

Page 1

ET300i, ET300iP
Napájecí zdroj pro svařování TIG300A
Návod k používání
0463 416 001 CZ 20171016
Valid for: serial no. 721-, 742-xxx-xxxx
Page 2

Page 3

OBSAH
1
BEZPEČNOST............................................................................................... 5
1.1 Vysvětlení symbolů.................................................................................. 5
1.2 Bezpečnostní opatření............................................................................. 5
2
ÚVOD ............................................................................................................. 8
2.1 Přehled ...................................................................................................... 8
2.2 Vybavení.................................................................................................... 8
3
TECHNICKÉ ÚDAJE ..................................................................................... 9
4
INSTALACE ................................................................................................... 11
4.1 Umístění .................................................................................................... 11
4.2 Pokyny pro zvedání.................................................................................. 11
4.3 Síťové napájení......................................................................................... 12
4.4 Doporučená zatížitelnost pojistek a minimální průřez vodičů............. 15
5
OBSLUHA...................................................................................................... 17
5.1 Přehled ...................................................................................................... 17
5.2 Zapojení aovládací zařízení .................................................................... 17
5.3 Svařování TIG ........................................................................................... 18
5.4 Svařování MMA......................................................................................... 18
5.5 Připojení svařovacích a zpětných kabelů .............................................. 18
5.6 Zapínání/vypínání síťového zdroje ......................................................... 18
5.7 Připojení kchladicí jednotce EC1000.................................................... 19
5.8 Ovládání ventilátorů................................................................................. 19
5.9 Tepelná ochrana ....................................................................................... 20
5.10 VRD (zařízení ke snížení napětí) ............................................................. 20
5.11 Dálkový ovladač ....................................................................................... 20
5.12 Konektor USB ........................................................................................... 20
6
OVLÁDACÍ PANEL........................................................................................ 21
6.1 ET 300i....................................................................................................... 21
6.1.1 Navigace ................................................................................................ 21
6.1.2 Svařovací program ................................................................................. 22
6.2 ET 300iP .................................................................................................... 22
6.2.1 Navigace ................................................................................................ 23
6.3 Nastavování TIG ....................................................................................... 24
6.3.1 Skryté funkce TIG................................................................................... 25
6.3.2 Naměřené hodnoty................................................................................. 25
6.4 Popis funkcíTIG ....................................................................................... 25
6.4.1 Popis funkcí nožního pedálu .................................................................. 27
6.5 Nastavení MMA......................................................................................... 29
6.5.1 Skryté funkce MMA ................................................................................ 29
6.5.2 Naměřené hodnoty................................................................................. 25
6.6 Popis funkcíMMA..................................................................................... 30
0463 416 001 © ESAB AB 2017
Page 4

OBSAH
7
ÚDRŽBA ........................................................................................................ 31
7.1 Pravidelná údržba .................................................................................... 31
7.2 Pokyny pro čištění ................................................................................... 31
8
ŘEŠENÍ PROBLÉMŮ .................................................................................... 35
9
CHYBOVÉ KÓDY .......................................................................................... 36
9.1 Popisy kódů chyb..................................................................................... 36
10
OBJEDNÁVÁNÍ NÁHRADNÍCH DÍLŮ .......................................................... 38
NÁKRES ............................................................................................................... 39
OBJEDNACÍ ČÍSLA ............................................................................................. 40
PŘÍSLUŠENSTVÍ.................................................................................................. 41
Práva ke změně technických údajů bez upozornění vyhrazena.
0463 416 001 © ESAB AB 2017
Page 5

1 BEZPEČNOST
1 BEZPEČNOST
1.1 Vysvětlení symbolů
Vtomto návodu se symboly používají vnásledujícím významu: Znamená Pozor! Buďte
pozorní!
NEBEZPEČÍ!
Označuje bezprostřední nebezpečí. Pokud se mu nevyhnete, povede
kokamžitému a vážnému zranění osob nebo smrti.
VAROVÁNÍ!
Označuje potenciální nebezpečí, které může vést ke zranění osob nebo
smrti.
UPOZORNĚNÍ!
Označuje nebezpečí, které může vést kméně závažnému zranění osob.
VAROVÁNÍ!
Před používáním si přečtěte návod kobsluze a snažte se
mu porozumět, řiďte se všemi výstražnými štítky,
bezpečnostními předpisy zaměstnavatele a bezpečnostními
listy (SDS).
1.2 Bezpečnostní opatření
Uživatelé zařízení ESAB nesou konečnou odpovědnost za to, že zajistí, aby každý, kdo
pracuje stakovým zařízením nebo vjeho blízkosti, dodržoval všechna příslušná
bezpečnostní opatření. Bezpečnostní opatření musí vyhovovat požadavkům vztahujícím se
na tento typ zařízení. Kromě standardních nařízení, která platí pro dané pracoviště, je nutno
dodržovat i níže uvedená doporučení.
Veškeré práce musí provádět kvalifikovaní pracovníci, kteří jsou dobře obeznámeni
sobsluhou zařízení. Nesprávná obsluha zařízení může vést knebezpečným situacím, které
mohou mít za následek zranění obsluhy a poškození zařízení.
1. Každý, kdo používá toto zařízení, musí být dobře obeznámen s:
○ obsluhou zařízení;
○ umístěním nouzových vypínačů;
○ fungováním zařízení;
○ příslušnými bezpečnostními opatřeními;
○ svařováním a řezáním nebo jiným příslušným použitím vybavení
2. Obsluha zařízení musí zajistit, aby:
○ při spuštění zařízení nebyla vjeho pracovním prostoru žádná neoprávněná
osoba
○ při zapálení oblouku a zahájení svařování byly všechny osoby chráněny
3. Pracoviště musí být:
○ vhodné kdanému účelu;
○ bez průvanu.
0463 416 001
- 5 -
© ESAB AB 2017
Page 6

1 BEZPEČNOST
4. Osobní ochranné prostředky:
○ Vždy používejte osobní ochranné prostředky, jako jsou ochranné brýle, oděv
odolný proti ohni a ochranné rukavice
○ Nenoste volné doplňky či ozdoby, jako jsou šály, náramky, prsteny atd., které by
se mohly zachytit nebo způsobit popáleniny
5. Obecná bezpečnostní opatření:
○ Přesvědčte se, zda je zpětný vodič bezpečně připojen
○ Práci na vysokonapěťovém zařízení smí provádět pouze kvalifikovaný
elektrikář
○ Kdispozici musí být vhodný a jasně označený hasicí přístroj
○ Mazání a údržba zařízení se nesmí provádět za provozu.
VAROVÁNÍ!
Svařování ařezání obloukem může být nebezpečné pro vás ipro jiné osoby. Při
svařování nebo řezání dodržujte bezpečnostní opatření.
ÚRAZ ELEKTRICKÝM PROUDEM – může způsobit smrt
• Nainstalujte a uzemněte jednotku vsouladu snávodem kobsluze.
• Nedotýkejte se elektrických dílů pod napětím nebo elektrod holou kůží,
vlhkými rukavicemi nebo vlhkým oděvem.
• Izolujte se od země a svařovaného předmětu.
• Dbejte na bezpečnou pracovní polohu
ELEKTRICKÁ A MAGNETICKÁ POLE – mohou být zdraví nebezpečná
• Svářeči skardiostimulátorem se musí před svářením obrátit na svého
lékaře. Elektrická a magnetická pole mohou ovlivňovat funkci některých
kardiostimulátorů.
• Elektrická a magnetická pole mohou mít jiné neznámé vlivy na zdraví.
• Je třeba, aby svářeči dodržovali následující opatření a minimalizovali vliv
elektromagnetických polí:
○ Veďte elektrodu a pracovní vodiče společně po stejné straně těla.
Pokud je to možné, zajistěte je páskou. Nezdržujte se mezi hořákem
a pracovními kabely. Nikdy nenamotávejte hořák nebo pracovní
kabel na tělo. Zdržujte se co nejdále od zdroje pro svařování a
kabelů.
○ Připojte pracovní kabel kobrobku co nejblíže ke svařovanému místu.
VÝPARY APLYNY – mohou být zdraví nebezpečné
• Kryjte si hlavu před výpary.
• Použijte odvětrávání, odsávání u oblouku nebo obojí k odvádění par a
plynů ze své dýchací zóny a všeobecného prostoru.
OBLOUKOVÉ ZÁŘENÍ – může poranit oči a spálit kůži
• Chraňte si oči atělo. Používejte správný ochranný štít, brýle sfiltračními
skly aochranný oděv.
• Osoby nacházející se vblízkosti chraňte vhodnými štíty nebo clonami.
0463 416 001
HLUK – nadměrný hluk může poškodit sluch
Chraňte si uši. Používejte protihluková sluchátka nebo jinou ochranu sluchu.
- 6 -
© ESAB AB 2017
Page 7

1 BEZPEČNOST
POHYBLIVÉ DÍLY – mohou způsobit zranění
• Udržujte všechny panely, kryty a dveře zavřené a zajištěné. Pouze
proškolený personál smí vpřípadě potřeby odstraňovat kryty za účelem
údržby a odstraňování poruch. Po dokončení servisu a před začátkem
sváření vraťte všechny panely nebo kryty na místo a zavřete všechny
dveře.
• Před montáží nebo připojením jednotky vypněte motor.
• Zajistěte, aby se do dosahu pohyblivých částí nedostaly ruce, vlasy, volné
oblečení a nástroje.
NEBEZPEČÍ POŽÁRU
• Jiskry (prskání) mohou způsobit požár. Zajistěte, aby se v blízkosti
nenacházely žádné hořlavé materiály.
• Nepoužívat na uzavřené kontejnery.
FUNKČNÍ PORUCHA – při funkční poruše požádejte oodbornou pomoc.
CHRAŇTE SEBE I JINÉ!
UPOZORNĚNÍ!
Tento výrobek je určen výhradně ksvařování obloukem.
VAROVÁNÍ!
Nepoužívejte tento zdroj energie k rozmrazování zamrzlého potrubí.
UPOZORNĚNÍ!
Zařízení třídy A není určeno kpoužívání vobytných
oblastech, vnichž je elektrické napájení zajišťováno
veřejnou, nízkonapěťovou rozvodnou sítí. Kvůli rušení
šířenému vedením a vyzařováním se mohou vtakových
oblastech objevit případné obtíže se zaručením
elektromagnetické kompatibility u zařízení třídy A.
POZOR!
Elektronická zařízení likvidujte v recyklačním zařízení!
V souladu s evropskou směrnicí 2012/19/ES o likvidaci
elektrických a elektronických zařízení a její implementací
podle státních zákonů se musí elektrické zařízení, které
dosáhlo konce životnosti, zlikvidovat v recyklačním
zařízení.
Jako osoba zodpovědná za zařízení máte povinnost
informovat se o schválených sběrných místech.
Chcete-li další informace, obraťte se na nejbližšího
prodejce společnosti ESAB.
ESAB nabízí řadu přídavných zařízení pro svařování a osobních ochranných
prostředků. Informace pro objednávání vám poskytne váš lokální prodejce ESAB nebo
naše webová stránka.
0463 416 001
- 7 -
© ESAB AB 2017
Page 8

2 ÚVOD
2 ÚVOD
2.1 Přehled
Zařízení ET300i a ET300iP jsou napájecí zdroje určené pro svařování TIG a pro svařování
sobalenými elektrodami (MMA).
Příslušenství společnosti ESAB pro tento produkt naleznete vkapitole
„PŘÍSLUŠENSTVÍ“ toho návodu.
2.2 Vybavení
Napájecí zdroj se dodává se:
• Návod kpoužívání
• 3m (9,8 stopy) napájecím kabelem se zástrčkou
• Plynová hadice pro svařování TIG
• Zpětný kabel
0463 416 001
- 8 -
© ESAB AB 2017
Page 9

3 TECHNICKÉ ÚDAJE
3 TECHNICKÉ ÚDAJE
ET 300i (0445 100 900), ET300iP(0445100920)
Síťové napětí 230–480V, ±10%, 3~
230V, ±10%, 1~ 50/60Hz
50/60Hz
Síťové napájeníS
Z
max
sc min
4,1MVA Bez požadavku
0,04ohmu Bez požadavku
Primární proud
I
MMA 30,0 A 29,0 A
max
I
TIG 22,0 A 20,0 A
max
Příkon bez zatížení při úsporném režimu
Uin230V 63 W 74 W
Uin400 V 68 W
Uin480 V 72 W
Rozsah nastavení
MMA 5 A / 20 V - 300 A / 32 V 5 A / 20 V - 200 A / 28 V
TIG 5 A / 10 V - 300 A / 22 V 5 A / 10 V - 200 A / 18 V
Přípustná zátěž při MMA
40% zatěžovacím cyklu 300 A/32,0 V
60% zatěžovací cyklus 250 A/30,0 V
100% pracovní cyklus 200 A/28,0 V 200 A/28,0 V
Přípustná zátěž při TIG
40% zatěžovacím cyklu 300 A/22,0 V
60% zatěžovací cyklus 250 A/20,0 V
100% pracovní cyklus 200 A/18,0 V 200 A/18,0 V
Účiník při maximálním proudu
TIG 0,96 0,98
MMA 0,96 0,99
Zdánlivý výkon I2při
11,6 kVA 6,6 kVA
maximálním proudu
Aktivní výkon I2při
11,2 kW 6,6 kW
maximálním proudu
Účinnost při maximálním proudu
TIG 83% 83%
MMA 86% 86%
Napětí naprázdno U0max 48 V 48 V
Napětí naprázdno U0max
34 V 34 V
saktivovaným VRD 35V
U
PK
12,4 kV 12,4 kV
Provozní teplota -10až +40°C (+14až +104°F)
0463 416 001
- 9 -
© ESAB AB 2017
Page 10

3 TECHNICKÉ ÚDAJE
ET 300i (0445 100 900), ET300iP(0445100920)
Přepravní teplota -20až +55°C (-4až +131°F)
Stálý akustický tlak bez
< 70dB (A)
zátěže
Rozměry dך×v 460×200×320 mm (18,1×7,9×12,6palce)
Hmotnost schladicí
jednotkou
bez chladicí jednotky
26,6 kg (58,6lb)
16,8 kg (37,0 lb)
Třída izolace transformátoru F
Třída krytí IP23
Třída použití
Síťové napájení, S
sc min
Minimální zkratový výkon vsíti podle IEC 61000-3-12.
Pracovní cyklus
Pracovní cyklus vymezuje čas, během kterého lze svařovat nebo řezat při určité zátěži, aniž
by došlo kpřetížení, jako procento desetiminutového intervalu. Pracovní cyklus platí pro
40°C / 104°F nebo nižší.
Třída krytí
Kód IP určuje třídu krytí, tj. stupeň ochrany před průnikem pevných předmětů nebo vody.
Zařízení soznačením IP23 je určeno kpoužití vkrytém prostoru i venku.
Třída použití
Značka vyjadřuje, že tento napájecí zdroj je určen kpoužití vmístech se zvýšeným
elektrickým nebezpečím.
0463 416 001
- 10 -
© ESAB AB 2017
Page 11

4 INSTALACE
4 INSTALACE
Instalaci musí provádět odborník.
UPOZORNĚNÍ!
Tento výrobek je určen kprůmyslovému použití. Vdomácím prostředí může
způsobit rádiové poruchy. Uživatel odpovídá za přijetí vhodných opatření.
4.1 Umístění
Umístěte napájecí zdroj tak, aby nic nepřekáželo jeho vstupním a výstupním otvorům pro
chladicí vzduch.
A.Minimálně 200mm (8 palců)
B.Minimálně 200mm (8 palců)
VAROVÁNÍ!
Zařízení zabezpečte – především na
nerovném nebo svažitém povrchu.
4.2 Pokyny pro zvedání
Při mechanickém zvedání je nutno použít obě vnější rukojeti.
0463 416 001
- 11 -
© ESAB AB 2017
Page 12

4 INSTALACE
4.3 Síťové napájení
POZOR!
Požadavky na síťové napájení
Toto zařízení je vsouladu snormou IEC 61000-3-12 za předpokladu, že zkratový
výkon vmístě rozhraní mezi uživatelským napájením a veřejnou soustavou je
větší nebo rovný hodnotě S
odpovědný za to, aby se na základě konzultace sprovozovatelem rozvodné sítě
vpřípadě potřeby ujistil, že zařízení je připojeno pouze knapájení se zkratovým
výkonem, který je větší nebo rovný hodnotě S
vtechnických údajích včásti TECHNICKÉ ÚDAJE.
Zdroj napájení se automaticky přizpůsobí dodanému vstupnímu napětí. Dbejte, aby byl
chráněn správně dimenzovanou pojistkou. Připojení k ochrannému zemnícímu vodiči musí
být provedeno v souladu s předpisy.
. Instalační technik nebo uživatel zařízení je
scmin
. Další informace naleznete
scmin
Typový štítek s údaji o připojeném
1.
napájení
Instalace síťového kabelu
POZOR!
Napájecí zdroj se dodává se 4×2,5mm2napájecím kabelem a 16A síťovou
zástrčkou, které mohou společně zvládat jmenovité údaje uváděné pro 3fázové
síťové napájení 380–415V. Je-li požadováno jiné síťové napětí, je možné
vyměnit síťový kabel podle příslušných národních předpisů. Doporučení
naleznete včásti Doporučená zatížitelnost pojistek a minimální průřez vodičů.
0463 416 001
- 12 -
© ESAB AB 2017
Page 13
4 INSTALACE
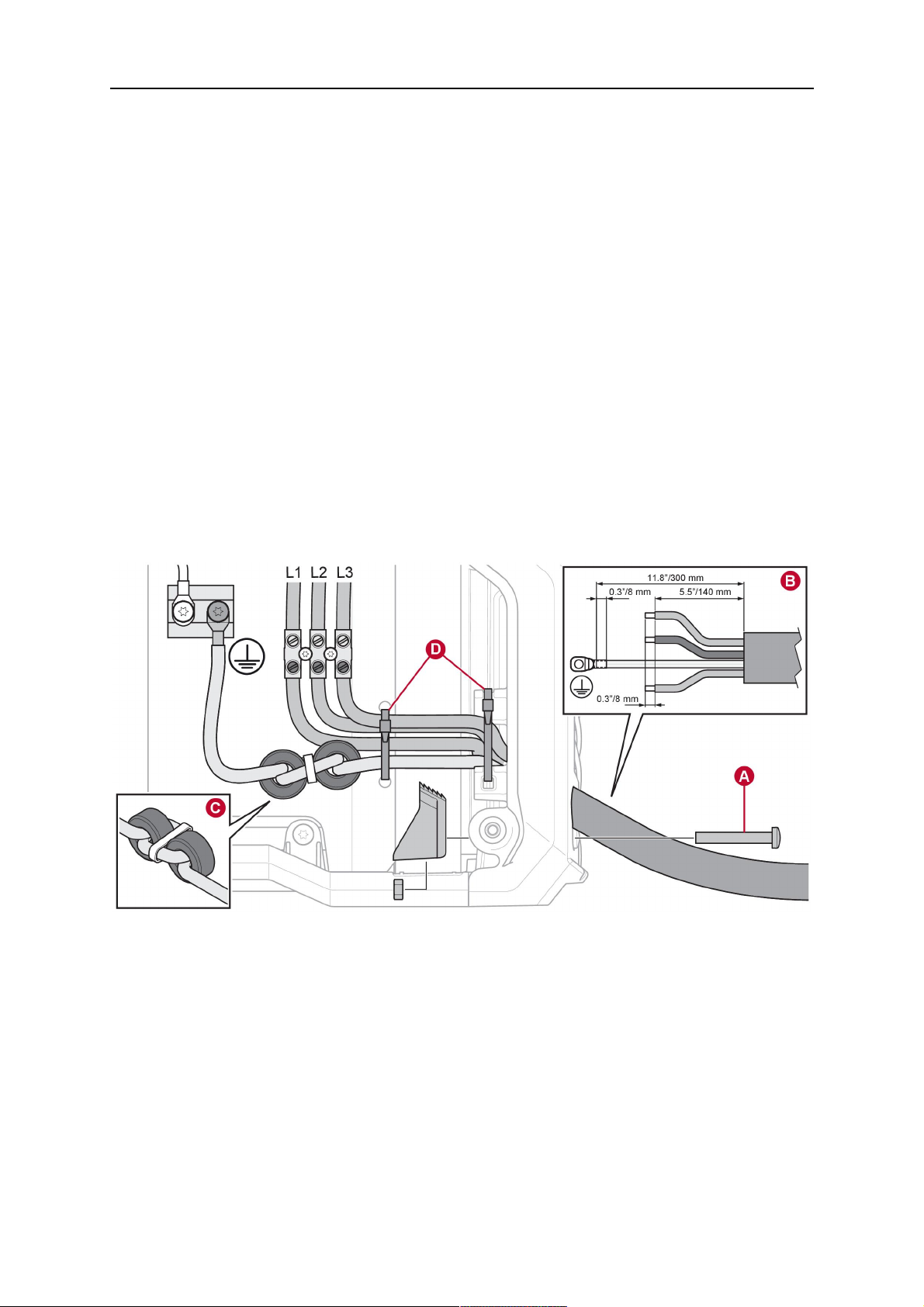
1. Odstraňte boční panel.
2. Je-li blok zarážky utažený, uvolněte jej (A).
3. Je-li připojený kabel, odpojte veškeré vodiče, přeřízněte kabelovou sponu (D) a kabel
odstraňte.
4. Volitelně: Vtomto okamžiku lze odstranit ventilátor spěnou, aby byla instalace snazší.
Všimněte si směru ventilátoru (štítek směrem dovnitř).
5. Odstraňte izolaci znového vodiče podle specifikace (B).
6. Vložte kabel sasi 1cm izolace do bloku zarážky. Blok zarážky utáhněte momentem
1,5–2Nm (13,3–17,7pal.lib.) (A).
7. Upevněte kabely dvěma kabelovými sponami (D).
8. Volitelně: Pokud byl odstraněn ventilátor spěnou, nyní je nutné jej vrátit zpět. Symbol
na straně ventilátoru (G) ukazuje směr proudění vzduchu.
9. Nainstalujte ferity a připojte suzemňovacím vodičem (C). Ozubená podložka by měla
být umístěna nejblíže kchlazení. Utáhněte šroub momentem 6,0±0,6Nm
(53,1±5,3pal.lib).
10. Připojte všechny vodiče podle obrázku pro 1fázi a 3fáze. Utáhněte šroub momentem
1,0±0,2Nm (8,9±1,8pal.lib).
11. Ujistěte se, že je krytIP správně namontovaný na vnitřní straně panelu (E).
12. Opět namontujte boční panel (F).
13. Utáhněte šrouby na bočním panelu momentem 3±0,3Nm (26,6±2,7pal.lib.).
3fáze
0463 416 001
- 13 -
© ESAB AB 2017
Page 14

4 INSTALACE
1fáze
VAROVÁNÍ!
Při provozu na 1fázi je terminálL3 napájený, i když není připojený. Dbejte, aby
byl terminálL3 odpojený.
0463 416 001
- 14 -
© ESAB AB 2017
Page 15

4 INSTALACE
4.4 Doporučená zatížitelnost pojistek a minimální průřez vodičů
Doporučená zatížitelnost pojistek a minimální průřez vodičů
ET300i, ET300iPET300i, ET300iP
3~ 50/60Hz 1~50/60
Hz
Síťové napětí 230V 380V 400V 415V 480V 230 V
Průřez síťového vodiče
4 × 4mm²
4 × 2,5
mm²
4 × 2,5
mm²
4 × 2,5
mm²
4 × 2,5
mm²
3 × 6 mm²
Maximální jmenovitý
proud I
max
MMA 30A 18A 17A 16A 14A 29A
I
1eff
MMA 19A 11A 11A 10A 9A 29A
Maximální jmenovitý
proud I
max
TIG 22 A 13 A 12 A 12 A 10 A 20 A
I
1eff
TIG 14 A 8 A 8 A 7 A 7 A 16 A
Pojistka
proti rázovému přepětí
typC MCB
Maximální doporučené
prodloužení kabelu
20A
25A
100m/33
0stop
16A
16A
100m/33
0stop
16A
16A
100m/33
0stop
16A
16A
100m/33
0stop
10A
16A
100m/33
0stop
35A
32A
100m/33
0stop
Minimální doporučené
prodloužení kabelu 4 × 4mm² 4 × 4mm² 4 × 4mm² 4 × 4mm² 4 × 4mm² 3 × 6 mm²
POZOR!
Různé varianty napájecích zdrojů ET300i a ET300iP jsou certifikovány pro
různá síťová napětí. Specifikaci používaného napájecího zdroje vždy naleznete
na typovém štítku.
POZOR!
Výše uvedené průřezy síťových kabelů a zatížitelnosti pojistek odpovídají
švédským předpisům. Používejte napájecí zdroj v souladu s příslušnými státními
předpisy.
1fázové síťové napětí 230V se síťovou pojistkou 16A
Informační údaje pro použití při 1fázovém síťovém napětí 230V se síťovou pojistkou 16A
naleznete vtabulce níže. 16A síťová pojistka může umožnit použití 16A síťové zástrčky
vkombinaci s3×2,5mm2síťovým kabelem.
MMA 1~ 230V 16A
25% 60% 100%
I
2
U
I
max
2
200A* 150 A 120 A
28,0 V 26,0 V 24,8 V
28,2 A 20,2 A 15,3 A
0463 416 001
- 15 -
© ESAB AB 2017
Page 16

4 INSTALACE
I
eff
14,1 A 15,6 A 15,3 A
TIG1~ 230V 16A
60% 100%
I
2
U
I
max
I
eff
2
200A* 170 A
18,0 V 16,8 V
19,1 A 15,3 A
14,8 A 15,3 A
*) Kdosažení 200A vrežimu svařování MMA a TIG se doporučují porcelánové pojistky.
Pojistky MCB přerušují obvod rychleji než porcelánové pojistky.
Napájení z elektrických generátorů
Napájecí zdroj lze napájet zrůzných typů generátorů. Avšak některé generátory nemusí
poskytovat výkon dostatečný pro správnou funkci napájecího zdroje pro svařování.
Doporučují se generátory sautomatickou regulací napětí (AVR) nebo ekvivalentním či lepším
typem regulace, se jmenovitým výkonem 20 kW.
0463 416 001
- 16 -
© ESAB AB 2017
Page 17

5 OBSLUHA
5 OBSLUHA
5.1 Přehled
Obecná bezpečnostní nastavení týkající se manipulace se zařízením naleznete
vkapitole Bezpečnost této příručky. Důkladně si ji přečtěte, než začnete zařízení
používat.
POZOR!
Při přesunování zařízení používejte držadlo určené ktomuto účelu. Nikdy
netahejte za kabely.
VAROVÁNÍ!
Nebezpečí úrazu elektrickým proudem! Během provozu se nedotýkejte obrobku
ani svařovací hlavy!
5.2 Zapojení aovládací zařízení
1. Uživatelské rozhraní, viz kapitola
OVLÁDACÍ PANEL.
2. Přípojka (+): TIG: Zpětný kabel MMA:
Svařovací kabel nebo zpětný kabel
3. Výstup přívodu plynu 9. Konektor USB
4. Spouštěč hořáku TIG 10. Přípojka pro chladicí jednotku
5. Přípojka (-): TIG: hořák MMA: Zpětný
kabel nebo svařovací kabel
6. Přípojka pro dálkový ovladač
0463 416 001
7. Vstup přívodu plynu
8. Hlavní síťový vypínač, O/I
11. Síťový kabel
- 17 -
© ESAB AB 2017
Page 18

5 OBSLUHA
POZOR!
Při připojování plynové hadice ke vstupu přívodu plynu je nutné ji zajistit pomocí
hadicových svorek.
POZOR!
Když se konektor USB nepoužívá, vždy nasaďte kryt.
5.3 Svařování TIG
Při svařování TIG se taví kov obrobku působením oblouku zapáleného
wolframovou elektrodou, která se netaví. Svarová lázeň a elektroda jsou
chráněné ochranným plynem, což je obvykle inertní plyn.
Napájecí zdroj pro svařování TIG bude doplněn o:
• hořák TIG;
• plynovou hadici připojenou ke vstupu přívodu plynu (pomocí hadicové
svorky);
• láhev sargonem;
• regulátor argonu;
• wolframovou elektrodu;
• zpětný kabel /se svorkou)
5.4 Svařování MMA
Svařování MMA se může označovat také jako svařování sobalenými
elektrodami. Oblouk taví elektrodu a také místní část obrobku. Pokrytí při tavení
vytvoří ochrannou strusku a vytvoří ochranný plyn, který chrání svarovou lázeň
před kontaminací zatmosféry.
Napájecí zdroj pro svařování MMA bude doplněn o:
• svařovací kabel sdržákem na elektrodu
• zpětným kabelem se svorkou;
5.5 Připojení svařovacích a zpětných kabelů
Napájecí zdroj má dva výstupy, kladnou svářecí svorku (+) a zápornou svářecí svorku (-) pro
připojení svařovacího a zpětného kabelu. Výstup, kněmuž je připojen svařovací kabel, je
závislý na metodě svařování nebo na typu použité elektrody.
Připojte zpětný kabel kdruhému výstupu napájecího zdroje. Připevněte kobrobku kontaktní
svorku zpětného kabelu a ujistěte se, že obrobek má dobrý kontakt svýstupem napájecího
zdroje pro zpětný kabel.
• Vpřípadě svařování TIG se záporná svářecí svorka (-) používá pro svařovací pistoli a
kladná svářecí svorka (+) se používá pro zpětný kabel.
• Vpřípadě svařování MMA lze připojit svařovací kabel ke kladné svářecí svorce (+)
nebo kzáporné svářecí svorce (-) podle typu použité elektrody. Polarita připojení je
uvedena na obalu elektrody.
5.6 Zapínání/vypínání síťového zdroje
Zapněte síťové napájení otočením vypínače do polohy „I“.
Vypněte jednotku otočením vypínače do polohy O.
0463 416 001
- 18 -
© ESAB AB 2017
Page 19

5 OBSLUHA
Programy svařování budou uloženy bez ohledu na to, zda dojde kpřerušení síťového
napájení, nebo je napájecí zdroj normálním způsobem vypnut, takže jsou kdispozici při
dalším spuštění jednotky.
UPOZORNĚNÍ!
Nevypínejte napájecí zdroj vprůběhu svařování (se zatížením).
5.7 Připojení kchladicí jednotce EC1000
POZOR!
Dbejte na to, aby nebyl kabel rozhraní přiskřípnut mezi napájecí zdroj a chladicí
jednotku!
POZOR!
Napájení chladicí jednotky je prováděno znapájecího zdroje, přes připojovací
kabel (další informace naleznete vnávodu kpoužití chladicí jednotky).
5.8 Ovládání ventilátorů
Napájecí zdroj je vybaven automatickou termální kontrolou. Ventilátor zůstane vchodu
několik minut po ukončení svařování a napájecí zdroj se přepne do úsporného režimu. Při
zahájení nového svařování se ventilátor znovu spustí.
Během úsporného režimu se ventilátor občas spustí a poběží několik minut.
0463 416 001
- 19 -
© ESAB AB 2017
Page 20

5 OBSLUHA
5.9 Tepelná ochrana
Napájecí zdroj obsahuje ochranu proti přehřátí. Dojde-li kpřehřátí, svařování se
zastaví, na panelu se rozsvítí indikátor přehřátí a na displeji se zobrazí chybová
zpráva. Ochrana se automaticky resetuje, pokud se teplota dostatečně sníží.
5.10 VRD (zařízení ke snížení napětí)
Funkce VRD zaručuje, že když se nesvařuje, napětí naprázdno nepřekročí 35V.
Je signalizována rozsvícením indikátoru VRD na panelu. Chcete-li aktivovat tuto
funkci, kontaktujte autorizovaného servisního technika ESAB.
5.11 Dálkový ovladač
Dálkový ovladač připojte na zadní stranu napájecího zdroje a aktivujte
stisknutím ovládacího tlačítka dálkového ovladače na panelu (po aktivaci se
rozsvítí indikátor dálkového ovladače). Když je dálkový ovladač aktivován, je
ovládací panel zablokovaný a nelze zadávat data, nicméně zobrazuje data
svařování.
5.12 Konektor USB
Pokud se konektor USB nepoužívá, vždy nasaďte kryt.
Nepoužívejte jej knabíjení přístrojů, jako jsou mobilní telefony.
Je-li připojena jednotka USB flash, svařovací proces je zablokován. Připojení
USB lze použít knačtení statistiky svařování. Statistika obsahuje celkový počet
provedených svarů, celkovou dobu svařování a průměrný proud.
Načtení statistiky svařování
Vždy se ujistěte, že se při načítání statistiky svařování nepoužívá napájecí zdroj.
1. Do USB konektoru napájecího zdroje vložte prázdnou jednotku USB flash.
2. Pro kontrolu, že napájecí zdroj načetl jednotku USB, na displeji krátce
zabliká text „USB“, a poté bude text „USB“ svítit stále.
3. Pokud text „USB“ svítí stále: Vyjměte jednotku USB zkonektoru USB.
4. Jednotka USB bude obsahovat textový soubor (.txt) se statistikou
svařování.
5. Textový soubor doporučujeme otevřít vprogramu Microsoft WordPad nebo
Microsoft Word.
0463 416 001
- 20 -
© ESAB AB 2017
Page 21

6 OVLÁDACÍ PANEL
6 OVLÁDACÍ PANEL
6.1 ET 300i
1. Paměť1, 2 a3. 8. Nastavení proudu a naměřená hodnota/
Hodnota měření napětí
2. Displej zobrazuje nastavenou nebo
naměřenou hodnotu.
3. Tlačítko volby metody svařování: TIG HF,
LiftArc™ nebo MMA.
4. Indikátor nastavení. 11. Tlačítko volby parametru. Volba je
5. Tlačítko volby 2zdvihového nebo
4zdvihového režimu (pouze TIG).
6. Tlačítko aktivace a deaktivace jednotky
dálkového ovladače.
7. Regulační ovladač nastavení dat.
9. Indikátor sestupu.
10. Indikátor proudu plynu po zhasnutí.
indikována pomocí symbolů (8) až (10).
Tlačítko se používá také pro přístup ke
skrytým funkcím.
12. Indikátor přehřívání.
13. Indikátor funkce VRD (snížené napětí
naprázdno).
6.1.1 Navigace
Výběr parametrů
Stisknutím tlačítka(11) lze zobrazit různé hodnoty. Pomocí ovladače(7) můžete měnit
hodnoty. Pořadí je:
1. Nastavení hodnoty proudu.
2. Naměřená hodnota proudu.
3. Naměřená hodnota napětí.
0463 416 001
- 21 -
© ESAB AB 2017
Page 22

6 OVLÁDACÍ PANEL
4. Sestup (pouze TIG)
5. Proud plynu po zhasnutí (pouze TIG)
Nastavený parametr
Pokud lze zobrazenou hodnotu změnit, rozsvítí se indikátor nastavení(4). Nelze jej měnit
zpanelu, pokud je aktivován dálkový ovládač. Pokud se pokusíte změnit hodnotu vrežimu
naměřené hodnoty, povede to kautomatickému přechodu do režimu nastavené hodnoty
proudu.
Jsou-li zobrazeny naměřené hodnoty, indikátor nastavení zhasne.
6.1.2 Svařovací program
U každého svařovacího procesu (MMA/TIG) lze do paměti panelu nastavení uložit tři různé
svařovací programy (1). Data svařovacího programu uložíte do paměti tak, že na 3sekund
stisknete volicí tlačítko1, 2 nebo 3. Po skončení se rozsvítí ukazatel paměti.
Chcete-li přepínat mezi různými svařovacími programy, stiskněte tlačítko1, 2 nebo 3.
6.2 ET 300iP
0463 416 001
- 22 -
© ESAB AB 2017
Page 23

6 OVLÁDACÍ PANEL
1. Tlačítko pro přepínání mezi
12. Indikátor proudu na pozadí.
stejnosměrným proudem a impulzním
proudem.
2. Displej zobrazuje nastavenou nebo
13. Indikátor impulzního kmitočtu.
naměřenou hodnotu.
3. Tlačítko volby metody svařování: TIG HF,
14. Indikátor sestupu.
LiftArc™ nebo MMA.
4. Indikátor nastavení. 15. Indikátor proudu plynu po zhasnutí.
5. Tlačítko volby 2zdvihového nebo
4zdvihového režimu (pouze TIG).
6. Tlačítko aktivace a deaktivace jednotky
dálkového ovladače.
16. Tlačítko pro přepínání mezi parametry
grafu.
17. Ukazuje, co se zobrazuje na displeji:
s(sekundy pro proud plynu před
zapálením, proud plynu po zhasnutí,
náběh a sestup), %(vyvážení impulzů),
Hz(impulzní kmitočet).
7. Regulační ovladač nastavení dat. 18. Nastavení proudu a naměřená hodnota/
Hodnota měření napětí.
8. Indikátor proudu plynu před zapálením. 19. Tlačítko volby parametru. Volba je
indikována pomocí symbolu(18). Tlačítko
se používá také pro přístup ke skrytým
funkcím.
9. Indikátor náběhu. 20.Indikátor přehřívání.
10. Indikátor stejnosměrného proudu nebo
impulzního proudu.
21. Indikátor funkce VRD (snížené napětí
naprázdno).
11. Vyvážení impulzů.
6.2.1 Navigace
Výběr parametrů
Stisknutím tlačítka(19) lze zobrazit a měnit různé hodnoty. Pomocí ovladače(7) můžete
měnit hodnoty. Pořadí je:
1. Nastavení hodnoty proudu.
2. Naměřená hodnota proudu.
3. Naměřená hodnota napětí.
Nastavený parametr
Pokud lze zobrazenou hodnotu změnit, rozsvítí se indikátor nastavení(4). Nelze jej měnit
zpanelu, pokud je aktivován dálkový ovládač. Pokud se pokusíte změnit hodnotu vrežimu
naměřené hodnoty, povede to kautomatickému přechodu do režimu nastavené hodnoty
proudu.
Jsou-li zobrazeny naměřené hodnoty, indikátor nastavení(4) zhasne.
Svářecí parametry
Svářecí parametry se ukládají pro provoz spulzací a bez pulzace, vuvedeném pořadí.
Hodnoty se změní při přepínání mezi provozem spulzací a bez pulzace.
0463 416 001
- 23 -
© ESAB AB 2017
Page 24

6 OVLÁDACÍ PANEL
6.3 Nastavování TIG
Symbol Funkce Rozsah
nastavení
TIG HF* ZAPNUTO/
VYPNUTO
LiftArc* ZAPNUTO/
VYPNUTO
Proud 1fáz.: 5-200 A
3fáz.: 5-300 A
Doba náběhu H: 0,0-9,9s
0,0-25,0s
Doba sestupu 0,0-25,0s 0,1 3,0 s X X
Doba proudu
plynu před
zapálením
Doba proudu
H: 0,0-9,9s
0,0-25,0s
0,0-25,0s 0,1 7,0s X X
plynu po
zhasnutí
Dva zdvihy* ZAPNUTO/
VYPNUTO
Kroky
nastavení
Výchozí
hodnota
ZAPNU
ET 300i ET 300iP
X X
TO
VYPNU
X X
TO
1 100 A X X
0,1 1,5s H X
0,1 1,0s H X
ZAPNU
X X
TO
Čtyři zdvihy* ZAPNUTO/
VYPNUTO
Jednotka
dálkového
ZAPNUTO/
VYPNUTO
ovládání*
Impulz* ZAPNUTO/
VYPNUTO
Proud impulzu 1fáz.: 5-200 A
3fáz.: 5-300 A
Proud mezi
dvěma
impulzy
Vyvážení
1fáz.: 5-200 A
3fáz.: 5-300 A
10-90% 5 50% X
impulzů
Impulsní
0,01~-999Hz 0,10–0,99: 0,01
kmitočet
1,0–9,9: 0,1
10–100: 1
100–300: 10
VYPNU
X X
TO
VYPNU
X X
TO
VYPNU
TO
120 A X
80 A X
100 Hz X
X
300–999: 100
Dálk. min.
0-99% 1 20% H H
proud
*) Parametr nelze během svařování změnit H = Skrytá funkce
0463 416 001
- 24 -
© ESAB AB 2017
Page 25

6 OVLÁDACÍ PANEL
6.3.1 Skryté funkce TIG
Vovládacím panelu jsou skryté funkce. Chcete-li funkce otevřít, stiskněte tlačítko volby
parametru na tři sekundy (umístění tlačítka viz část PANEL NASTAVENÍ). Na displeji se
zobrazí písmeno a hodnota. Stisknutím stejného tlačítka vyberte funkci. Ke změně hodnoty
zvolené funkce se používá otočný ovladač. Chcete-li opustit skryté funkce, znovu tlačítko
stiskněte na tři sekundy.
Písmeno Funkce Nastavení
A Předfuk plynu 0,0-9,9s
b Náběh 0,0-9,9s
I Dálk. min. proud 0-99%
6.3.2 Naměřené hodnoty
Naměřený proud
Naměřená hodnota zobrazená pro svařovací proudA je hodnota aritmetického
průměru.
Naměřené napětí
Naměřená hodnota zobrazená pro napětí obloukuV je hodnota aritmetického
průměru.
6.4 Popis funkcíTIG
Zapalování shora
Funkce zapalování shora spouští oblouk pomocí vysokofrekvenčním napěťovým
pilotním obloukem. Tím se sníží riziko kontaminace wolframem hned na
počátku. Vysokofrekvenční napětí může rušit jiná elektrická zařízení vokolí.
LiftArc™
Funkce LiftArc™ spouští oblouk, když wolframová elektroda přijde do styku
sobrobkem, stiskne se spouštěcí spínač a wolframová elektroda se zvedne od
obrobku. Za účelem minimalizace rizika kontaminace wolframem je počáteční
proud velmi nízký a naběhne na nastavený proud (kontrolováno funkcí náběhu).
0463 416 001
- 25 -
© ESAB AB 2017
Page 26

6 OVLÁDACÍ PANEL
Dva zdvihy
Ve 2zdvihovém režimu stiskněte spouštěcí spínač TIG (1) pro spuštění proudu
ochranného plynu a spuštění oblouku. Proud naběhne na nastavenou hodnotu
proudu. Uvolněním spouštěcího spínače (2) začne sestup proudu a ukončení
oblouku. Ochranný plyn bude dále proudit, aby ochránil svar a wolframovou
elektrodu.
A = Proud plynu před zapálením
B = Svahování nahoru
C = Svahování dolů
D = Proud plynu po zhasnutí
Čtyři zdvihy
Ve 4zdvihovém režimu stiskněte spouštěcí spínač TIG (1) pro spuštění proudu
ochranného plynu a spuštění oblouku na pilotní úrovni. Uvolněním spouštěcího
spínače (2) začne náběh proudu na nastavenou hodnotu proudu. Chcete-li
svařování zastavit, znovu stiskněte spouštěcí spínač(3). Proud sestoupí zpět na
pilotní úroveň. Uvolněním spouštěcího spínače (4) ukončíte oblouk. Ochranný
plyn bude dále proudit, aby ochránil svar a wolframovou elektrodu.
A = Proud plynu před zapálením
B = Svahování nahoru
C = Svahování dolů
D = Proud plynu po zhasnutí
Proud plynu před zapálením
Proud plynu před zapálením reguluje dobu, po kterou proudí ochranný plyn před
zažehnutím oblouku.
0463 416 001
Proud plynu po zhasnutí
Proud plynu po zhasnutí reguluje dobu, po kterou proudí ochranný plyn po
zhasnutí oblouku.
Náběh
Funkce náběhu reguluje dobu zvyšování proudu vprocesu spouštění svařování,
aby se nepoškodila wolframová elektroda.
- 26 -
© ESAB AB 2017
Page 27

6 OVLÁDACÍ PANEL
Sestup
Funkce sestupu reguluje dobu snižování proudu vprocesu ukončení svařování,
aby nedocházelo kvytváření kráterů anebo trhlin.
Nastavení impulzu
Chcete-li nastavit pulzní proud, jsou nutné čtyři parametry: impulzní proud,
proud na pozadí, vyvážení impulzů a impulzní kmitočet.
Proud impulzu
Vyšší ze dvou hodnot proudu při použití impulzního proudu.
Impulzní proud na pozadí
Nižší ze dvou hodnot proudu při použití impulzního proudu.
Vyvážení impulzů
Vyvážení impulzů je poměr mezi impulzním proudem a proudem na pozadí
vimpulzním cyklu. Aby bylo možné regulovat energii oblouku a velikost svarové
lázně, lze upravit vyvážení impulzů pomocí nastavení procenta impulzního
proudu vimpulzním cyklu.
Například: Je-li vyvážení impulzů nastaveno na 50%, doba impulzního proudu a
proudu na pozadí bude vimpulzním cyklu rovnoměrně rozložena. Je-li vyvážení
impulzů nastaveno na 90%, doba impulzního proudu bude trvat 90%
impulzního cyklu a proud na pozadí bude pouze 10%.
Impulsní kmitočet
Množství impulzních cyklů včasovém období. Čím vyšší je kmitočet, tím více je
impulzních cyklů na časové období. Je-li impulzní kmitočet nastavený na nízkou
hodnotu, bude mít svařovací lázeň mezi jednotlivými pulzy čas částečně
zatuhnout. Je-li impulzní kmitočet nastavený na vysokou hodnotu, je možné
získat lépe zaměřený oblouk.
Dálk. min. proud
Tento parametr se používá knastavení minimálního proudu pro nožní pedál.
Nastavuje se v% nastaveného proudu v rozsahu od 0–99% vkrocích po 1%.
Například: Je-li proud nastaven na 100A a funkce Dálk. min. proud je nastavena
na 20, bude minimální proud dálkového ovladače 20A. Je-li proud nastaven na
80A a funkce Dálk. min. proud je nastavena na 50, bude minimální proud
dálkového ovladače 40A.
6.4.1 Popis funkcí nožního pedálu
Nožní pedál se dvěma záběry pomocí spouštěče hořákuTIG
Ve 2zdvihovém režimu saktivovaným nožním pedálem stiskněte spouštěcí spínač TIG (1)
pro spuštění proudu ochranného plynu a spuštění oblouku. Proud naběhne na nastavenou
hodnotu proudu funkce Dálk. min. proud. Nožním pedálem můžete upravit proud mezi
hodnotou Dálk. min. proudu a nastavenou hodnotou proudu. Uvolněním spouštěcího spínače
hořáku TIG(2) začne sestup proudu a ukončení oblouku. Ochranný plyn bude dále proudit,
aby ochránil svar a wolframovou elektrodu.
0463 416 001
- 27 -
© ESAB AB 2017
Page 28

6 OVLÁDACÍ PANEL
A = Proud plynu před zapálením E = Nastavený proud
B = Svahování nahoru F = Dálk. min. proud
C = Svahování dolů G = Rozsah proudu nastavitelný nožním
D = Proud plynu po zhasnutí
pedálem
Nožní pedál se čtyřmi záběry pomocí spouštěče hořákuTIG
Ve 4zdvihovém režimu saktivovaným nožním pedálem stiskněte spouštěcí spínač TIG (1)
pro spuštění proudu ochranného plynu a spuštění oblouku na pilotní úrovni. Uvolněním
spouštěcího spínače (2) začne náběh proudu na nastavenou hodnotu funkce Dálk. min.
proud. Nožním pedálem můžete upravit proud mezi hodnotou Dálk. min. proudu a
nastavenou hodnotou proudu. Chcete-li svařování zastavit, znovu stiskněte spouštěcí
spínač(3). Proud sestoupí zpět na pilotní úroveň. Uvolněním spouštěcího spínače (4)
ukončíte oblouk. Ochranný plyn bude dále proudit, aby ochránil svar a wolframovou
elektrodu.
A = Proud plynu před zapálením E = Nastavený proud
B = Svahování nahoru F = Dálk. min. proud
C = Svahování dolů G = Rozsah proudu nastavitelný nožním
D = Proud plynu po zhasnutí
pedálem
Nožní pedál
Sešlápnutím nožního pedálu (1) spustíte proud ochranného plynu a spustí se oblouk. Proud
naběhne na nastavenou hodnotu proudu funkce Dálk. min. proud. Nožním pedálem můžete
upravit proud mezi hodnotou Dálk. min. proudu a nastavenou hodnotou proudu. Uvolněním
nožního pedálu začne sestup proudu a ukončí se oblouk. Ochranný plyn bude dále proudit,
aby ochránil svar a wolframovou elektrodu.
0463 416 001
- 28 -
© ESAB AB 2017
Page 29

6 OVLÁDACÍ PANEL
A = Proud plynu před zapálením E = Nastavený proud
B = Svahování nahoru F = Dálk. min. proud
C = Svahování dolů G = Rozsah proudu nastavitelný nožním
D = Proud plynu po zhasnutí
pedálem
6.5 Nastavení MMA
Symbol Funkce Rozsah
nastavení
MMA* ZAPNUTO/
VYPNUTO
Proud 1fáz.: 5-200 A
Kroky
nastavení
1 100 A
Výchozí
hodnota
ZAPNU
TO
ET 300i ET 300iP
X X
3fáz.: 5-300 A
Síla oblouku 0-99 1 50 H H
Horký start 0-99% 1 20% H H
Jednotka
dálkového
ZAPNUTO/
VYPNUTO
VYPNU
TO
X X
ovládání*
*) Parametr nelze během svařování změnit H = Skrytá funkce
6.5.1 Skryté funkce MMA
Vovládacím panelu jsou skryté funkce. Chcete-li funkce otevřít, stiskněte tlačítko volby
parametru na tři sekundy (umístění tlačítka viz část PANEL NASTAVENÍ). Na displeji se
zobrazí písmeno a hodnota. Stisknutím stejného tlačítka vyberte funkci. Ke změně hodnoty
zvolené funkce se používá otočný ovladač. Chcete-li opustit skryté funkce, znovu tlačítko
stiskněte na tři sekundy.
Písmeno Funkce Nastavení
C Síla oblouku 0-99
H Horký start 0-99%
6.5.2 Naměřené hodnoty
Naměřený proud
Naměřená hodnota zobrazená pro svařovací proudA je hodnota aritmetického
průměru.
0463 416 001
- 29 -
© ESAB AB 2017
Page 30

6 OVLÁDACÍ PANEL
Naměřené napětí
Naměřená hodnota zobrazená pro napětí obloukuV je hodnota aritmetického
průměru.
6.6 Popis funkcíMMA
Síla oblouku
Funkce síly oblouku určuje, jak se změní proud, když se během svařování mění
délka oblouku. Při použití nízké hodnoty síly oblouku získáte klidný oblouk
smalým rozstřikem a použitím vysoké hodnoty získáte horký a pronikavý
oblouk.
Síla oblouku se týká pouze svařování MMA.
Horký start
Funkce horkého startu dočasně zvýší proud na počátku svaru. Tím se sníží
riziko nedostatečné fúze vpočátečním bodě.
Horký start se týká pouze svařování MMA.
0463 416 001
- 30 -
© ESAB AB 2017
Page 31

7 ÚDRŽBA
7 ÚDRŽBA
VAROVÁNÍ!
Před prováděním údržby odpojte napájení.
UPOZORNĚNÍ!
Bezpečnostní štítky smějí snímat pouze osoby sodpovídajícími
elektrotechnickými znalostmi (autorizovaný personál).
UPOZORNĚNÍ!
Na výrobek se vztahuje záruka výrobce. Jakýkoli pokus o opravy
vneautorizovaných servisních střediscích povede ke zneplatnění záruky.
POZOR!
Pravidelná údržba je důležitá pro bezpečný a spolehlivý provoz.
POZOR!
Vnáročných prašných podmínkách provádějte údržbu častěji.
Před každým použitím– ujistěte se, že:
• Výrobek a kabely nejsou poškozeny,
• tryska je čistá a nepoškozená.
7.1 Pravidelná údržba
Plán údržby za normálních podmínek. Před každým použitím vybavení zkontrolujte.
Interval Oblast vyžadující údržbu
Každé 3měsíce
Vyčistěte nebo
vyměňte nečitelné
štítky.
Každé 6měsíce
Vyčistěte vnitřní
vybavení. Použijte
suchý stlačený
vzduch se sníženým
tlakem.
Vyčistěte svářecí
svorky.
Zkontrolujte nebo
vyměňte svařovací
kabely.
7.2 Pokyny pro čištění
Pro udržení výkonu a prodloužení životnosti napájecího zdroje je nutné jej pravidelně čistit.
Frekvence se liší podle:
0463 416 001
- 31 -
© ESAB AB 2017
Page 32

7 ÚDRŽBA
• typu svařování
• doby hoření oblouku
• pracovního prostředí
UPOZORNĚNÍ!
Ujistěte se, že čištění provádíte na dobře připraveném pracovišti.
UPOZORNĚNÍ!
Při čištění vždy používejte doporučené osobní ochranné pomůcky, např. ucpávky
uší, ochranné brýle, kukly, rukavice a bezpečnostní obuv.
1. Odpojte napájecí zdroj od síťového napájení.
VAROVÁNÍ!
Než budete pokračovat, počkejte nejméně 30sekund, než se vybijí
kondenzátory.
2. Sejměte čtyři šrouby držící pravý panel (R) a sejměte panel.
3. Suchým stlačeným vzduchem se sníženým tlakem vyčistěte pravou stranu napájecího
zdroje.
POZOR!
Protože napájecí zdroj obsahuje jednu „špinavou stranu“ (pravou) a jednu
„čistou stranu“ (levou), je důležité, abyste neodstranili levý panel dříve, než
vyčistíte pravou stranu napájecího zdroje.
0463 416 001
- 32 -
© ESAB AB 2017
Page 33

7 ÚDRŽBA
4. Sejměte čtyři šrouby držící levý panel (L) a sejměte panel.
5. Suchým stlačeným vzduchem se sníženým tlakem vyčistěte levou stranu napájecího
zdroje.
6. Ujistěte se, že na žádné části napájecího zdroje nezůstal prach.
7. Po vyčištění napájecího zdroje opět připevněte panely napájecího zdroje vopačném
pořadí.
POZOR!
Při opětovném upevňování pravého panelu se ujistěte, že je kryt IP na
vnitřní straně panelu ve správné poloze. Kryt IP musí být vúhlu přibližně
90° do napájecího zdroje, aby se nacházel mezi otvorem svářecího
konektoru a otvorem transformátoru.
0463 416 001
- 33 -
© ESAB AB 2017
Page 34

7 ÚDRŽBA
8. Utáhněte šrouby na bočních panelech momentem 3Nm±0,3Nm (26,6±2,6pal.lib.).
0463 416 001
- 34 -
© ESAB AB 2017
Page 35

8 ŘEŠENÍ PROBLÉMŮ
8 ŘEŠENÍ PROBLÉMŮ
Než si vyžádáte pomoc autorizovaného servisního technika, proveďte tyto kontroly.
Druh závady Nápravné opatření
Problémy se svařováním
MMA
• Zkontrolujte, zda nejsou svařovací a zpětné kabely
poškozené a zda jsou správně připojené knapájecímu
zdroji.
• Ujistěte se, že má zpětná svorka správný kontakt
sobrobkem.
• Zkontrolujte, zda jsou použity správné elektrody a polarita.
Informace o polaritě naleznete na obalu elektrody.
• Zkontrolujte, zda je nastavena správná hodnota proudu.
• Upravte sílu oblouku a funkci Horký start.
Problémy se svařováním
TGI
• Zkontrolujte, zda nejsou svařovací a zpětné kabely
poškozené a zda jsou správně připojené knapájecímu
zdroji.
• Ujistěte se, že má zpětná svorka správný kontakt
sobrobkem.
• Ujistěte se, že je kabel hořáku TIG připojen kzáporné
svářecí svorce.
• Ujistěte se, že se používá správný ochranný plyn, průtok
plynu, svařovací proud, umístění plnicí tyče, průměr
elektrody a režim svařování na napájecím zdroji.
• Ujistěte se, že je zapnutý plynový ventil na hořáku TIG.
Není oblouk • Zkontrolujte, zda je zapnutý displej a ověřte tak, zda má
napájecí zdroj kdispozici napájení.
• Zkontrolujte zobrazení panelu nastavení, zda ukazuje
správné hodnoty.
• Zkontrolujte, zda je zapnutý síťový vypínač.
• Zkontrolujte správnost připojení síťového napájení,
svařovacího kabelu a zpětného kabelu.
• Zkontrolujte síťové pojistky.
Během svařování došlo k
přerušení svařovacího
proudu.
Často se aktivuje ochrana
proti přehřátí.
Maximální nastavení
proudu je omezeno na
200A.
0463 416 001
• Zkontrolujte, zda je zapnutá kontrolka přehřátí (ochrana
proti přehřátí) na panelu nastavení.
• Pokračujte stypem poruchy „No Arc“ (Žádný oblouk).
• Ujistěte se, že nebyl překročen doporučený pracovní
cyklus pro svařovací proud.
Viz oddíl „Pracovní cyklus“ vkapitole TECHNICKÉ ÚDAJE.
• Ujistěte se, že nejsou ucpané vzduchové vstupy.
• Vyčistěte vnitřek přístroje podle postupu pro pravidelnou
údržbu.
• Zkontrolujte a vyčistěte chladicí jednotku.
• Zkontrolujte, zda je napájecí zdroj připojený k3fázovému
síťovému napájení.
• Zkontrolujte síťové pojistky.
- 35 -
© ESAB AB 2017
Page 36

9 CHYBOVÉ KÓDY
9 CHYBOVÉ KÓDY
Chybové kódy se používají ksignalizaci vzniklých poruch vzařízení. O chybách svědčí text
„Err“, po kterém na displeji následuje číslo chybového kódu.
Jestliže se zjistí několik poruch, zobrazí se pouze kód poruchy, která se objevila jako
poslední.
9.1 Popisy kódů chyb
Chybové kódy, které uživatel zvládne, jsou uvedeny níže. Pokud se zobrazí jiný chybový kód,
obraťte se na autorizovaného servisního technika ESAB.
Chybový
kód
Err 1 Porucha teploty
Err 2 Chyba chladicí kapaliny
Err 3 Porucha napájení
Popis
Teplota napájecího zdroje je příliš vysoká. Na panelu se rozsvítí také
kontrolka LED oznamující poruchu teploty. Chybu teploty poznáte podle
indikátoru přehřívání zobrazeného na ovládacím panelu.
Zákrok: Chybový kód automaticky zmizí a kontrolka LED oznamující poruchu
teploty zhasne, jakmile napájecí zdroj dostatečně vychladne a bude opět
připraven kpoužití. Pokud chyba přetrvává, obraťte se na servisního technika.
Teplota chladicí kapaliny je příliš vysoká.
Zákrok: Ujistěte se, že je vchladicí jednotce dostatek chladicí kapaliny.
Chybový kód automaticky zmizí, jakmile chladicí kapalina dostatečně
vychladne a bude opět připravena kpoužití. Pokud chyba přetrvává, obraťte
se na servisního technika.
Napájení přicházející do napájecího zdroje je příliš nízké nebo příliš vysoké.
Během 3fázového provozu se ztratí jedna fáze. Během 1fázového provozu je
detekováno napětí třetí fáze.
Zákrok: Ujistěte se, zda je napájení stabilní, všechny kabely připojeny, síťové
napětí (všechny 3fáze) vpořádku, a restartujte systém. Pokud chyba
přetrvává, obraťte se na servisního technika.
Err 4 Chyba komunikace
Došlo kpřerušení komunikace mezi jednotkami.
Zákrok: Zkontrolujte kabely a připojení, restartujte napájecí zdroj. Pokud
chyba přetrvává, obraťte se na servisního technika.
Err 5 Chyba paměti
Paměť programu je poškozena. Tato chyba může deaktivovat funkce
předvoleb nebo jiné funkce, kde se ukládají hodnoty.
Zákrok: Oznámení o chybě zdispleje odstraňte stisknutím tlačítka na panelu.
Restartujte napájecí zdroj. Pokud chyba přetrvává, obraťte se na servisního
technika.
Err 6 Chyba načasování
Elektronika napájecího zdroje nedokáže včas provádět všechny funkce.
Zákrok: Restartujte napájecí zdroj. Pokud chyba přetrvává, obraťte se na
servisního technika.
0463 416 001
- 36 -
© ESAB AB 2017
Page 37

9 CHYBOVÉ KÓDY
Chybový
Popis
kód
Err 7 Chyba OCV
OCV je příliš vysoké nebo došlo kpřerušení elektronického ovládání OCV.
Zákrok: Restartujte napájecí zdroj. Pokud chyba přetrvává, obraťte se na
servisního technika.
Err 8 Vodní chlazení je deaktivováno
Hadice od hořáku není připojená kchladicí jednotce.
Zákrok: Pokud se používá hořák chlazený vodou, ujistěte se, že je připojený
kchladicí jednotce. Pokud se nepoužívá hořák chlazený vodou, zrušte chybu
stisknutím tlačítka na ovládacím panelu. Pokud chyba přetrvává, obraťte se
na servisního technika.
0463 416 001
- 37 -
© ESAB AB 2017
Page 38

10 OBJEDNÁVÁNÍ NÁHRADNÍCH DÍLŮ
10 OBJEDNÁVÁNÍ NÁHRADNÍCH DÍLŮ
UPOZORNĚNÍ!
Opravy a elektrické práce musí provádět autorizovaný servisní technik ESAB.
Používejte pouze originální náhradní díly ESAB.
Výrobky ET 300i a ET 300iP byly navrženy a přezkoušeny vsouladu smezinárodními a
evropskými normami IEC/EN 60974-1, IEC/EN 60974-3 a IEC/EN 60974-10, kanadskými
normami CAN/CSA-E60974-1 a americkými normami ANSI/IEC 60974-1. Po dokončení
servisní práce nebo opravy je povinností osoby provádějící práci zajistit, že produkt stále
splňuje požadavky normy uvedené výše.
Náhradní díly a spotřební díly si můžete objednat u nejbližšího prodejce společnosti ESAB,
viz zadní strana obalu tohoto dokumentu. Při objednávání uveďte typ výrobku, sériové číslo,
označení a číslo náhradního dílu podle seznamu náhradních dílů. To usnadní expedici a
zajistí správnost dodávky.
0463 416 001
- 38 -
© ESAB AB 2017
Page 39

NÁKRES
NÁKRES
0463 416 001
- 39 -
© ESAB AB 2017
Page 40

OBJEDNACÍ ČÍSLA
OBJEDNACÍ ČÍSLA
Ordering number Denomination Type Notes
0445 100 900 Welding power source ET 300i EU
0445 100 920 Welding power source ET 300iP EU
0463 423 001 Spare parts list
0463 424 001 Service manual
Technical documentation is available on the Internet at www.esab.com
0463 416 001
- 40 -
© ESAB AB 2017
Page 41

PŘÍSLUŠENSTVÍ
PŘÍSLUŠENSTVÍ
0700 300 538
0700 300 544
0700 300 552
0700 300 555
0700 300 855
0700 300 856
0700 300 565
0700 300 567
TIG torch TXH™ 151, 4 m (13 ft)
TIG torch TXH™ 151, 8 m (26 ft)
TIG torch TXH™ 201, 4 m (13 ft)
TIG torch TXH™ 201, 8 m (26 ft)
TIG torch TXH™ 252w, 4 m (13 ft)
TIG torch TXH™ 252w, 8 m (26 ft)
TIG torch TXH™ 401w, 4 m (13 ft)
TIG torch TXH™ 401w, 8 m (26 ft)
0445 045 880 EC 1000 Cooler
0460 330 881 Trolley
0445 197 880 Shoulder strap kit
0700 006 902 Welding cable kit 3 meter, incl. electrode
holder and OKC 50 connector
0700 006 888 Welding cable kit 5 meter, incl. electrode
holder and OKC 50 connector
0700 006 903 Return cable kit 3 meter, incl. clamp and
OKC 50 connector
0700 006 889 Return cable kit 5 meter, incl. clamp and
OKC 50 connector
0160 360 881 OKC 50 male contact, pack 4 pcs
0463 416 001
- 41 -
© ESAB AB 2017
Page 42

PŘÍSLUŠENSTVÍ
0445 536 881 ER 1 Remote control. 5 m (16.4 ft)
interconnection cable, 6 pin, included.
0445 536 882 ER 1 Remote control. 10 m (32.8 ft)
interconnection cable, 6 pin, included.
0445 536 883 ER 1 Remote control. 25 m (82 ft)
interconnection cable, 6 pin, included.
0445 280 880
0445 280 881
0445 280 882
Interconnection cable, 6 pin, 5 m (16.4ft)
Interconnection cable, 6 pin, 10 m (32.8ft)
Interconnection cable, 6 pin, 25 m (82ft)
0445 550 881 ER 1 F Foot pedal. 5 m (16.4 ft)
interconnection cable, 6 pin, included.
0445 550 882 ER 1 F Foot pedal. 10 m (32.8 ft)
interconnection cable, 6 pin, included.
0445 254 880
0445 254 881
Interconnection cable, 6 pin, 5 m (16.4 ft)
Interconnection cable, 6 pin, 10 m (32.8ft)
0445 139 880 1 to 3 phase adapter
Note! Only for use with Renegade ES300i
(0445100880), ET300i (0445100900)
and ET300iP (0445100920)
0463 416 001
- 42 -
© ESAB AB 2017
Page 43

PŘÍSLUŠENSTVÍ
0463 416 001
- 43 -
© ESAB AB 2017
Page 44

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting GmbH
Langenfeld
Tel: +49 2173 3945-0
Fax: +49 2173 3945-218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
(MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Baar
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 0220
Fax: +1 905 670 4879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 4411
Fax: +1 843 664 5748
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...