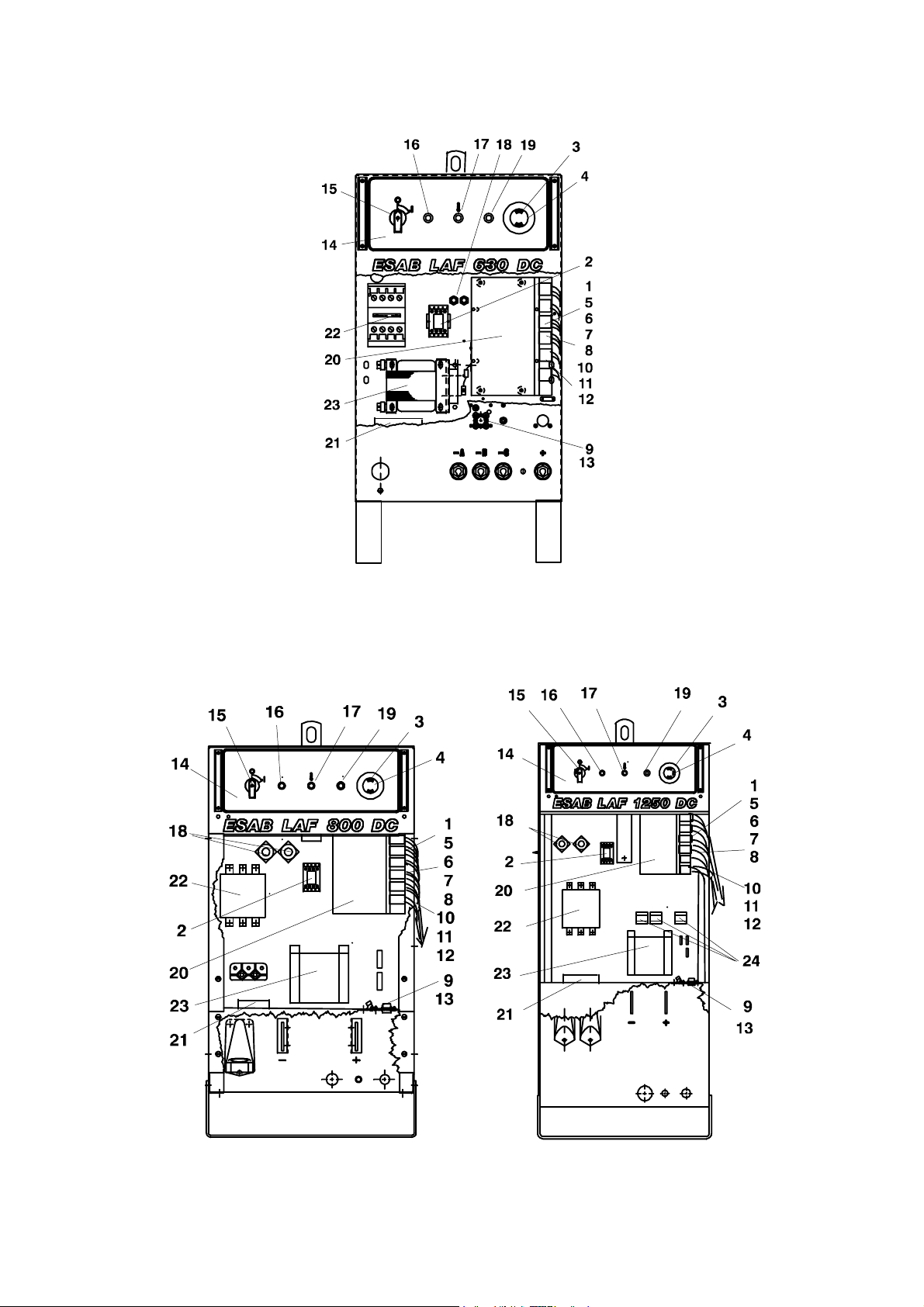
Page 25

Komponentförteckning List of components
C = Component designation in the circuit diagram
C
AP1 (K70.1) Circuit board X X X
AP2 Circuit board EMC-- filter X X X
C1 Capacitor X X X
C2 Capacitor X X X
C4 Capacitor X X X
FU1 (K.35) Fuse X X X
FU2 (K21.2) Fuse X X X 20 A
FU3 (K21.1) Fuse X
HL1 Indicator lamp, white X X X 42--48 V
HL2 Indicator lamp yellow X X X 28 V
KM1 (K8) Contactor X X X
KM2 Contactor X X X
L1 Inductor X X X
M1 Fan X X X
QF (K6) Main switch (black) X X X
QS Connector X X X
R1 Power resistor X X X
R2 Power resistor X X X
R3 Power resistor X X
R4 Power resistor X
RS1 (K18) Shunt X X X
ST1 Thermal relay X X X
ST2 Thermal relay X
TC1 Control transformer X X X
TC2 Control transformer X
TM1 Transformer X X X
V1 Thyristor X X X
V2 Thyristor X X X
V3 Thyristor X X
V4 Thyristor X X X
XS4 Burndy socket X X X 12--pol
XT1 Connection block X X X
XT2 Connection block X X X
XT3 Connection block X X X
XT4 Connection block X X X
XT5 (K21.1) Connection block X
Z1, Z2 Contact protection X X X
Z3, Z4 Contact protection X X X
Denomination
LAH/LAF
630
LAE/LAF
800/1000
LAE/LAF
1250/1600
Remarks
dia3e11a
-- 2 5 --
Page 26

Schema Diagram
dia3e11a
-- 2 6 --
Page 27

dia3e11a
-- 2 7 --
Page 28

dia3e11a
-- 2 8 --
Page 29
Reservdelsförteckning Spare parts list
Edition 980216
dia3r11sa
-- 2 9 --
Page 30

Item
Qty
no.
1 0456 459 881 0456 433 881 0456 423 881 0456 434 881 0456 434 881 Cable harness
2 1 0193 296 101 0193 296 101 0193 296 101 0193 296 101 0193 296 101 Contactor KM2
3 1 0191 632 102 0191 632 102 0191 632 102 0191 632 102 0191 632 102 Contact switch QS
4 1 0191 632 202 0191 632 202 0191 632 202 0191 632 202 0191 632 202 Emergency
5 0456 372 880 0456 361 882 0456 861 882 0456 373 882 0456 373 882 Cable set
6 1 0193 260 155 0193 260 155 0193 260 155 0193 260 155 0193 260 155 Connector 7--pol. AP1.H
7 1 0193 260 152 0193 260 152 0193 260 152 0193 260 152 0193 260 152 Connector 4--pol.
8 1 0193 260 150 0193 260 150 0193 260 150 0193 260 150 0193 260 150 Connector 2--pol.
9 1 0368 544 003 0368 544 003 0368 544 003 0368 544 003 0368 544 003 Sleeve socket
10 0456 372 886 0456 361 883 0456 361 883 0456 373 883 0456 373 883 Cable set
11 1 0193 260 154 0193 260 154 0193 260 154 0193 260 154 0193 260 154 Connector 6-- pol.
12 1 0193 260 151 0193 260 151 0193 260 151 0193 260 151 0193 260 151 Connector 3--pol.
13 1 0486 466 880 0486 466 880 0486 466 880 0486 466 880 0486 466 880 Circuit board
14 0456 349 880 0456 348 880 0456 348 881 0456 322 880 0456 322 881 Front panel
15 1 0320 746 001 0320 746 001 0320 746 001 0320 746 001 0320 746 001 Main switch QF
16 1 0192 576 004 0192 576 004 0192 576 004 0192 576 004 0192 576 004 Indicating lamp
17 1 0192 576 303 0192 576 303 0192 576 303 0192 576 303 0192 576 303 Indicating lamp
18 1 0567 200 610 0567 200 610 0567 200 610 0567 200 610 0567 200 610 Fuze 16 A
19 1 0193 586 104 0193 586 104 0193 586 104 0193 586 104 0193 586 104 Automatic fuse 20 A FU2
20 1 0486 368 880 0486 368 880 0486 368 880 0486 368 880 0486 368 880 Circuit board AP1
21 1 0486 224 880 0486 224 880 0486 224 880 0486 224 880 0486 224 880 Circuit board
22 1 0193 503 001 0193 358 102 0193 358 102 0442 849 880 0442 849 880 Contactor KM1
23 1 0319 470 016 0319 470 016 0319 470 016 0319 470 016 0319 470 016 Control
24 1 0319 828 001 0319 828 001 T ransformer TC2
Ordering no.
LAH 630
Qty
0456 794 880 0456 795 880 0456 795 881 0456 796 880 0456 796 881
Ordering no.
LAE 800
Ordering no.
LAE 1000
Ordering no.
LAE 1250
Ordering no.
LAE 1600
Denomination Notes C
conversion kit
stop
Burndy
insulation card
complete
white
yellow
EMC--filter
transformer
LAF
800
12--pol. XS4
42--48VHL1
28 V HL2
500 V
42 V
900 VA
QS
FU1
AP2
TC1
dia3r11sa
-- 3 0 --
Page 31
dia3r11sa
-- 3 1 --
Page 32

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
030210
 Loading...
Loading...