

cybelec PC1200 User Manual

PC 1200
Manuel de référence 2D


25 septembre 2000 V. 2.1
TABLE DES MATIERES
INTRODUCTION..............................................................................................................................5
A propos de ce manuel 5
Accord de licence CYBELEC et copyright 5
CONVENTIONS ...............................................................................................................................7
DÉFINITIONS...................................................................................................................................11
ABS......................................................................................................................................11
REL 11
Aile trop courte autorisée.....................................................................................................12
Appui....................................................................................................................................13
BA ou Butée.........................................................................................................................14
Bombage .............................................................................................................................15
Capture d'écran ...................................................................................................................15
Noir / blanc, couleur 16
Impression des écrans 16
Champs alphanumériques...................................................................................................18
Clavier..................................................................................................................................19
Collision profondeur autorisée .............................................................................................19
Compteur de plis .................................................................................................................20
Corrections (tableau de ...) ..................................................................................................21
Corrections d'angle..............................................................................................................22
Généralités 22
Corrections directes 23
Corrections angulaires 23
Corrections par mesure d'épaisseur 24
Mesure au PMH 25
Mesure au PCT 26
Correction d'épaisseur indépendante Y1-Y2 29
Corrections: sensibilité PMB 29
Coupe ..................................................................................................................................30
Critères de simulation..........................................................................................................30
Croquage (CR) ....................................................................................................................33
Page PIECE NUM 34
Date et heure.......................................................................................................................38
Décentrement outils.............................................................................................................39
Dégagement butée ..............................................................................................................40
Dessin..................................................................................................................................41
Distance PV!......................................................................................................................41
Effacement des mémoires...................................................................................................41
Effacer / supprimer..............................................................................................................42
Emboutissage......................................................................................................................42
Entretien ..............................................................................................................................43
Fonctions auxiliaires ............................................................................................................44
Force admissible sur les matrices.......................................................................................44
Force Pliage.........................................................................................................................45
12REF2DF.DOC
TABLE DES MATIÈRES PAGE 1

Gamme de pliage ............................................................................................................... 45
Gamme de pliage automatique 45
Modifier la gamme de pliage 46
Mode DÉPLIAGE 49
Gestion des pièces ............................................................................................................. 50
Groupes de pièces.............................................................................................................. 52
Définitions 52
Exemple de travail dans la page GROUPE DE PIECES 53
Indexer axes ....................................................................................................................... 54
Informations pièce ..............................................................................................................54
Voir les informations pièce 55
Rédiger une information (texte seul) 55
Rédiger une information (texte et images) 56
Insérer une séquence ......................................................................................................... 59
L. pliage .............................................................................................................................. 60
Langue................................................................................................................................ 60
Longueur............................................................................................................................. 61
Longueur développée ......................................................................................................... 61
DIN 62
REEL 62
Coefficient de correction de calcul DIN 6935 62
Mémoire Libre..................................................................................................................... 63
Modifier l'origine des axes .................................................................................................. 64
Outils................................................................................................................................... 65
Programmation des poinçons 66
Programmation des matrices 67
Modifier un outil 69
Position des outils 70
Liste poinçons / Liste matrices 70
Paramètres machine........................................................................................................... 70
PCV..................................................................................................................................... 71
Périphériques actifs ............................................................................................................72
PERIPHERIQUES ACTIFS MACHINE 72
PERIPHERIQUES ACTIFS PIECES 73
PERIPHERIQUES ACTIFS POINCONS / MATRICES 73
Pièce paramétrique............................................................................................................. 74
Activation de la fonction 74
Créer une pièce paramétrique 74
Travail avec une pièce paramétrique 77
Pli ........................................................................................................................................ 78
En fond de matrice 78
final 78
intermédiaire 78
Séquence sans pli 78
Plis spéciaux ....................................................................................................................... 79
Pli préliminaire / final 80
PMH.................................................................................................................................... 85
Programmation d'un profil................................................................................................... 85
Programmer sur page pli num ............................................................................................ 85
Q.Dem. ___ Eff.___ ............................................................................................................ 86
PAGE 2 MANUEL DE RÉFÉRENCE 2D

Quitter le logiciel ..................................................................................................................87
Rayon interne ......................................................................................................................87
Recherche de pièces selon critères ....................................................................................88
Date Mémorisation 89
Recul Butée Arr. ..................................................................................................................89
Référence YR cor. ...............................................................................................................90
Réglage manuel de la butée................................................................................................90
Sauvegarder les données....................................................................................................91
Sigma ..................................................................................................................................91
Start axes-FA.......................................................................................................................91
Tempo Pression ..................................................................................................................92
TEST ...................................................................................................................................92
Tolérance.............................................................................................................................95
Transfert de données ..........................................................................................................96
Vitesse pliage ......................................................................................................................97
INDEX...............................................................................................................................................99
ANNEXES ........................................................................................................................................103
Correction par mesure d'épaisseur .....................................................................................103
TABLE DES MATIÈRES PAGE 3

Cette page a été intentionnellement laissée blanche.
PAGE 4 MANUEL DE RÉFÉRENCE 2D

NTRODUCTION
I
A
PROPOS DE CE MANUEL
Ce document a été conçu pour répondre à des questions particulières après
avoir acquis les bases pour l'utilisation du logiciel PC/DNC 1200.
Il est le complément du Manuel d'utilisation qui vous informe sur les
procédures de base à suivre pour utiliser le logiciel.
Un complément nommé Manuel de référence 3D est livré avec le logiciel
PC/DNC 1200 en version 3D.
Ce manuel est organisé comme un dictionnaire, c'est-à-dire que vous trouvez
les éléments classés par ordre alphabétique.
Si un sujet est traité dans un autre chapitre que celui sous lequel vous
cherchez l'information, vous trouverez un renvoi au nouveau sujet.
Un index situé à la fin de ce document complète et facilite la recherche des
informations. N'hésitez pas à l'utiliser.
A
CCORD DE LICENCE
Ce manuel est soumis à l'accord de licence et au copyright situés au début du
Manuel.
CYBELEC
ET COPYRIGHT
INTRODUCTION PAGE 5

Cette page a été intentionnellement laissée blanche.
PAGE 6 MANUEL DE RÉFÉRENCE 2D

ONVENTIONS
C
De manière générale, dans ce manuel, il ne sera pas répété comment valider
un champ, sélectionner un outil, appeler une page ou effectuer d'autres
manipulations de base.
Celles-ci sont décrites par l'exemple dans le document Manuel d'utilisation de
la commande numérique ou du logiciel concerné.
Afin d'assurer une meilleure lisibilité des écrans reproduits, ceux-ci ont été
convertis en noir et blanc.
Il se peut que certains écrans illustrés dans ce manuel ne correspondent pas
exactement à votre logiciel, cela peut provenir de la configuration de votre
logiciel (nombre d'options, d'axes, etc.) ou de la version du logiciel utilisée
(DOS ou Windows).
Conventions typographiques
Arial gras Citations des textes tels que visibles à l'écran.
Arial gras italique Sert à indiquer le nom d'une entrée ou d'une
sortie de la DNC.
Italique Renvoi à un élément écrit, un paragraphe ou un
manuel.
Par exemple: Voir Conventions typographiques.
Indique une double pression sur la touche .
Conventions générales pour ce manuel
Nous admettrons que:
Souris comprendre souris pour un PC
ou trackball / tracksensor pour une DNC.
Clic presser le bouton gauche de la souris.
Clic droit presser le bouton droit de la souris.
Clic gauche/droit presser simultanément le bouton gauche et droit
de la souris.
Liste rotatives ou champs à choix multiples:
De couleur violette, ils signifient que plusieurs
options sont disponibles.
Le choix du contenu se fait en pressant la touche
.
Une fenêtre apparaît avec la liste des choix
disponibles pour ce champ.
Pour valider le choix:
- taper le nombre figurant en regard du choix.
ou
- positionner le curseur sur le choix et presser la
touche
Sans afficher la fenêtre de choix, il est possible
de faire apparaître l'un après l'autre les choix en
CONVENTIONS PAGE 7
.

Atteindre la page
PLI 2D
pressant la touche
Pour valider, quitter le champ.
Touche de fonction Chaque fois qu'il est demandé d'appuyer sur une
touche de fonction
approprié apparaît.
Le nom de la touche de fonction sera
généralement utilisé. Par exemple: presser
PIECE désigne la touche
.
à , le menu
.
Exemple si l'on demande d'atteindre la page
PLI 2D, presser la touche de fonction PLI
, puis sélectionner PLI 2D ou taper
simplement 02 (ou le nombre inscrit en regard
du choix).
Validation rapide Pour faciliter le travail de l'opérateur, la DNC
mémorise le dernier choix effectué dans un
menu.
Pour valider plus rapidement une option d'un
menu, il suffira alors de faire un double appui,
sur une touche de fonction (par ex.:
pour valider directement la dernière page
sélectionnée.
),
PAGE 8 MANUEL DE RÉFÉRENCE 2D

Conventions du logiciel version DOS
Le logiciel utilise les couleurs pour faciliter la lecture des informations, à
savoir:
Bleu clair Est utilisé pour les titres et les en-têtes.
Vert Désigne les informations fixes, désignation des
champs etc.
Blanc Informations variables. Non accessible au
curseur.
Jaune Champs accessibles au curseur et modifiables
par l'utilisateur.
Violet Champs à listes rotatives. accessibles par
l'utilisateur pour choisir entre plusieurs options
prédéfinies (voir Listes rotatives ci-dessus).
Rouge Message important.
Monochrome Dans le cas d'un écran monochrome, l'utilisateur
aura vite déterminé les différents types de
champs.
Le document Manuel d'utilisation de la
commande numérique ou du logiciel concerné
démontre par des exemples la majorité des cas.
Conventions du logiciel version Windows
En configuration de base la version Windows utilise les couleurs suivantes:
Noir Désigne les informations fixes, désignation des
champs etc.
ou
les champs accessibles au curseur et modifiables
par l'utilisateur.
Bleu Est utilisé pour les titres et les en-têtes.
Bleu-gris Informations variables.
Non accessibles au curseur.
Vert Champs à listes rotatives. accessibles par
l'utilisateur pour choisir entre plusieurs options
prédéfinies (voir Listes rotatives ci-dessus).
CONVENTIONS PAGE 9

Cette page a été intentionnellement laissée blanche.
PAGE 10 MANUEL DE RÉFÉRENCE 2D

ÉFINITIONS
D
ABS
Page: PLI NUMERIQUE
Cette liste rotative est placée à côté du nom de l'axe de la butée X.
Deux choix: ABS et REL.
ABS indique que l'axe X fonctionne en mode absolu.
Cela veut dire que la destination de l'axe X est une distance absolue mesurée à
partir du centre du V de la matrice.
Le mode absolu est sélectionné par défaut.
Voir REL ci-après.
Exemple: MEM POS
X ABS 190.00 120.00
REL
REL indique que l'axe X fonctionne en mode relatif.
Cela veut dire que le déplacement programmé se fait en partant depuis la
position actuelle de la butée.
Généralement on programme une valeur négative.
On utilise le mode relatif souvent avec la répétition de cycle (CY 2 à 99).
Par exemple avec un outil de poinçonnage, l'on désire réaliser 5 trous
équidistants de 30.00 mm. La première séquence doit être en mode absolu
(emplacement du premier trou. La deuxième séquence sera programmée en
mode relatif (X REL 30.00) avec une répétition de cycle égale à 4 (CY 4)
Exemple:
MEM POS
X REL 70.00 120.00
DÉFINITIONS PAGE 11

ILE TROP COURTE AUTORISÉE
A
Aile trop courte
Remarque: Il n'est pas possible d'utiliser le mode relatif sur de la 1ère
séquence.
Si tel est le cas, une erreur est générée au changement de mode
(AUTO, SEMI-AUTO) et affiche le message DEPL. X REL.
IMPOSSIBLE dans le champ interactif.
Page OUTIL PLI.
Ceci est un élément de sécurité dont le test est effectué au passage en mode
AUTO ou SEMI-AUTO. Selon les cas, il génère un message d'erreur qui fait
apparaître la page OUTIL PLI et pointe le curseur dans ce champ.
Ce message avertit l'opérateur que l'aile programmée est trop courte et
n'appuie pas correctement sur les deux bords de la matrice tout au long du
pliage.
L'opérateur peut choisir d'ignorer ce contrôle.
Trois options sont à disposition:
SUR CE PLI / NON
SUR CE PLI / OUI
GLOBALEMENT
Situation par défaut.
Un contrôle de la longueur de l'aile est fait sur
le pli en cours.
Pas de contrôle sur le pli en cours.
Aucun contrôle pour toute la pièce en cours.
PAGE 12 MANUEL DE RÉFÉRENCE 2D
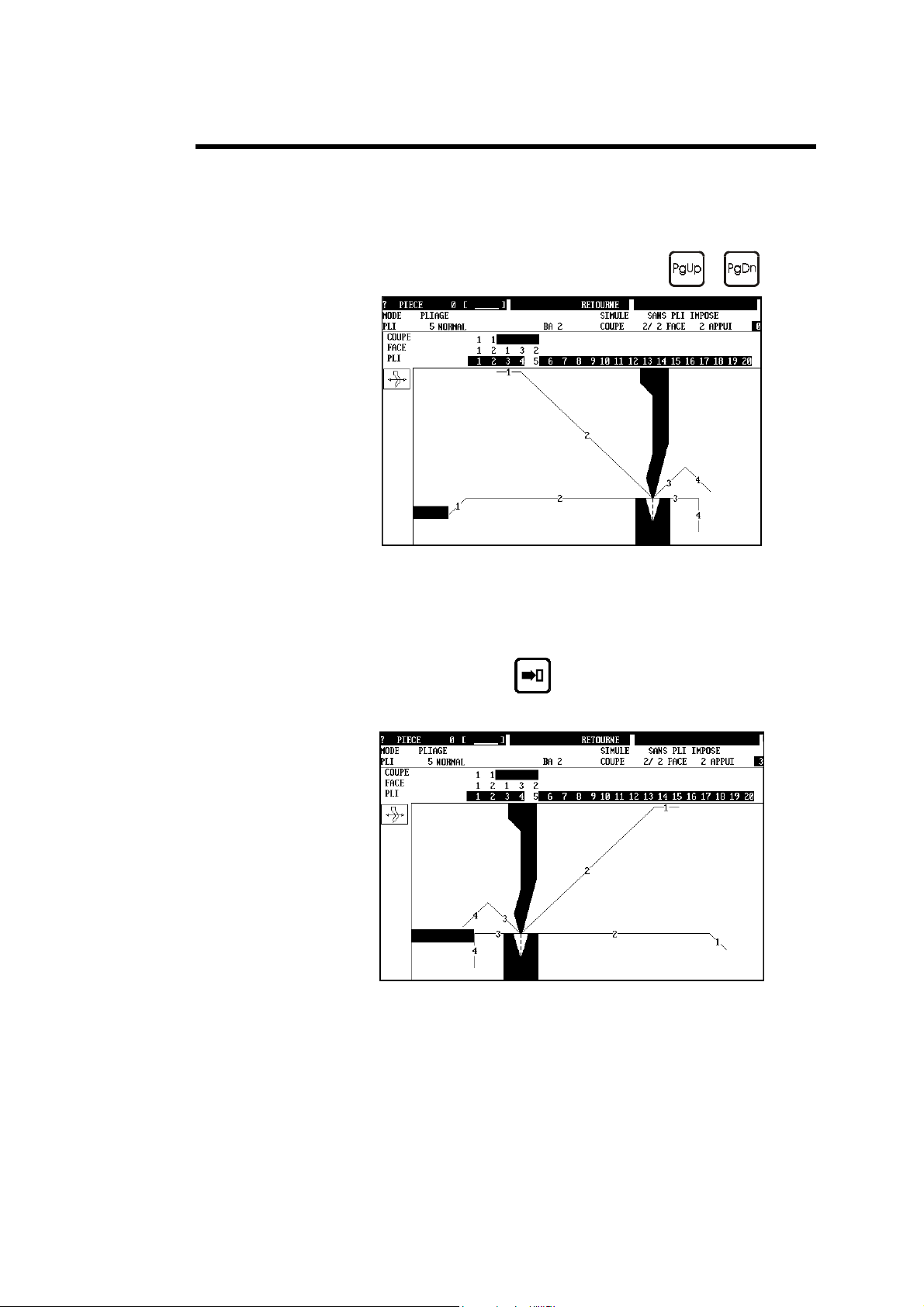
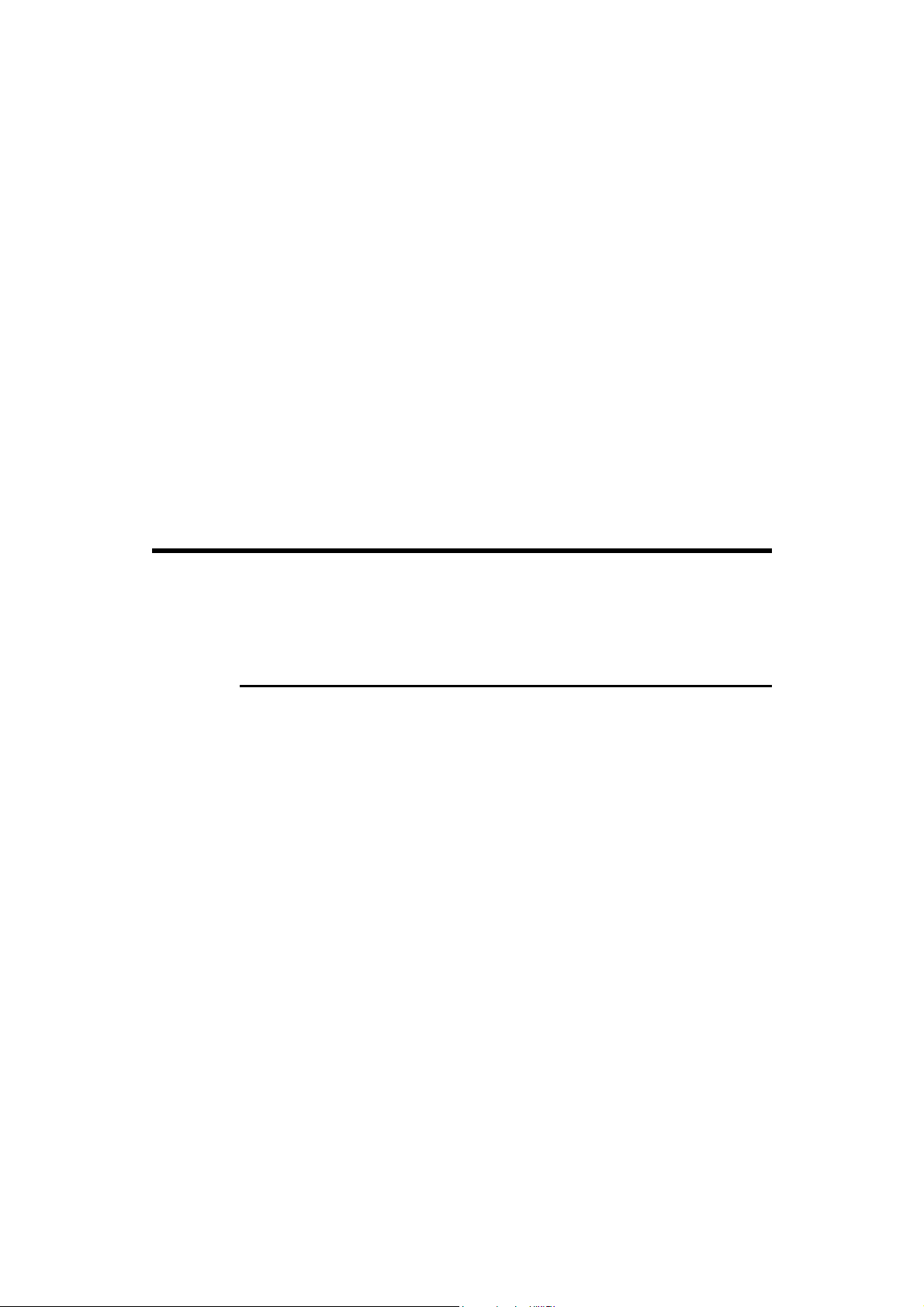
PPUI
A
Page: PLI 2D
Permet de sélectionner un autre appui que celui affiché dans la séquence en
cours. Voir également Gamme de pliage et BA ou Butée.
" Sélectionner le pli souhaité à l'aide des touches
Appui sur la face 0
" Placer le curseur dans le champ APPUI.
" Introduire le N° de la face qui doit être en appui sur la butée arrière
(3 dans cet exemple).
" Appuyer sur la touche
pour valider la modification.
et
.
Appui modifié
DÉFINITIONS PAGE 13

BA
OU BUTÉE
Pages: PLI NUM et PLI 2D
Affiche ou permet de sélectionner la butée pour la séquence courante.
La DNC recalcule la cote visée des axes X et R en fonction du choix.
Faire apparaître la liste rotative et choisir la butée appropriée à la séquence.
Ce champ n'apparaît pas s'il n'y a qu'une seule butée définie dans les
paramètres machine.
Changer de butée en page PLI 2D
Voir également Gamme de pliage.
" Introduire la désignation de la butée désirée ou la sélectionner dans la
liste rotative.
Appui
Support
PAGE 14 MANUEL DE RÉFÉRENCE 2D

OMBAGE
B
APTURE D'ÉCRAN
C
Page: PLI NUM.
Valable uniquement si votre machine est équipée d'une option de bombage.
Le bombage est calculé automatiquement lors des simulations. Le résultat est
en fonction de la force appliquée et de la courbe de calibration programmée
dans les paramètres machine.
L'opérateur peut modifier ces valeurs séquence par séquence; cependant elles
seront recalculées lors d'une prochaine simulation.
L'unité de travail peut varier selon le constructeur, pour connaître l'utilisation
de cette fonction, veuillez consulter le fabricant de votre machine.
Cependant il est couramment utilisé le "pour cent" comme unité, c'est à dire
que 50 programmé dans ce champ donnera 50% du maximum de bombage.
Le logiciel PC 1200 permet de capturer des écrans facilement pour créer des
documentations ou autres informations (offres, etc.).
Pour capturer des écrans procéder comme suit:
" Lancer le traitement de texte ou autre logiciel dans lequel vous désirez
importer la capture d'écran.
" Lancer le logiciel PC1200.
Print
" Capturer la fenêtre active en appuyant sur la touche
L'image est transférée dans le presse papier de Windows.
" Activer le logiciel dans lequel vous désirez coller la capture en
pressant simultanément les touches
fois selon vos applications en cours.
" Insérer l'image en utilisant la fonction Coller du menu Edition de votre
traitement de texte. Réduire ou couper l'image en fonction de vos
besoins.
Vous pouvez utiliser également des outils de capture d'écran spécialement
destinés à ce type d'application et qui peuvent immédiatement
convertir les captures couleurs en niveaux de gris. Ces logiciels sont
par exemple Corel Capture (inclus dans Corel Draw) ou Hardcopy un
logiciel freeware disponible sur Internet www.hardcopy.de
et une ou plusieurs
+
Scree n
.
DÉFINITIONS PAGE 15

N
OIR / BLANC, COULEUR
Dans le but de faciliter la création de documents illustrés avec des copies
d'écran, il est possible de commuter le logiciel PC1200 en noir et blanc.
Procéder comme suit:
" Appeler les paramètres machines, page MIRE ET ECHELLES
" Sélectionner NOIR/BLANC dans le champ TEXTES ET DESSINS
I
MPRESSION DES ÉCRANS
Il est recommandé de commuter le logiciel en NOIR/BLANC avant de lancer
une impression.
Sélectionner une imprimante
" Appeler les paramètres machines, page MIRE ET ECHELLES
" Version DOS
Sélectionner l'une des imprimantes ou SYSTEM PRINT SCREEN.
SYSTEM PRINT SCREEN ne doit être utilisé que si un logiciel
spécial installé par l'utilisateur est capable d'intercepter une image
graphique couleur générée par le système DOS et la fonction
Print Screen.
PAGE 16 MANUEL DE RÉFÉRENCE 2D

" Version Windows
La sélection de l'imprimante sous Windows n'est pas effective.
C'est l'imprimante définie par défaut dans le menu "paramètres –
Imprimantes" de Windows qui détermine l'imprimante.
Attention si l'on change d'imprimante (le menu "paramètres –
Imprimantes" de Windows) lorsque PC1200 est en fonction, il faut
quitter et relancer PC 1200 pour que la nouvelle imprimante soit prise
en compte.
" Sélectionner la destination. Si la ligne est vide, par défaut il s'agit de
PRN. On peut y introduire LPT1, LPT2 ou un nom de fichier.
En introduisant NUL dans le champ destination, cela interdit toute
impression, et fait disparaître la ligne concernée dans le menu
ACTION.
Imprimer
Pour imprimer une page:
" Sélectionner la page désirée.
" Appeler le menu ACTION et sélectionner IMPRIMER ECRAN.
Pour imprimer toutes les pages paramètres:
" Se placer sur la page paramètre que l'on désire voir débuter (par
exemple la première page des paramètres N2X).
" Appeler le menu ACTION et choisir IMPRIMER PARAMETRES.
Le logiciel imprimera l'une après l'autre toutes les pages paramètres (y
compris les sous-pages).
Il est possible d'arrêter l'impression en pressant n'importe quelle
touche (par exemple à la fin des paramètres N2X). L'impression de
s'arrête pas immédiatement, la page en cours d'impression est
terminée.
DÉFINITIONS PAGE 17

HAMPS ALPHANUMÉRIQUES
C
Certains champs (DESSIN, POINCON, MATRICE etc.) peuvent contenir
des caractères alphanumériques.
Pour programmer les champs alphanumériques sur les commandes
numériques, il faut utiliser le clavier alphanumérique "soft".
Pour appeler le clavier alphanumérique "soft" du logiciel, il faut positionner
le curseur dans le champ alphanumérique (si le champ est uniquement
numérique, le clavier n'apparaît pas) et presser la touche
4 "tables" de caractères sont disponibles (#1, #2, #3 et Alt)
Pour changer de "table":
" Pointer le champ en bas à gauche #1, #2, #3 ou Alt et presser
ou clic gauche dans ce champ.
Pour introduire les caractères dans le champ alphanumérique:
" Sélectionner le caractère.
.
" Presser
Répéter l'opération pour les autres caractères.
" Pour quitter presser la touche
PAGE 18 MANUEL DE RÉFÉRENCE 2D
ou clic gauche.
à nouveau.

C
LAVIER
Clavier externe à la DNC
En cas de nécessité, il est possible de connecter un clavier externe compatible
100% PC AT sur le côté de la commande numérique.
Attention: La DNC doit être mise hors tension pour le raccordement du
clavier, sous peine d'altérer son bon fonctionnement.
Lorsqu'un clavier externe est connecté sur la DNC le panneau avant de la
commande numérique reste actif en permanence.
OLLISION PROFONDEUR AUTORISÉE
C
Pages: OUTILS PLI, PROGRAMMATION POINCON / MATRICE
Le logiciel génère un message d'erreur lorsqu'il détecte qu'il y a écrasement
de la matière en fond de matrice et / ou entre les parois latérales du poinçon et
de la matrice. Ce message est affiché dans le champ interactif. Le logiciel
commute sur la page OUTILS PLI avec le curseur pointé dans ce champ.
Par défaut si rien n'est spécifié, le test de collision est effectué sur chaque pli.
Dans la page OUTILS PLI le champ COLLISION PROFONDEUR
AUTORISEE est égal à SUR CE PLI NON.
Toutefois il est possible d'inhiber cette sécurité dans la page OUTIL PLI pour
la pièce en cours (voir ci-dessous) ou par défaut dans la page
PROGRAMMATION POINCON ou MATRICE.
DÉFINITIONS PAGE 19

Page OUTIL PLI
Deux choix sont à disposition:
SUR CE PLI / OUI / NON
GLOBALEMENT
Collision côté Collision fond de matrice
Le test de collision est effectué (ou
non selon le choix OUI / NON)
uniquement sur la séquence (pli) en
cours.
Le test de collision est ignoré pour
l'ensemble des séquences qui
constituent la pièce.
Page PROGRAMMATION POINCON / MATRICE
Si le test de collision n'est pas désiré de manière générale, il est possible de
faire en sorte qu'il soit ignoré par défaut au moment de la création d'une
pièce.
Pour créer cette situation lors de la création de l'outil il faut programmer
COLLISION PROFONDEUR AUTORISEE OUI.
Pour que cette autorisation soit valable (dans la page OUTILS PLI), il est
nécessaire que le poinçon et la matrice possèdent cette autorisation.
Si l'un ou l'autre des outils ne donne pas l'autorisation, c'est NON qui est à
nouveau valable.
OMPTEUR DE PLIS
C
La page BIENVENUE affiche le nombre de plis réalisés depuis une date
définie.
Le compteur est mis à 0 dans nos ateliers. Lorsque le premier pli en mode
automatique ou semi-automatique est effectué, il commence à compter et la
date s'inscrit automatiquement. Il n'est pas possible de modifier ces données
sur site.
PAGE 20 MANUEL DE RÉFÉRENCE 2D

ORRECTIONS (TABLEAU DE
C
La pratique mène peut-être à découvrir que certains angles ou / et longueur
d'ailes sont souvent ou toujours à corriger de la même valeur.
...)
Afin d'éviter à l'opérateur d'incessantes corrections, il existe un tableau de
corrections nommé MATIERE que l'on atteint via les paramètres machines.
5 matières sont préprogrammées
ACIER,
ALUMINIUM,
INOX,
SPECIAL 1
SPECIAL 2.
Pour chacune de ces matières, les tableaux de la page MATIERE sont
distincts.
Dans cette page se trouvent principalement 3 tableaux:
LONGUEUR DEVELOPPEE
Permet au moyen de 10 colonnes (0-9) d'apporter
10 corrections différentes du calcul DIN
(DIN 6935) de la longueur développée.
Dans l'exemple ci-dessus, si la matière choisie est
ACIER 3, la correction sera de:
DIN * 0.850.
Le choix de la correction se fait dans les pages
PIECE NUM, PLI NUM etc, dans le champ qui
suit immédiatement la matière.
COMPENSATION DE RETOUR ELASTIQUE
Permet de définir une correction d'angle pour
chaque type de matière selon l'angle programmé.
Dans le tableau de correction montré en exemple
ci-dessus, tous les angles compris entre 76° et
90° et qui utilisent de la matière ACIER seront
automatiquement corrigés de -2.5°.
DÉFINITIONS PAGE 21
PRESSION Ces deux facteurs remplacent le calcul de la force
de pliage réalisé normalement par la DNC. Non
programmées ces deux valeurs sont:
PLI EN L'AIR = 1.75
FOND DE MATRICE = 42.0
Si nécessaire modifier ces valeurs à votre
convenance. Ce deux valeurs sont propres à
chacune des 5 matières.
TOLERANCE PCT EN % DE L'EPAISSEUR
Ce champ est une sécurité pour les outils. Si lors
de la mesure d'épaisseur, l'épaisseur de la matière
est supérieure à nnn%, une alarme sera donnée.
Voir le chapitre Correction par mesure
d'épaisseur / Mesure au PCT.
FACTEUR DE CORRECTION EPAISSEUR
Ce tableau est utilisé par la fonction de correction
d'épaisseur au PCT. Voir le chapitre Correction
par mesure d'épaisseur / Mesure au PCT.
ORRECTIONS D'ANGLE
C
Pages : CORRECTIONS
G
ÉNÉRALITÉS
Les tôles utilisées en atelier n'ont pratiquement jamais leur épaisseur
nominale. L'épaisseur réelle varie couramment de ±10% de la valeur
nominale. En outre la variation n'est pas constante sur toute la largeur de la
tôle. L'épaisseur du côté gauche peut être différente de l'épaisseur du côté
droit (tôles à section trapézoïdale). Le logiciel permet de corriger ce type
d'erreur en dissociant la correction d'une extrémité à l'autre du pli.
Les calculs de profondeur de pliage (ainsi que d'élongation, de la pression et
du bombage) sont basés sur l'épaisseur nominale (celle qui est programmée
dans le champ EPAISSEUR).
Nous traitons dans ce chapitre Corrections d'angle 3 types de corrections:
" Les corrections directes.
" Les corrections angulaires.
" Les corrections par mesure de l'épaisseur de la tôle.
Selon le champ dans lequel elle est introduite, une correction peut agir sur:
" Le pli concerné (uniquement).
" Tous les plis (de même angle) situés sur la même coupe (même profil).
" Tous les plis (de même angle) de la pièce (également sur des coupes
distinctes).
PAGE 22 MANUEL DE RÉFÉRENCE 2D

C
ORRECTIONS DIRECTES
Pour utiliser les corrections directes, la DNC doit se trouver en mode
programmation ou semi-automatique et il suffit d'introduire une valeur dans le
champ désiré du premier tableau de la page. Le numéro du pli en cours se
trouve en haut de l'écran.
Si la correction concerne les deux côtés du coulisseau, il faut introduire la
même valeur pour Y1 et Y2.
Il est également possible de corriger les autres axes, le PCT, la force de pliage
et le bombage selon les mêmes principes.
Les corrections directes s'additionnent. Cela veut dire que s'il y a une
correction globale pour la pièce et que l'on programme une correction pour un
pli donné, la correction finale pour ce pli sera l'addition des deux corrections.
C
ORRECTIONS ANGULAIRES
Après avoir effectué un pli, l'opérateur mesure l'angle obtenu. Il introduit la
valeur angulaire mesurée dans le champ ANGLE. La DNC calcule
automatiquement la correction pour obtenir l'angle originellement
programmé. Si après avoir effectué le pli corrigé, l'angle n'est toujours pas
correct, il suffit d'introduire le nouvel angle obtenu. Suivant les cas, cette
opération peut devoir se répéter 2 ou 3 fois.
Attention, il ne faut pas intervenir dans le tableau des corrections directes
simultanément avec les corrections angulaires.
Comme pour les corrections directes, la correction peut être attribuée à:
PLI Corrige uniquement le pli en cours.
COUPE _ Corrige tous les angles de la coupe spécifiée qui
ont la même valeur programmée et les mêmes
outils.
PIECE Corrige tous les angles de la pièce qui ont la
même valeur programmée et les mêmes outils.
DÉFINITIONS PAGE 23

La DNC doit se trouver en mode programmation ou semi-automatique.
" Programmer le champ MESURE EPAISSEUR de la façon suivante
MESURE EPAISSEUR CENTRALE AUCUNE MODE ANCIENNE MESURE
" Mesurer l'angle obtenu.
" Introduire la valeur mesurée dans le champ ANGLE sous l'une des
colonnes PLI, COUPE ou PIECE.
" Tester le résultat et recommencer si nécessaire.
Voir également le paramètre machine COMPENSATION RETOUR
ELASTIQUE dans la page MATIERE. Ce paramètre permet de corriger en
permanence un angle dans une plage donnée.
C
ORRECTIONS PAR MESURE D'ÉPAISSEUR
La correction par mesure d'épaisseur peut être réalisée de plusieurs manières,
mais le principe reste identique. Un système (ou l'opérateur) fournit à la DNC
la mesure réelle de la matière. Avec ces paramètres, la DNC calcule la
correction nécessaire.
Les deux principales méthodes sont:
Mesure au PMH et mesure au PCT.
Mesure au PMH le principe veut que la mesure soit effectuée et
introduite dans la DNC alors que la machine se
trouve au PMH.
L'introduction de la mesure se fait soit
conventionnellement par le clavier, soit au
moyen d'une liaison RS232 en utilisant un
appareil de mesure adéquat, ou encore par un
système intégré à la butée. Voir les Annexes
pour plus de renseignements à ce sujet.
Mesure au PCT dans ce cas la mesure s'effectue au PCT.
Trois possibilités sont offertes:
- Mesure par le coulisseau
- Mesure par le coulisseau avec déplacement de
matrice. Voir les Annexes
- Mesure du PCT réel par un système externe.
Comme pour les corrections angulaires et directes, il est possible d'affecter la
correction au pli en cours, à la coupe ou à la pièce complète.
De plus, avec la correction en fonction de la mesure de l'épaisseur, il est
possible de différencier la correction pour chaque extrémité du pli. Le choix
se fait au moyen de la liste rotative CENTRALE ou AUX EXTREMITES.
(voir plus loin dans ce chapitre pour l'utilisation de cette possibilité).
Remarques: Pour des raisons techniques, on peut passer en mode
programmation pendant le travail (DNC en mode automatique et
programmation) seulement si l'on a sélectionné MESURE EPAISSEUR
AUCUNE.
Pour des raisons techniques, on ne peut plus modifier les champs
POS. TOLE et MESURE EPAISSEUR en mode semi-automatique.
PAGE 24 MANUEL DE RÉFÉRENCE 2D

Mesure au PMH
Comme décrit dans l'introduction de ce chapitre, la mesure se fait lorsque le
coulisseau se trouve au PMH.
On décrit dans ce paragraphe uniquement l'introduction de la mesure par
l'opérateur, telle que le logiciel "standard" de la DNC le permet.
La DNC doit se trouver en mode programmation ou semi-automatique.
Procéder de la façon suivante:
" Programmer le champ MESURE EPAISSEUR de la façon suivante
MESURE EPAISSEUR CENTRALE PMH MANUEL MODE PAR PLI
" Mesurer l'épaisseur très exactement (à l'aide d'un micromètre).
" Introduire la valeur mesurée dans le champ EPAISSEUR GAUCHE
de la colonne PIECE, COUPE ou PLI selon votre besoin.
En programmant uniquement le champ EPAISSEUR GAUCHE, le
logiciel assume que la mesure est centrale.
" Quitter le champ.
" Plier.
Si l'introduction est faite dans la colonne:
PIECE
- La mesure effectuée par l'opérateur sur n'importe quel pli reste valable
jusqu'à la prochaine mesure.
- L'épaisseur réelle obtenue est mémorisée en association avec la pièce.
- On considère que l'épaisseur réelle est la même pour tous les plis.
- A chaque nouvelle mesure, on recorrige tous les plis.
- Si aucune mesure n'est effectuée, on corrige d'après l'ancienne mesure
mémorisée.
COUPE
- La mesure effectuée par l'opérateur sur n'importe quel pli de la coupe
reste valable jusqu'à la prochaine mesure.
- L'épaisseur réelle obtenue est mémorisée en association avec la coupe
à laquelle appartient le pli sur lequel elle a été effectuée. Elle est
valable pour tous les plis successifs appartenant à la même coupe.
- Si une nouvelle mesure est effectuée, on recorrige tous les plis de la
coupe en question.
- Si aucune mesure n'est effectuée, on corrige d'après une éventuelle
ancienne mesure mémorisée en association avec cette coupe.
Remarque: C'est-à-dire que si des valeurs sont présentes dans la colonne
COUPE, elle seront prise en compte alors que les valeurs de la
colonne PIECE seront ignorées. Si aucune valeur n'est présente
dans la colonne COUPE, les valeurs de la colonne PIECE, si
elles existent seront prise en compte.
DÉFINITIONS PAGE 25

PLI
- La mesure effectuée par l'opérateur sur n'importe quel pli est valable
uniquement pour ce pli. Elle est aussi mémorisée.
- Si aucune mesure n'est effectuée, on corrige d'après une éventuelle
ancienne mesure mémorisée en association avec ce pli.
Remarque: Si des valeurs sont présentes dans la colonne PLI, elle seront
prise en compte alors que les valeurs des colonnes COUPE et
PIECE seront ignorées. Si aucune valeur n'est présente dans la
colonne PLI, les valeurs de la colonne COUPE, si elles
existent seront prise en compte. Si seule la colonne PIECE
comporte des valeurs, celles ci seront prise en compte.
Mesure au PCT
Nous décrivons dans ce chapitre uniquement la mesure au PCT avec le
coulisseau.
Principe:
Le coulisseau effectue son approche habituelle (en semi-auto ou
automatique). En arrivant juste avant le PCT théorique, la DNC diminue la
pression du système et le coulisseau se "pose" librement sur la tôle. La DNC
détecte l'arrêt du coulisseau et de cette manière permet la mesure de
l'épaisseur de la tôle.
Il va de soi que dans cette phase, la tôle ne doit pas fléchir sous l'influence du
coulisseau, sans quoi la mesure est faussée. La façon dont fonctionne cette
option dépendra directement de l'hydraulique de la machine, de la vitesse à
l'accostage de la tôle, de la force minimum du coulisseau dans cette phase de
mesure.
Il est évidemment impensable que dans cette phase le coulisseau se mette de
travers, la mesure devenant alors totalement erronée.
Idéalement la pièce se trouvera donc au centre la machine, aura une longueur
de pliage de plus de 2/3 de la longueur totale de la machine et sera en mesure
de supporter le coulisseau sans fléchir.
Comme pour les autres corrections la mesure peut se faire par pièce, coupe ou
pli, centrale ou aux extrémité selon le choix réalisé.
Avant chaque utilisation, il faut procéder à la calibration, afin d'étalonner
l'ensemble.
Calibration
Un cycle de calibration est très semblable à un cycle de mesure.
Simplement, l'épaisseur réelle obtenue est soustraite à l'épaisseur nominale.
Cette différence est mémorisée pour être utilisée plus tard comme correction
des calculs des épaisseurs réelles.
Procédure:
" Mesurer la tôle avec un micromètre.
" Sélectionner MODE CALIBRATION.
" Inscrire les valeurs dans les champs appropriés EPAISSEUR
DROITE et EPAISSEUR GAUCHE de la page CORRECTIONS.
PAGE 26 MANUEL DE RÉFÉRENCE 2D

" Mettre la DNC en mode semi-auto.
" Placer la tôle au centre de la machine et effectuer un pli.
" Si le cycle de calibration s'est bien passé les différences entre les
épaisseurs réelles mesurées et les valeurs de référence sont affichées
dans les lignes EPAISSEUR GAUCHE et EPAISSEUR DROITE,
sous la colonne --VIS--. Elles y resteront jusqu'à la prochaine
calibration.
" Sélectionner le mode de mesure désiré MODE PAR PIECE,
PAR COUPE ou PAR PLI. Dès cet instant, pendant le travail, la
mesure s'effectuera selon l'option choisie. Voir également la
description du mode ANCIENNE MESURE ci-après.
Remarques: Si le champ POS. TOLE n'est pas défini, on suppose que la
tôle est centrée entre les deux règles.
Si la largeur de la tôle n'est pas définie, on suppose qu'elle est
égale à l'écart entre les règles Y1 et Y2 (paramètres machine).
Travail avec la correction MESURE AU PCT
Après avoir procédé à la calibration, il convient de sélectionner MODE PAR
PIECE, PAR COUPE ou PAR PLI selon que l'on désire effectuer une
mesure respectivement par pièce, coupe ou pli.
ANCIENNE MESURE Dans ce mode on n'exécute plus de nouvelles
mesures.
Les anciennes mesures mémorisées en
association avec la pièce, la coupe ou le pli sont
conservées et utilisées.
Ce mode est particulièrement agréable lorsqu'on
travaille avec un lot de tôles suffisamment
homogène. En effet, il suffit dans ce cas de
procéder à une seule mesure d'épaisseur lors du
premier pli de la première pièce et de corriger
sur la même base par la suite. Ceci permet
d'éviter la perte de temps inévitablement liée à la
mesure.
Ce mode de travail s'applique aussi dans le cas
de travail avec des groupes de pièces, puisque
les anciennes mesures associées avec la dernière
pièce exécutée sont recopiées sur la pièce
suivante.
TOLERANCE PCT EN % DE L'EPAISSEUR
Page: PARAMETRES MACHINES /
MATIERES.
Ce champ permet d'imposer une limite
maximum dans la "dispersion" de la matière
lorsque l'on utilise la correction d'épaisseur au
PCT.
Dans le cas où l'épaisseur de la tôle mesurée est
supérieur ou inférieur à nn%, le pli ne sera pas
exécuté et un message informe l'opérateur.
Voir Corrections (tableau de ...).
DÉFINITIONS PAGE 27

FACTEUR DE CORRECTION EPAISSEUR
Page: PARAMETRES MACHINES /
MATIERES.
Ce tableau permet de définir un jeu de
corrections en fonction de la variation
d'épaisseur lorsque l'on utilise la correction
d'épaisseur au PCT. Non programmé ce facteur
a pour valeur 1.00.
Si l'utilisateur remarque que: pour une matière
donnée, le logiciel a tendance à trop compenser
(c' est à dire à descendre trop bas lorsque
l'épaisseur réelle est plus mince que l'épaisseur
nominale, ou à ne pas descendre suffisamment,
si l'épaisseur réelle est plus grande que
l'épaisseur nominale), il inscrira une valeur entre
0.99 et 0.0 dans le domaine d'angle concerné.
Si par contre, le logiciel ne compense pas
suffisamment, il inscrira une valeur entre 1.01 et
99.99.
Voir Corrections (tableau de ...).
PAGE 28 MANUEL DE RÉFÉRENCE 2D
 Loading...
Loading...